
using a rotary table on a milling machine factory

Years ago, before I learned CNC, I owned a Phase II 8″ horizontal/vertical rotary table that I purchased from Kap Pullen’s Getmachinetools.com store. He has them at a good price, BTW, and he’s a darned nice fellow to deal with as well as being a frequent HSM contributor. Anyway, its a nice little table, but I hadn’t done a whole lot with it for quite a while after purchasing it. As is so often the case, one day, a project landed on my doorstep and I was glad to have it.
Before I could get started, however, I had to make some accessories for it. Basically, I needed some T-Nuts to fit the table, as well as a little fixture that makes it easy to hold a plate up off the table through a hole in the center so you can machine it. The latter, what I call a “plate machining fixture”, was inspired by something similar I saw the Widgitmaster of CNCZone fame using to make Dremel clamps for his mini-router:
The Plate Maching Fixture and 3 Homemade T-Nuts. T-Nuts are easy to make: square a block to the proper dimensions, mill the side reliefs, drill, and tap. These are much smaller than the mill’s Bridgeport standard T-slots, so I made them myself and I’m using 1/4-20 bolts with them. They’re made of mild steel.
I turned the round spigot using the 4-jaw on the lathe. I’m making the fixture out of MIC-6 aluminum plate, which is pre-ground very flat on the sides. This is a 5 inch by 3 inch piece. I’ve clamped it to the rotab using my T-nuts and the regular mill clamps and step blocks. It is sitting on parallels to make sure I don’t cut into the table. You can also see how I’ve clamped the rotary table to the mill table using a big cast iron V-block I have. You can never have to many blocks with precision faces hanging around!
Having a 4-jaw chuck on your rotary table is mighty handy! Because it’s a 4-jaw, you can dial in the workpiece by adjusting the jaws until it is perfectly concentric with the table’s axis of rotation. The best way is to make an adapter plate that attaches to the back of the chuck in the same way that your lathe does so you can exchange lathe tooling with the rotab. Here is an example:
For the example, the chuck is threaded onto the adaptor plate, and then the holes in the adapter plate’s flange are used to bolt down to T-nuts on the table.
In my case, I bought a 4-jaw from Shars brand new, and simply drilled some through-holes in the chuck to mount to the table directly without an adapter plate:
First, you want to make sure your part is properly centered on the table. To do that, I clamp the table down on the mill table (no special place is needed), put my Indicol indicator holder on the mill spindle, and find some round feature on the part to indicate on. For example, on the plate milling fixture above, indicate on the round boss, or on the center hole. Spin the table and bump the part in until spinning the table doesn’t move the indicator.
Second, locate the center of rotation directly under the mill spindle. You can simply use the X and Y table handwheels to do this. Use that Indicol to indicate off of a circular feature you want centered under the spindle. Turn the indicol around on the spindle and adjust the handwheels until the indicator stays put relative to the spindle position. A Blake Coaxial indicator will make this last even simpler.
When you’re rounding partially by cranking a part around on the rotary table, it’s really easy to go a little too far and screw things up. The answer is to drill the end points to make the exact stopping point on the rotab a lot less sensitive:
Centering with a Blake indicator is really fast, but what if you don’t have a Blake, or worse, what if your mill is too small to accomodate one? Here is a nice solution I found on a German site. This fellow has made an ER collect fixture for his rotary table, and has taken care that when installed on the table, the axis of the collet is aligned with the table’s axis. He can then place a dowel or other straight pin in the collet and line up until it will go into a similarly sized collet on the spindle. Nice trick! It’s similar to how Widgitmaster showed me to align a drill chuck on a QCTP to the lathe centerline with a dowel pin held in the lathe chuck.
rotary filing—that is, running a circular cutter withfile-like teeth in the headstock of alathe.Rotary filling and later,true milling were developed to reduce time and effort

I usually get a good many arguments started about rotary table setups. I worked in a large forge die shop, and I still do the setups the way we were shown in that shop. Probably 95% of the time you used a rotary table on a rotary head milling machine, so getting stuff on center was step #1.
The first thing to be pointed out is that the center hole and OD of the table aren"t necessarily on the axis of rotation. Easy to check, take the worm out of engagement and pull the table around by hand with an indicator zeroed on the center hole. Just like indicating a part in a four jaw.
If it is on center, that"s great. If not, you can eyeball your part on center and lightly clamp while you indicate it in by pulling the table around by hand and tapping it. If you don"t have a concentric hole or OD to use an indicator on, a center punch mark and a pump center can be used.
Once the part is on the center of the rotary tables axis, it"s a simple matter to center it under the machine spindle by locking the table and rotating the machine spindle and indicating like you would normally.

The crosslide table all depends on where the slides are...above the point of rotation or below. Below is pretty much the cheap line and really is redundant putting on a mill as you already have 2 axis there. Now, slides above the pivot point allows you to position your part any where on table, center it above the pivot using the slides (U & V axis?) all with out tapping it about like a rotary table w/o slides. Also, you can then offset a part to center a desired radius elsewhere...example: you need to mill a 4" square hole with r.535 in corners. On a plain rotary table you would need to relocate the part for each corner...with topslides you use the U & V axis to position the center of R.535 over the pivot and turn the corner. This works for all kinds of stuff...milling angles off the X&Y that come tang to a rad, or even milling multiple circles or countours on a single pc w/o remounting and locating the pc. Think of 3 O-ring grooves on a hydraulic cover, or the snowman shape in a gearpump hsg. These can get confusing as now you have a manual machine with C,U,V,W,X,Y,&Z axis....wow.
The best has to be Advance 15X15. I know this unit cost $4500 15 years ago.Troyke made them also but I don"t know of others. Palmgren I thought made the bottom slide type. Alas, the 2axis CNC retros can outrun it and these are rapidly becoming dinosaurs.

A rotary table is a precision work positioning device used in metalworking. It enables the operator to drill or cut work at exact intervals around a fixed (usually horizontal or vertical) axis. Some rotary tables allow the use of index plates for indexing operations, and some can also be fitted with dividing plates that enable regular work positioning at divisions for which indexing plates are not available. A rotary fixture used in this fashion is more appropriately called a dividing head (indexing head).
The table shown is a manually operated type. Powered tables under the control of CNC machines are now available, and provide a fourth axis to CNC milling machines. Rotary tables are made with a solid base, which has provision for clamping onto another table or fixture. The actual table is a precision-machined disc to which the work piece is clamped (T slots are generally provided for this purpose). This disc can rotate freely, for indexing, or under the control of a worm (handwheel), with the worm wheel portion being made part of the actual table. High precision tables are driven by backlash compensating duplex worms.
The ratio between worm and table is generally 40:1, 72:1 or 90:1 but may be any ratio that can be easily divided exactly into 360°. This is for ease of use when indexing plates are available. A graduated dial and, often, a vernier scale enable the operator to position the table, and thus the work affixed to it with great accuracy.
Rotary tables are most commonly mounted "flat", with the table rotating around a vertical axis, in the same plane as the cutter of a vertical milling machine. An alternate setup is to mount the rotary table on its end (or mount it "flat" on a 90° angle plate), so that it rotates about a horizontal axis. In this configuration a tailstock can also be used, thus holding the workpiece "between centers."
With the table mounted on a secondary table, the workpiece is accurately centered on the rotary table"s axis, which in turn is centered on the cutting tool"s axis. All three axes are thus coaxial. From this point, the secondary table can be offset in either the X or Y direction to set the cutter the desired distance from the workpiece"s center. This allows concentric machining operations on the workpiece. Placing the workpiece eccentrically a set distance from the center permits more complex curves to be cut. As with other setups on a vertical mill, the milling operation can be either drilling a series of concentric, and possibly equidistant holes, or face or end milling either circular or semicircular shapes and contours.
To create large-diameter holes, via milling in a circular toolpath, on small milling machines that don"t have the power to drive large twist drills (>0.500"/>13 mm)
with the addition of a compound table on top of the rotary table, the user can move the center of rotation to anywhere on the part being cut. This enables an arc to be cut at any place on the part.
Additionally, if converted to stepper motor operation, with a CNC milling machine and a tailstock, a rotary table allows many parts to be made on a mill that otherwise would require a lathe.
Rotary tables have many applications, including being used in the manufacture and inspection process of important elements in aerospace, automation and scientific industries. The use of rotary tables stretches as far as the film and animation industry, being used to obtain accuracy and precision in filming and photography.

Run the quill down and touch the sharpie to the rotary table table and by moving the mill table (cross feed) draw a line that will be parallel to the work.....
Now, use an indicator to final align the edge of the plate to be true to the machine ........Do this by rotating the table....Be sure to make all corrections by turning hand wheel in the direction that you will
If you have a moveable degree pointer for the table also set it to zero (most have some adjustment here)....If that is not available on your table make a simple sheet steel pointer plate that is just plain(no pointer.
Move to and cut features as needed...be sure to account for backlash in the table worm...(The starting point for the rotary cuts need to be positioned by moving in the direction you moved to set the plate to zero.)...

Lagun’s BM RT is a bed type mill with C-Axis rotation and equipped with a rotary table. With a compact and robust design, this milling machine is ideal for machining bulky workpieces on all 5 sides.
Lagun’s BM RT mill is built with a modular configuration, which means all models in this spectacular line have interchangeable slides, rams and columns. This design method endows each machine with enhanced rigidity, precision and ergonomic working comfort for the operator.
Additionally the sturdy, oversized mill bed comes with reinforced ribbing, fortifying its stability during heavy milling. The hardy table, measuring at 63” x 47” (1600mm x 1200mm), column, slide and ram systems have been studied and as a result designed with roller/shoes that exceed the manufacturing requirements. Designed to be as close to the column as possible, the mills ram placement ensures a sturdy column-slide-ram assembly. This results in a rigid and light slide for vertical movement. To correct any ram deflection during cross movement they come equipped with special wedges.
*Note: Interested in more bed type milling machines? Take a look at our BM-C and BM-BL bed mills. Or browse all machining centers offered by Lagun Engineering here.

Whether you use mills, presses or lathes, machine tools are often only as useful as the accessories that come with them. Take care of repair tasks and add extra functionality with the machine tools accessories at Alibaba.com. If you need new universal milling machine rotary table or are seeking to replenish your component stocks, our wholesale store is the ideal place to look. We stock accessories for every type of machine tool, with multiple options in most cases. So add resilience to your operations and be ready for any production challenge with the machine tools accessories in our store.
Machine tools come in all shapes and sizes, and so do the accessories that make them tick. For instance, CNC and manual lathes can be customized with jaw chucks, shanks, woodworking knives, drill chucks, rotary chucks, clamps, and turning tools. Add brushes and sanding discs, and turn your machine tool into a multi-purpose machining center. Add a range of cutting tools to milling machines, pick the right drum sanders for your drills, or add a lathe dog to make turning much easier. There are accessories for hydraulic presses, add-ons like drag chains, and many other machine tools accessories. And if you need replacement universal milling machine rotary table, Alibaba has everything you need.
Our machine tools catalog is packed with accessories. Search the listings for your preferred tool and zero in on accessories that can enhance its functionality. From control handles to tool holders, thread holders and saw blades, the whole panorama of machine tools accessories is here and ready to order. There"s no better way to add extra stocks and renovate machinery when the time comes. When new universal milling machine rotary table are required, head to the Alibaba wholesale store and give your machinery a new lease of life.

Mike Goerges, sales and marketing manager for Pequot Tool & Manufacturing, says his shop’s goal has always been to exceed customer requirements. His father, mother and brother, along with one other employee, started the company in 1981 as a stamping and metal-fabrication operation. The Jenkins, Minnesota, shop has since expanded into precision machining, serving industries such as aerospace, medical, semiconductor, printing, electrical, hydraulic and industrial equipment.
Over the course of a month, Pequot can run between 600 and 800 active jobs with lot sizes ranging from a couple of parts to thousands of parts. Recently, though, the shop was experiencing poor part surface finishes and inconsistent tolerances on VMCs with rotary tables to enable four-axis machining, two problems that would randomly and inexplicably occur from one batch of parts to the next and sometimes even during the same part run. Pequot would set up a job and run some parts that would be machined to specification. Then, out of the blue, a part would come off the machine out of tolerance or with chatter marks on its surface finish, and tool life would suddenly take a nosedive.
In other instances, the machining process and part would appear fine until the shop measured the part on a coordinate measuring machine (CMM) and discovered that one of the its features was significantly out of tolerance. Then, the chase would be on again to track down the cause. Unfortunately, that meant the machining center in question sat idle while the problem was being diagnosed.
Pequot evaluated all aspects of its process to determine the cause of these problems, including the machine tools, toolholders, cutting tools, workholding devices and part programs. Eventually, the shop realized inconsistent rotary table positioning was the culprit, even though initial inspections of those tables seemed to reveal they were operating properly.
“The inconsistency hindered us from immediately tracing the cause back to the rotary tables,” explains Kevin Spielman, Pequot’s production manager. “When experiencing such a hiccup, we would adjust machining speeds and feeds to compensate, and get a few good parts. Then, unbeknownst to us, the tables would operate correctly, but we’d be running at the wrong machining parameters. This, in turn, also produced bad parts. After a while, we were constantly chasing our tails and second-guessing ourselves when it came to adjusting operational parameters.”
This spurred the shop to replace the tables with pL Lehmann EA510 and EA511 single-spindle units from Exsys/Eppinger. These rotary tables, acquired from local Exsys distributor Hill Industrial Tools, give the shop’s three-axis VMCs more reliable fourth-axis capabilities for part positioning and rotational machining.
“Once we installed the pL Lehmann tables, our inconsistency and rigidity problems vanished,” Mr. Spielman says. “We experienced immediate and further improvements in accuracy, tool life, machining speeds and material removal rates to the point that we reduced part machining cycle times by 25 percent. Plus, we basically eliminated any machine downtime associated with our previous rotary tables. Most importantly, the new tables have increased our machine utilization. We now have the confidence and ability to run our automated milling machines nonstop for lights-out production over night and on weekends.”
Despite their compact design, the pL Lehmann tables are said to offer strong resistance to pullout torque and axial force while providing high levels of clamping torque. In addition, their backlash-free, preloaded gear drive (PGD) technology is said to deliver the high torque common to gear-driven tables and the high rotational speeds common to direct-drive tables, with spindles capable of speeds ranging from 47 to 111 rpm and 90-degree moves in 0.34 second.
The spindles on the standard-model tables are guaranteed to within 5 microns of runout (less than 3 microns for the high-accuracy models). The tables’ ±1 arc-second positioning capability, along with near-zero runout, makes them well-suited for Pequot’s demanding tight-tolerance applications. Steel parts machined on the pL Lehmann tables typically measure approximately 1.125 inches in diameter and 8 inches long; aluminum parts are commonly 5 inches in diameter and 6 inches long.
Mr. Goerges says that with the increasing business Pequot is winning, its goal is to get the most production out of its manufacturing equipment. Automation plays a key role. In fact, the shop refers to this goal as “168,” referring to the number of available hours in one work week. “With the new rotary tables, we’ve increased our machine output and won back massive amounts of production time on our automated VMCs,” he says.
The maker of racing engine components produces parts that have many permutations within each product line. Here is how Jesel sets up work for cost-effective, responsive machining.
Many job shops start in a garage with a used mill and a manual lathe. The owners of this Utah job shop took a different tack. Along the way to a very successful business, they"ve debunked a bunch of myths commonly held about job shops.

Here is what I like to use as a test indicator holder. It can allow you to indicate in something without removing the tool. They have several options for in spindle or spindle nose clamp styles. eBay does have some cheaper import version that work ok, but once you have use the Indicol quality, there is a big difference. You will need to buy the test indicator as a seperate item. There are a lot on the market. I have had my B&S(brown and Sharp) "Best Test" indicator for almost 30 years and one repair. Reasonably rugged and very reliable. Sticky indicators like some imports do you no good. If the needle pointer does not move, it is inviting a false sense of security.
The whole premise is to use the spindle bearings to sweep an indicator around the surface you wish to align it to. It is much easier in concert with a DRO, but dials will get you there too.
As long as you do not move the table, you could indicate the part in by knocking it around until it sets in the same location. You could also spin the table itself and knock the part around to find its true center on the rotation of the table bearings. Some of the cheaper import rotary tables may not have the spindle bore as reliably on center as what they will rotate on their shaft.
The same indicator setup can check for spindle tram also. This will need to be checked periodically anyways to verify the spindle is perpendicular to the table surface. If the head is tilted and you indicate in a feature. If the point that it is indicated in at changes in height, so to will the location of the features you intend to machine in relation to that reference. The longer the tool bit is away from the indicated origin, the further off location the new feature will be. Where this is seen is when the part is indicated in at one level, but the distance between the spindle and work needs more room for the tool. So when the table drops away, the point of origin in relation the spindle center (being at an angle) is out lost in space now. The new feature(s) can be found way off location even though the table was moved correctly during the setup. Best advice is to keep this in mind if the knee or head will be moved in a Z axis, always check the tram first. Especially after a crash, broken cutter or large unexpected force at the cutter.
The same holds true for vises parallel to an axis. For critical work, always check the solid jaw for axis alignment. If it is at an angle and a feature is indicated in on one end of the jaws, it might not be at the other end. More or less exponentially to the angle it is off over XX distance from the origin.
Main objective here is to use as much of the machines built in geometry to maintain pure geometry on the part as the machines is capable of. A test indicator is the best way to obtain this level of precision.

A mill generates straight lines - the cutter rotates and the job moves in straight lines - so slots grooves etc.(and it can be a drill - plunge cutting.) They can also generate flat or nearly flat surfaces as well
Having said that, if you have the right attachment you can convert your lathe into a mill - won"t be as rigid nor as flexible but in smaller sizes of task it will get the job done.
A rotary table goes on a milling table, and allows the work to be rotated under control, normally of a worm and wheel. Cutting radial slots and parts of a circle. Depending on the table, there are also adaptors which allow gears to be cut, or specific numbers of holes to be drilled, usually but not always equally spaced. Rotary tables will normally be graduated in degrees (and division thereof) of arc.
Another benefit of using a vertical milling machine is the relative ease with which you can drill series of holes in straight lines - or if you have one with a digital readout (DRO), holes in a complex arrangement as well. This is also perfectly possible without the DRO, but it really does make it a lot easier. So a milling machine can also double up as a very posh pedestal drill...
And as I hinted above, milling machines do come in two basic varieties - horizontal and vertical. Most people regard vertical milling machines as being generally more useful, and they are generally easier to set up, but horizontal machines also have their uses. Some machines are regarded as "universal" - they can run as either.
I would concur with Steve about the use of a vertical mill, with a DRO, as a drilling machine. I hardly ever use my drilling machine; using the vertical mill is just so much more convenient and accurate. And it makes drilling bolt patterns a breeze with the DRO. No more spotting through to one component from another; just drill the two patterns separately and they should fit together.
Generally the horizontal mill is seen as a production machine tool, and is less flexible than a vertical mill. However, for a given size a horizontal mill will most likely be heavier, more rigid and more powerful than a vertical mill. So, if you need to move a lot of metal a horizontal mill will do the job much faster.
By the way, a universal mill is not one that has both vertical and horizontal capability. It specifically refers to a horizontal mill that has a swivelling table so that, with the aid of a suitable dividing head, it can be used to machine spiral features, such as flutes on a custom cutter, or a helical gear.
They can divide up lengths into divisions. So if you want to drill four (or 44) holes in a 6" length, give it the parameters and it will do the divison for you and provide the co-ordinates for each hole automatically.
They can give you an angular offset - so if you want your row of 44 holes to slant off by 37.25deg you give it those parameters and it will give you the co-ordinates for each hole.
They can divide up circles, so it can be a dividing head - tell it the number of holes radius or diameter, start position and it will give you the co-ordinates.
You can feed in a number of points, co-ordinated from a start point. So if you have to drill a cylinder block, a valve chest and chest cover, on say 2 identical cylinders, which is 6 sets of holes all to match - you can make a jig, or you can put your DRO into the right mode and it wil remember all the hole positions, and you just wind down to zero for each
There are other functions like milling in 3d, milling squares and variations on squares, and I"m sure some I haven"t mentioned and most of us wouldn"t think of or need
Wonderful things, and save a lot of number crunching and repositioning of work and counting feedscrew turns. Great aid to accuracy and sanity. Some say they are not essential for milling, and thats true, since lots of people have done a lot of very good work without, but they are a seriously nice addition.
Must admit having bought a rotary table I have only used it a couple of times to mill slots in a collet (120 degrees apart) and flats on a bolt head (60 degrees apart)
1. Should the graduations on the hand wheel align with the marks on the rotating table, by which I mean when the hand wheel has a mark in line with the reference mark on the body the line for the degree on the rotary table is not aligned with the reference mark on the body. If "yes" is there any way of adjusting this?
By the way, a universal mill is not one that has both vertical and horizontal capability. It specifically refers to a horizontal mill that has a swivelling table so that, with the aid of a suitable dividing head, it can be used to machine spiral features, such as flutes on a custom cutter, or a helical gear.
I was going to say a bit more than the cursory sentence at the end of what I wrote - but I got dragged away! Hence the rather equivocal and badly-formed comment...
But yes, it"s the table that is the universal bit, hence them being correctly referred to as universal table milling machines, rather than just "universal".
Hi Steve, I guess what you ment is that there are horizonal milling machines that also have provisons with the suitable attachments (often an opional extra) to become a vertical milling machine,
I think for the ME vertical milling machines are more vesitile, but horizontal ones do have some avantages. In the ideal workshop you would have both, but of course budget and space prevail.
Rotary tables can do all the things that have been said, and like mgj says can do things you haven"t even though of untill a job crops up and you scheme a way of doing it. Many of them are designed to be used in the horizontal plain and the vertical plain. A small one can be used on the cross slide of your lathe in the vertical plain for instance and be used for drilling holes in discs or cylinder blocks ect. especially if it has the option of fitting dividing plates to it.
Wasn"t there a well made little machine that used to be advertised Sharp was it. That had horizontal and vertical spindles.It called itself a universal, but didn"t have the pivoting table.
Pivoting table type mills would reallly need to be on the big side, simply because the dividing heads with the spiralling attachment driven off the feedscrew tends to be a bit large. You can get away without turning the table a long as the lead on the spiral is not too great, and more so if the thread is rounded. The result would be an approximation, but for most purposes it would be good enough. bit academic though - not a facility most would use. For most of us, it would only be used for setting up say ftapered fluted columns, and there are other ways of doing that.
Scheming a way of doing it -I have a 13" 6DP gear to cut for the 4" Little Samson. Someone does some 80mm thick cast iron slab, so a chunk of that will become a raising block for the dividing head which isn"t designed for that size of work, but its the principle.
For Colin a dividing head is another sort of rotary table. RT tend to be optimised for continuous movement- curved slots and surfaces. Dividing heads are optimised to provide definite stops for things like gear teeth or cutting hexagons or any other gons for that matter. (Of course with adaptors each can be either, but I think thats a fair description.)
waht is for sure, you need some means of dividing fairly ealry on in your career. You don"t need a full blown dividing head with all its worm gears etc, but some form of simple adaptor for basic indexing which gives the common divisions - 2,4,6,8,12 holes becomes very useful very quickly.
Hi, I don"t know what makes a milling machine truely universal. I have a brocher that my old company I used to work for chucked out when they got rid of a Parkson 1NA Universal Miller, made by J. Parkson & Son (Shipley) Ltd,.
Looking through this brocher it seems it really was universal. As well as having a table that swiveled at 45 degree each side of centre, it had various add on bits of kit. Some of the kit included vertical spindle milling component, slotting component, cam milling component, feed reducing equipment, power driven rotary table, a universal dividing head which could be used in conjunction with universal milling components styles A & B which could cut helical gears and worms without the table being swiveled. The two milling components could also cut racks held in a jig. The universal deviding head could be used in conjuction with the feed reducing equipment to cut scew theads or spirals of short, single or mulitiple lead, or similar work.
I"m in the same boat as you. For my traction engine I need to cut 6DP gears with ODs of 10.833" and 11.833", and 5DP final drive gears that are 14.8" OD. I"ve got 16" maximum from table to spindle centreline on my horizontal mill. So the 6DP gears will go under, with the use of 1" riser blocks for the dividing head and tailstock.
However, whichever way you look at it, the final drive gears will not go under the spindle with a cutter in place. If I had the plain version of the mill rather than the universal, I would have 19" from table to spindle, and no problem.
I"m contemplating three options. One, use the rotary table with the gear in the same plane as the table. Fortunately the gears have 72 teeth, so 5 degrees per tooth for simplicity. Two, similar to one, but use the dividing head with the spindle vertical. Three, make an undercutting attachment as per the picture:
By the way, a universal mill is not one that has both vertical and horizontal capability. It specifically refers to a horizontal mill that has a swivelling table so that, with the aid of a suitable dividing head, it can be used to machine spiral features, such as flutes on a custom cutter, or a helical gear.
Could the Swiss Aciera mill on the cover of MEW 171 be an example of your definition? However, it appears that some dyslexia has crept in and the machine is labelled as an Aceria both on the cover and in Roger Trewinnard"s Re-furbishing article commencing on page 40. I could be hopelessly incorrect but lathes.co.uk does not list Aceria.
Hi Steve, I guess what you ment is that there are horizonal milling machines that also have provisons with the suitable attachments (often an opional extra) to become a vertical milling machine,
We haven"t developed the concept fully anyway. For Colin"s benefit we could also mention that there are different types of vertical mill, certainly in terms of turret, knee, round column vs Dovetail, CNC and all sorts of other details, I"m sure. Once you have your head around the basic principles of why milling machines are a good idea, then the scope of the subject is definitely the next thing to consider, isn"t it?
As for the "good idea to have both" thing - well, how could I not agree? I"m very slowly restoring a Tom Senior M1 to its former state of glory (or something along those lines), and it has the knuckle head as well, so I"ll have just that.
With a vertical mill I have 2 extra bits of space. I have a lot more height, but also I can put the dividing head to one side of the spinde CL, so I have the space around the circle to give me room.
I"ll cut on the Y axis moving the work front to back. But that means I have to hang a bit of the dividing head over the edge of the table. Since the DH has a 5" centre height, I can use the raising block as a mount
When I did the 3" engines final drive on a GHT VDH and a Dore Westbury, - that was about 8" dia and much more than a VDH was ever intended for. Again I cut on the Y axis, but hung the whole gear over the edge of the table. Used a C clamp to lock it, so the clamp and table took the force of the cut , and the VDH did the indexing.
Will a scale in degrees around the edge of the table automatically line up with the scale on the handwheel. No - unless you hav some kind of resettable collar on the handwheel. In fact the scale round the edge, I don"t think I have ever used.
The handwheel - all depends on the ratio between the worm and wheel. so you have degees, and minutes which are 60ths of a degree, and probalby a vernier reading typically to 2 or 4 seconds of arc which are 60ths of a minute. Normally off the calculator you will get an answer in decimals of a degree which you will have to convert.
So if you get an answer of say 7.46 deg. .46x60 = 27.6 minutes. The remainder you convert as well. so .6x60 = 36 seconds exactly. So 7.46 deg = 4 deg 27min 36 sec. I wish they would calibrate the scales decimally!
I got two of my 6DP involute cutters, and all of the required 5DP cutters, from a surplus store in America via Ebay. That left me still needing a 6DP No.2 cutter. Personally I haven"t found any of the usual UK advertisers to be particularly helpful. After a fruitless trawl around every stand at last years" Midlands ME show that looked like it might know what an involute cutter might be, I finally bought a new 6DP No.2 cutter from Victor Machinery Exchange in New York. It was listed as an "import" which almost certainly means it was made in China. Total cost including shipping, VAT and inport duty was about £100.
I would exclude RDG from the list of unhelpful suppliers. I have bought some 18DP cutters from them in the past, and have been pleased with them. However, all their cutters are (annoyingly) 14.5°PA, and I"m committed to 20°PA.
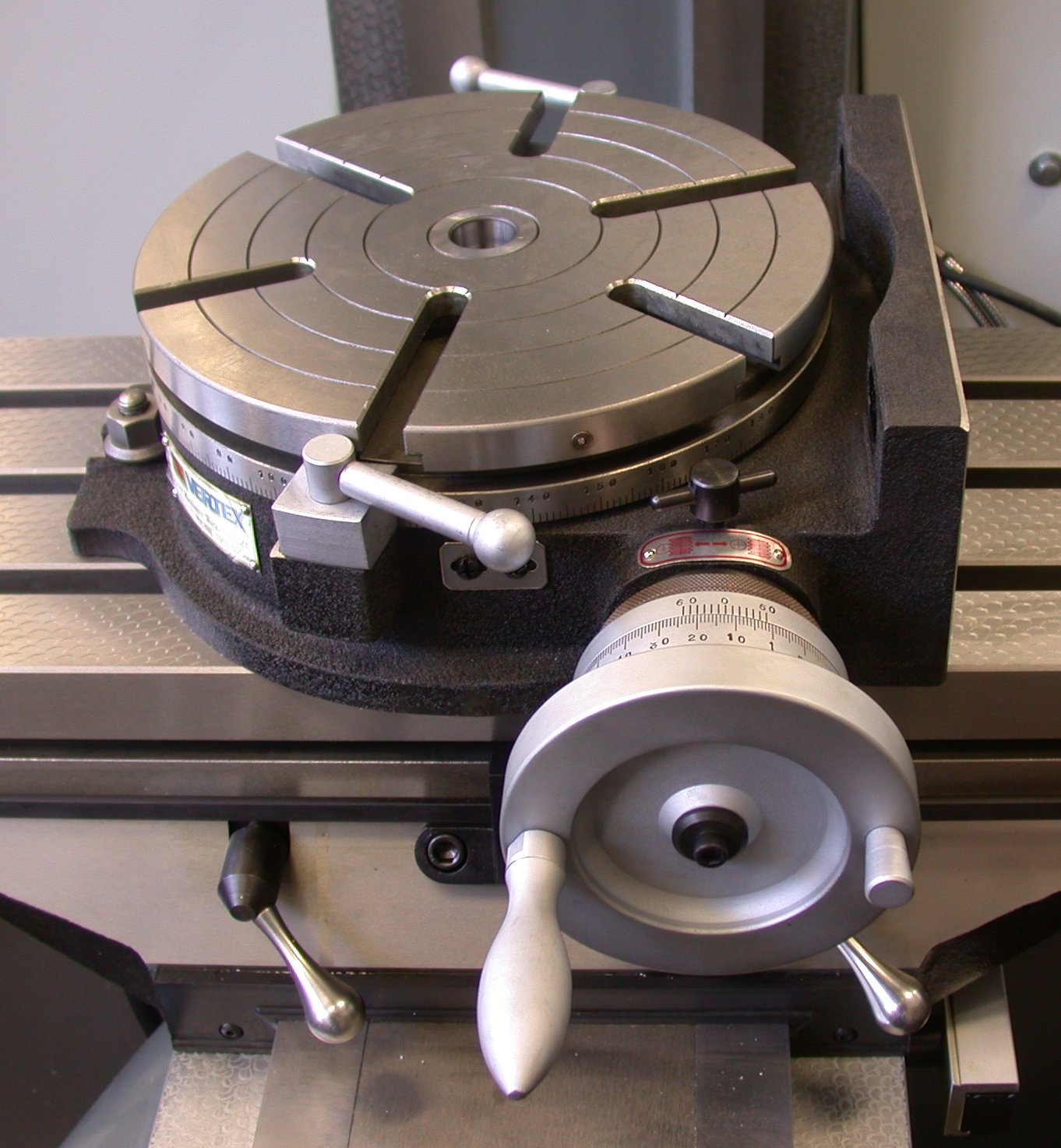
Hi John, sorry I"d forgot you asked about the graduations on the handwheel. I have a Vertex HV6 and I have looked on thier website (below) and it says that the coller is graduated in steps of 1 minute and the vernier scale makes settings down to 10 secounds possible. The ratio of the table is 90:1 and the coller also has 0, 1, 2 and 3 quarted making the 4 degrees that mgj metioned, there is also a 30 midway between each of the above mentioned digits. (see pic below) The vernier has devisions of 60-0-60 in 7 graduations. I have not used this facility myself. but the coller is moveable by loosening the grub screw that can be seen, tuning to the desiered position and then tightening the screw. Once you have a reference mark alined and then turning the table noting how many dregrees, mins and secs you require, it can be done by counting the degrees by the four numbers X the number of rotations of the handwheel, plus the number of minutes on the graduations and then lining up one of the graduation marks to the number of seconds required on the vernier scale. I hope I"ve got that correct and it makes sense, yours may be slightly different, but the proceedure should be much the same.http://www.vertex-tw.com.tw/products/products_list.php?language=_eng&cid=10
Hi, further to my previous post above, my table must be an older version than the one described on the website, as studying it in more detail, the graduations on mine are in 2 minute steps, hence the 30 markings denoting half a degree. The vernier steps are of 20 seconds, therefore setting the table to 10 seconds is approximation by setting the wheel graduations between the appropreate vernier graduations.
My Vertex rotary table (8 inch size) has an adjustable fiducial for the scale on the table part, so you can set the Vernier part on an exact mark and then adjust the fiducial to also be on a mark as well, avoiding ambiguity.



 8613371530291
8613371530291