
steam safety valve in stock

300LPM01-L is a safety relief valve for steam service on unfired pressure vessels. It is also used on Pressure Reducing Stations, Accumulators, Cleaners, and Distillers. Meets ASME code, Section VIII.
Model 300LPM01-K is a safety relief valve for air, gas and vapors. It is used on compressors, receivers, burners, dryers and other piping systems. Meets ASME code, Section VIII.

Safety valve for over pressure protection of steam boilers operating up to 250 psi. It is rated up to 250 psi and 406�F saturated steam. 6252 Safety valves meet ASME code, Section I.
Safety relief valve for steam service on unfired pressure vessels. It is also used on accumulators, cleaners, and distillers. Safety relief valves are rated up to 250 psi and 406�F of saturated steam and meet ASME code, Section VIII.
Safety relief valve for air, gas and vapors. It is used on compressors, receivers, burners, dryers and other piping systems. Figure 6252 safety relief valves are rated up to 250 psi and 406�F and meet ASME code, Section VIII.
ASME Code Type--select--Section I; 6252KRP01-AS Steam Boiler Service, V stampSection VIII; 6252KRP01-LS Unfired Pressure Vessel Steam Service, UV stampSection VIII; 6252KRP01-KS Air Service, UV stamp
These safety valves use a stainless steel ball and spring in a brass body. They are set to blow at approximately 60psi. Threaded 5/16-27 Female (1/16 NPT).

Of all the challenges you face keeping your customers’ plants operating at full capacity, safety and relief valves shouldn’t be one of them. NASVI’s job is to give you the confidence that your valve supply chain is rock solid regardless the pressure it’s under.

Curtiss-Wright"s selection of Pressure Relief Valves comes from its outstanding product brands Farris and Target Rock. We endeavor to support the whole life cycle of a facility and continuously provide custom products and technologies. Boasting a reputation for producing high quality, durable products, our collection of Pressure Relief Valves is guaranteed to provide effective and reliable pressure relief.
While some basic components and activations in relieving pressure may differ between the specific types of relief valves, each aims to be 100% effective in keeping your equipment running safely. Our current range includes numerous valve types, from flanged to spring-loaded, threaded to wireless, pilot operated, and much more.
A pressure relief valve is a type of safety valve designed to control the pressure in a vessel. It protects the system and keeps the people operating the device safely in an overpressure event or equipment failure.
A pressure relief valve is designed to withstand a maximum allowable working pressure (MAWP). Once an overpressure event occurs in the system, the pressure relief valve detects pressure beyond its design"s specified capability. The pressure relief valve would then discharge the pressurized fluid or gas to flow from an auxiliary passage out of the system.
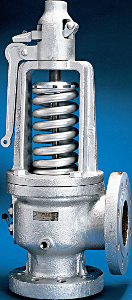
Below is an example of one of our pilot operated pressure relief valves in action; the cutaway demonstrates when high pressure is released from the system.
Air pressure relief valves can be applied to a variety of environments and equipment. Pressure relief valves are a safety valve used to keep equipment and the operators safe too. They"re instrumental in applications where proper pressure levels are vital for correct and safe operation. Such as oil and gas, power generation like central heating systems, and multi-phase applications in refining and chemical processing.
At Curtiss-Wright, we provide a range of different pressure relief valves based on two primary operations – spring-loaded and pilot operated. Spring-loaded valves can either be conventional spring-loaded or balanced spring-loaded.
Spring-loaded valves are programmed to open and close via a spring mechanism. They open when the pressure reaches an unacceptable level to release the material inside the vessel. It closes automatically when the pressure is released, and it returns to an average operating level. Spring-loaded safety valves rely on the closing force applied by a spring onto the main seating area. They can also be controlled in numerous ways, such as a remote, control panel, and computer program.
Pilot-operated relief valves operate by combining the primary relieving device (main valve) with self-actuated auxiliary pressure relief valves, also known as the pilot control. This pilot control dictates the opening and closing of the main valve and responds to system pressure. System pressure is fed from the inlet into and through the pilot control and ultimately into the main valve"s dome. In normal operating conditions, system pressure will prevent the main valve from opening.
The valves allow media to flow from an auxiliary passage and out of the system once absolute pressure is reached, whether it is a maximum or minimum level.
When the pressure is below the maximum amount, the pressure differential is slightly positive on the piston"s dome size, which keeps the main valve in the closed position. When system pressure rises and reaches the set point, the pilot will cut off flow to the dome, causing depressurization in the piston"s dome side. The pressure differential has reversed, and the piston will rise, opening the main valve, relieving pressure.
When the process pressure decreases to a specific pressure, the pilot closes, the dome is repressurized, and the main valve closes. The main difference between spring-loaded PRVs and pilot-operated is that a pilot-operated safety valve uses pressure to keep the valve closed.
Pilot-operated relief valves are controlled by hand and are typically opened often through a wheel or similar component. The user opens the valve when the gauge signifies that the system pressure is at an unsafe level; once the valve has opened and the pressure has been released, the operator can shut it by hand again.
Increasing pressure helps to maintain the pilot"s seal. Once the setpoint has been reached, the valve opens. This reduces leakage and fugitive emissions.
At set pressure the valve snaps to full lift. This can be quite violent on large pipes with significant pressure. The pressure has to drop below the set pressure in order for the piston to reseat.
At Curtiss-Wright we also provide solutions for pressure relief valve monitoring. Historically, pressure relief valves have been difficult or impossible to monitor. Our SmartPRV features a 2600 Series pressure relief valve accessorized with a wireless position monitor that alerts plant operators during an overpressure event, including the time and duration.
There are many causes of overpressure, but the most common ones are typically blocked discharge in the system, gas blowby, and fire. Even proper inspection and maintenance will not eliminate the occurrence of leakages. An air pressure relief valve is the only way to ensure a safe environment for the device, its surroundings, and operators.
A PRV and PSV are interchangeable, but there is a difference between the two valves. A pressure release valve gradually opens when experiencing pressure, whereas a pressure safety valve opens suddenly when the pressure hits a certain level of over pressurization. Safety valves can be used manually and are typically used for a permanent shutdown. Air pressure relief valves are used for operational requirements, and they gently release the pressure before it hits the maximum high-pressure point and circulates it back into the system.
Pressure relief valves should be subject to an annual test, one per year. The operator is responsible for carrying out the test, which should be done using an air compressor. It’s imperative to ensure pressure relief valves maintain their effectiveness over time and are checked for signs of corrosion and loss of functionality. Air pressure relief valves should also be checked before their installation, after each fire event, and regularly as decided by the operators.
Direct-acting solenoid valves have a direct connection with the opening and closing armature, whereas pilot-operated valves use of the process fluid to assist in piloting the operation of the valve.
A control valve works by varying the rate of fluid passing through the valve itself. As the valve stem moves, it alters the size of the passage and increases, decreases or holds steady the flow. The opening and closing of the valve is altered whenever the controlled process parameter does not reach the set point.
Control valves are usually at floor level or easily accessible via platforms. They are also located on the same equipment or pipeline as the measurement and downstream or flow measurements.
An industrial relief valve is designed to control or limit surges of pressure in a system, most often in fluid or compressed air system valves. It does so as a form of protection for the system and defending against instrument or equipment failure. They are usually present in clean water industries.
A PRV is often referred to as a pressure relief valve, which is also known as a PSV or pressure safety valve. They are used interchangeably throughout the industry depending on company standards.

Safety valves are used in a variety of applications, including air/gas, vapor, steam and liquid service. Flotech has been approved by the National Board of Boiler and Pressure Vessel Inspectors to perform safety and relief valve testing, repair and certification.
Our valve experts will focus on getting your valves tested, repaired and quickly set to the exact specifications. We evaluate the repair condition of every valve and will recommend the right solution to manage your maintenance program.

Pressure relief valves prevent a boiler from becoming dangerously over-pressurized. If something goes wrong in a boiler and the pressure spikes, or gradually moves beyond spec, the pressure relief valve will open to vent excess steam or water to protect the other components of the boiler from damage.
Pressure relief valves are designed to open when they are exposed to a pressure level beyond the boiler’s specified safe limits. Different boiler designs require different operating pressures and temperatures, and pressure relief valves can be found in multiple locations in a boiler. That’s why WARE stocks pressure relief valves for a wide range of applications and specifications.
Pressure relief valves are a safeguard against over-pressurization. If a boiler’s internal pressure goes beyond spec, it can cause significant stress on the other parts of the system. If left unchecked, rising pressure can also cause dangerous explosions.
If the valve is a fail-open design, it will immediately start to release steam or water, preventing the boiler from reaching proper operating conditions.
It’s important to know which kind of valve is in the boiler system you’re operating, so you can know the signs of a potentially failing pressure relief valve.
Things to Consider about relief valves:When a pressure relief valve is activated, also known as “popping off”, it will vent steam or hot water. Make sure every pressure relief valve drains to a safe area.Check your pressure relief valves regularly for leaks. If you can see or hear steam or water escaping when the boiler is not over pressure, contact a professional for an inspection right away.Keep your pressure relief valves clean. If dirt, grime, soot, or precipitate build up on the valve, it may not be able to operate properly.
There are a few common causes of pressure relief valve failure. The valve can become stuck from the buildup of dirt, soot, or other debris. Valves can also fail over time simply from normal use, so regular inspections are crucial.
Many pressure relief valves allow manual testing via a lever, switch, or pin that releases a small amount of pressure when actuated, and seals again tightly after testing.



 8613371530291
8613371530291