
how to use a rotary table and dividing plates factory

One of the programs included with the DIVHEAD archive on my webpage allows you to calculate the hole plates required for any number of divisions up to an input maximum. Below are the results of that program for rotary table gear ratios of 40, 80 and 90 assuming one wants the ability to make all divisions up to 50.
These solutions are minimum hole drilling solutions so it"s possible that some of the lower number divisions could be accomplished with a single circle of holes at the expense of drilling more holes. For example, the 4 and 6 hole circles in the 40:1 solution could be accomplished with a single hole circle of 12 holes or some integer multiple of 12 holes.

If your table has a ratio of 90:1 then you will have to turn the dial 90 turn to make the table go around once. That means that you divide 360 degrees by 90 turns and you get 4 degrees per turn. Simple enough.
Now lets say that you want to cut something that has 4 slots in it. Divide 360 by 4 cuts. That gives you 90 degrees per cut. So haw many turns to make 90 degrees? Divide 90 by 4 degrees and you get 22 1/2 turns. (90 turns divided by 4 will give you the same results) You could do this one by sight but it gits harder when you are cutting gears or something with odd numbers and lots of teeth.
So here is what you do. This is where the plates come in! This example is easy but the theroy is the same. You only need a plate with two holes but since there is no such thing you will use any plate that the row of holes you want to use will divide by 2 since you need half turns. Set your index arms so that the pin on your arm falls inside the dividing arms. Set them so that you can find the next hole of the same count. IE: If you used a 24 hole plate then you will have 12 holes between the arms thus giving you half turns each time you index.
So count off the 22 turns then the 12 holes on the index plate. Move the arms once you establish this hole. Do this four times and you have the four slots at 90 degrees.
All you have to remember is that you need a plate that the number of holes will divided by the fraction of a turn that you have left after turning the full turns. IE: 3 1/3 turns needs a plate that the holes will divide by thee. 5 1/5 turns needs a plate that will divide by 5. 2 1/8 turns needs a plate that will devide by 8.
The number of full turns has nothing to do with the plate hole count. Only the remaining partial turn needs to be indexed. You have to count the full turns youself. Using the RT degree scale helps make sure you counted correctly if you get interputed. It happens!

This plate can be used either directly, or through a geared dividing mechanism. In direct indexing the workpiece and plate rotate in a 1-to-1 ratio, and holes are used directly. That is, a plate with 12 holes can divide the workpiece into 2, 3, 4, 6, or 12 equal segments. A dividing head incorporates an internal gear ratio (usually 40:1, 60:1, or 90:1) with the same plates. In doing so, the dividing head enables many more combinations than just direct indexing.
For example, imagine a plate with 15 equally-spaced holes and a dividing head with a 40:1 gear reduction. In direct indexing, a workpiece could be divided into 3, 5, or 15 equal segments. Using the dividing head, the same workpiece could be divided into 2, 3, 4, 5, 6, 8, 10, 12, 15, 20, 25, 30, 40, 50, 60, 75, 100, 120, 150, 200, 300, or 600 segments. Essentially, the dividing head acts as if it’s a direct indexer with 600 holes; 15 holes in the actual plate * 40:1 gear ratio. Let’s look at how some of these combinations are possible.
I have an 8" Rutland horizontal/vertical RT made in Taiwan that is about all I want to carry around without mechanical help. It has done all I ask of it, and a larger fixture plate mounted to the top of the table could be up to any diameter I care to make it. It is a high quality RT, and I am happy with it. Just went out and weighed it on a bathroom scale, said ~55 pounds. I also recently picked up a beautiful old adjustable height tailstock for it. It is also very heavy and solid, maybe 25 pounds.
I also have a 6" swing dividing head (no maker"s mark, WWII?) with two sets of three dividing plates, two D.E. Whiton 1-3/4" 8 tpi mount chucks (3 and 4 jaw, also marked Rivett!}, and #9 B&S spindle tooling for it as well, and a mill mounting table adapter plate that holds the dividing head and the tailstock to it for quick mounting to the mill table. Throw it on the mill, tighten 4 bolts, and it is ready to use, with less than .001" tolerance fit everywhere.
Given the choice between dividing head and rotary table, I vote for both! The jobs they do are mostly quite different, and one does not work for the other very well. In a pinch, yes, it can be done.

VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
The indexing plate is a machine tool accessory that holds the workpiece on the chuck or between two pinnacles and rotates, indexing and positioning it. Plate connected with rotary indexing table is in Diameter: 4"/100mm and Thickness: 0.28"/7mm, good for rotary tables in Model HV-3, HV-4, HV-5, HV-6, TS160. Perfect to use with dividing head for milling table.

VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
The indexing plate is a machine tool accessory that holds the workpiece on the chuck or between two pinnacles and rotates, indexing and positioning it. Plate connected with rotary indexing table is in Diameter: 7"/180mm and Thickness: 0.47"/12mm, good for rotary tables in Model HV-8, HV-10, HV-12, HV-14, TS200, TS250, TS320, TS400. Perfect to use with dividing head for milling table.

Dividing Plates└ Plates└ Workholding└ Workholding & Toolholding└ CNC, Metalworking & Manufacturing└ Business & IndustrialAll CategoriesAntiquesArtBabyBooks & MagazinesBusiness & IndustrialCameras & PhotoCell Phones & AccessoriesClothing, Shoes & AccessoriesCoins & Paper MoneyCollectiblesComputers/Tablets & NetworkingConsumer ElectronicsCraftsDolls & BearsMovies & TVEntertainment MemorabiliaGift Cards & CouponsHealth & BeautyHome & GardenJewelry & WatchesMusicMusical Instruments & GearPet SuppliesPottery & GlassReal EstateSpecialty ServicesSporting GoodsSports Mem, Cards & Fan ShopStampsTickets & ExperiencesToys & HobbiesTravelVideo Games & ConsolesEverything Else

I always thought that a dividing head was used to divide a 360° circle into a fixed number of positions, where a rotary table can be turned to an infinite number of positions.
They can both do almost the same thing, but each has it"s advantages. If you need accurate positioning to a fixed number of positions and you had the correct dividing plate, if you were cutting a gear for instance, it would be easiest to use the dividing head. If you needed to mill an arc of 42° then you would use the rotary table.
If you have a rotary table with dividing plates then you can use the table to divide 360° into a fixed number of positions, otherwise the dividing is only a accurate as the Mk. I eyeball.

This item is backordered from our supplier. We will ship as soon as it is received. Your credit card will not be charged until shipped. Please Note: For shipments to locations outside the USA, backordered items must be placed on separate orders.Remove From Cart

Rotary tables are mounted horizontally, and most can also be mounted vertically. In both cases only at 90° to the mill table. A Dividing Head is always vertical, but can be tilted through 90°.
Dividing heads are always fitted with "indexing plates" (holed wheels and clock hands), allowing a wide range of angles to be turned. The indexing mechanism can do intermediate angles. Rotary tables can be fitted with indexing plates as an accessory, but usually the number of angles supported is limited compared to a dividing head. (A generalisation. And, because rotary tables do all common angles, the limitation may not matter.)
Rotary tables are more convenient for general work because most jobs are mounted at 90° or 180° relative to the milling table. Possibly more robust than a dividing head for rough work. When close accuracy isn"t needed, jobs can be spun rapidly by the rotary table without cranking the handle - a time saver. When accuracy is needed the handle and worm are engaged. Usually there"s a vernier scale sufficiently accurate for most work. The handle is also relatively fast because most simple angles can be produced with it. For example, easy to crank from 0, 60, 120, 180, 240, 300, 0 to cut a hexagon head. Unfortunately not all angles are "simple"!
Indexing plates are useful for awkward angles. Cutting a 19 toothed gear requires 19 steps of 18.9474°, which is the hard to remember sequence 37.89, 56.84, 75.78, 94.74, 113.68, 132.63° etc. The Index plate and clock hand mechanism remove the need for the operator to track the sequence but they are still a pain to use in my opinion!
Indexing plates are so awkward that driving a Rotary Table with a stepper motor and microcontroller is popular. You simply tell the controller how many divisions are needed, press "Go", and the computer does the rest. Apart from reducing brain strain and automating a tedious task, the computer eliminates most mistakes. Computers don"t get sums wrong, have excellent memories, and are hard to distract! Also, a computer and stepper motor will do a good job of angles too complicated for the Indexing plates.
Generalising again, I suggest most people, most of the time, only need a rotary table. I see Dividing Heads as specialist tools and have never felt the need for one. For the same reason I drive an ordinary small car rather than a Land Rover. The closest I get to off-road driving is a supermarket car park! You might live on a farm...
Unless there"s a specific reason for needing a Dividing Head, I wouldn"t spend money on one. My rotary table is used a lot, in contrast a Dividing Head is only "nice to have".
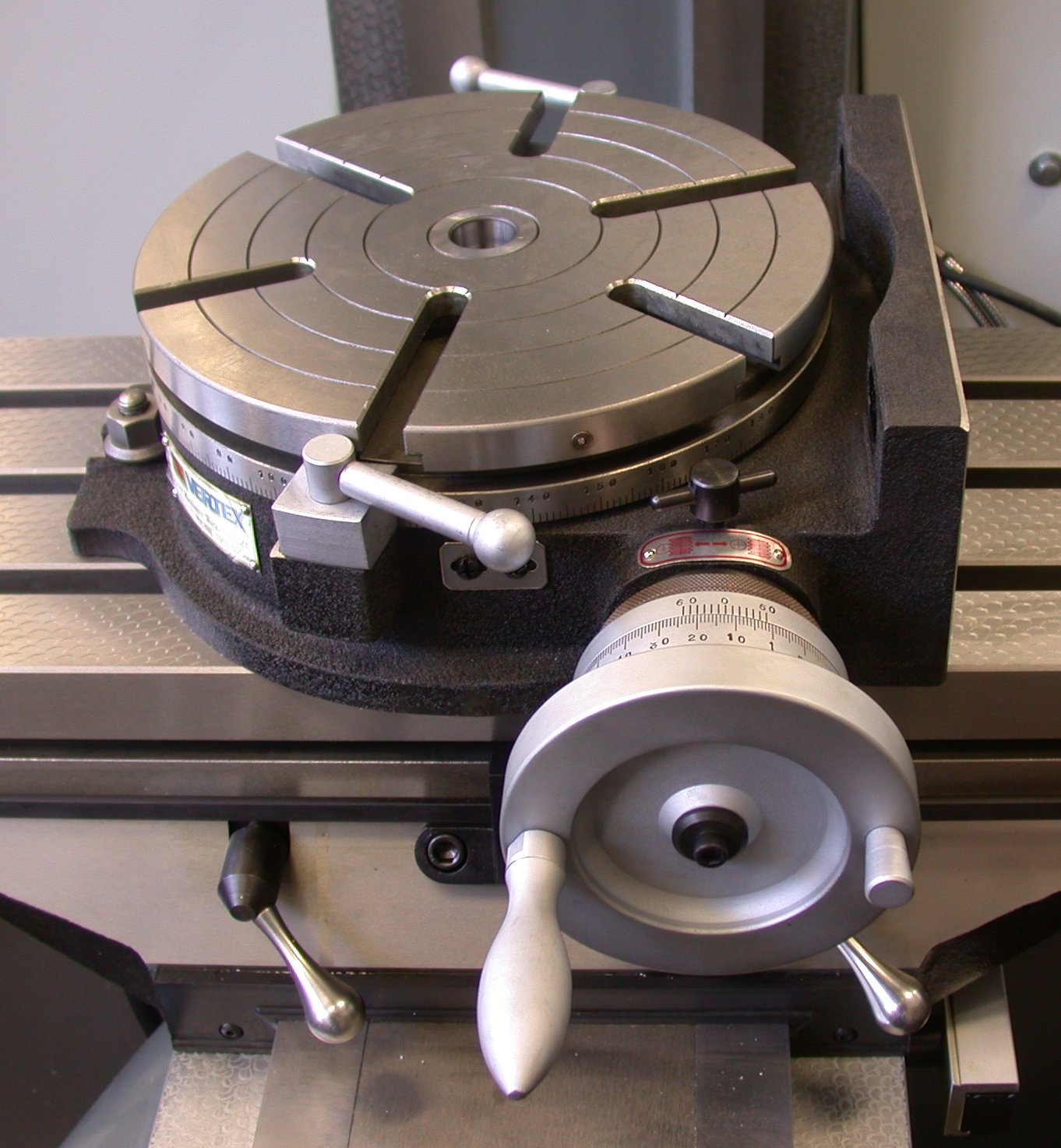
A rotary table is a precision work positioning device used in metalworking. It enables the operator to drill or cut work at exact intervals around a fixed (usually horizontal or vertical) axis. Some rotary tables allow the use of index plates for indexing operations, and some can also be fitted with dividing plates that enable regular work positioning at divisions for which indexing plates are not available. A rotary fixture used in this fashion is more appropriately called a dividing head (indexing head).
The table shown is a manually operated type. Powered tables under the control of CNC machines are now available, and provide a fourth axis to CNC milling machines. Rotary tables are made with a solid base, which has provision for clamping onto another table or fixture. The actual table is a precision-machined disc to which the work piece is clamped (T slots are generally provided for this purpose). This disc can rotate freely, for indexing, or under the control of a worm (handwheel), with the worm wheel portion being made part of the actual table. High precision tables are driven by backlash compensating duplex worms.
The ratio between worm and table is generally 40:1, 72:1 or 90:1 but may be any ratio that can be easily divided exactly into 360°. This is for ease of use when indexing plates are available. A graduated dial and, often, a vernier scale enable the operator to position the table, and thus the work affixed to it with great accuracy.
Rotary tables are most commonly mounted "flat", with the table rotating around a vertical axis, in the same plane as the cutter of a vertical milling machine. An alternate setup is to mount the rotary table on its end (or mount it "flat" on a 90° angle plate), so that it rotates about a horizontal axis. In this configuration a tailstock can also be used, thus holding the workpiece "between centers."
With the table mounted on a secondary table, the workpiece is accurately centered on the rotary table"s axis, which in turn is centered on the cutting tool"s axis. All three axes are thus coaxial. From this point, the secondary table can be offset in either the X or Y direction to set the cutter the desired distance from the workpiece"s center. This allows concentric machining operations on the workpiece. Placing the workpiece eccentrically a set distance from the center permits more complex curves to be cut. As with other setups on a vertical mill, the milling operation can be either drilling a series of concentric, and possibly equidistant holes, or face or end milling either circular or semicircular shapes and contours.
To create large-diameter holes, via milling in a circular toolpath, on small milling machines that don"t have the power to drive large twist drills (>0.500"/>13 mm)
with the addition of a compound table on top of the rotary table, the user can move the center of rotation to anywhere on the part being cut. This enables an arc to be cut at any place on the part.
Additionally, if converted to stepper motor operation, with a CNC milling machine and a tailstock, a rotary table allows many parts to be made on a mill that otherwise would require a lathe.
Rotary tables have many applications, including being used in the manufacture and inspection process of important elements in aerospace, automation and scientific industries. The use of rotary tables stretches as far as the film and animation industry, being used to obtain accuracy and precision in filming and photography.



 8613371530291
8613371530291