
model steam safety valve free sample
In order to ensure that the maximum allowable accumulation pressure of any system or apparatus protected by a safety valve is never exceeded, careful consideration of the safety valve’s position in the system has to be made. As there is such a wide range of applications, there is no absolute rule as to where the valve should be positioned and therefore, every application needs to be treated separately.
A common steam application for a safety valve is to protect process equipment supplied from a pressure reducing station. Two possible arrangements are shown in Figure 9.3.3.
The safety valve can be fitted within the pressure reducing station itself, that is, before the downstream stop valve, as in Figure 9.3.3 (a), or further downstream, nearer the apparatus as in Figure 9.3.3 (b). Fitting the safety valve before the downstream stop valve has the following advantages:
• The safety valve can be tested in-line by shutting down the downstream stop valve without the chance of downstream apparatus being over pressurised, should the safety valve fail under test.
• When setting the PRV under no-load conditions, the operation of the safety valve can be observed, as this condition is most likely to cause ‘simmer’. If this should occur, the PRV pressure can be adjusted to below the safety valve reseat pressure.
Indeed, a separate safety valve may have to be fitted on the inlet to each downstream piece of apparatus, when the PRV supplies several such pieces of apparatus.
• If supplying one piece of apparatus, which has a MAWP pressure less than the PRV supply pressure, the apparatus must be fitted with a safety valve, preferably close-coupled to its steam inlet connection.
• If a PRV is supplying more than one apparatus and the MAWP of any item is less than the PRV supply pressure, either the PRV station must be fitted with a safety valve set at the lowest possible MAWP of the connected apparatus, or each item of affected apparatus must be fitted with a safety valve.
• The safety valve must be located so that the pressure cannot accumulate in the apparatus viaanother route, for example, from a separate steam line or a bypass line.
It could be argued that every installation deserves special consideration when it comes to safety, but the following applications and situations are a little unusual and worth considering:
• Fire - Any pressure vessel should be protected from overpressure in the event of fire. Although a safety valve mounted for operational protection may also offer protection under fire conditions,such cases require special consideration, which is beyond the scope of this text.
• Exothermic applications - These must be fitted with a safety valve close-coupled to the apparatus steam inlet or the body direct. No alternative applies.
• Safety valves used as warning devices - Sometimes, safety valves are fitted to systems as warning devices. They are not required to relieve fault loads but to warn of pressures increasing above normal working pressures for operational reasons only. In these instances, safety valves are set at the warning pressure and only need to be of minimum size. If there is any danger of systems fitted with such a safety valve exceeding their maximum allowable working pressure, they must be protected by additional safety valves in the usual way.
In order to illustrate the importance of the positioning of a safety valve, consider an automatic pump trap (see Block 14) used to remove condensate from a heating vessel. The automatic pump trap (APT), incorporates a mechanical type pump, which uses the motive force of steam to pump the condensate through the return system. The position of the safety valve will depend on the MAWP of the APT and its required motive inlet pressure.
This arrangement is suitable if the pump-trap motive pressure is less than 1.6 bar g (safety valve set pressure of 2 bar g less 0.3 bar blowdown and a 0.1 bar shut-off margin). Since the MAWP of both the APT and the vessel are greater than the safety valve set pressure, a single safety valve would provide suitable protection for the system.
Here, two separate PRV stations are used each with its own safety valve. If the APT internals failed and steam at 4 bar g passed through the APT and into the vessel, safety valve ‘A’ would relieve this pressure and protect the vessel. Safety valve ‘B’ would not lift as the pressure in the APT is still acceptable and below its set pressure.
It should be noted that safety valve ‘A’ is positioned on the downstream side of the temperature control valve; this is done for both safety and operational reasons:
Operation - There is less chance of safety valve ‘A’ simmering during operation in this position,as the pressure is typically lower after the control valve than before it.
Also, note that if the MAWP of the pump-trap were greater than the pressure upstream of PRV ‘A’, it would be permissible to omit safety valve ‘B’ from the system, but safety valve ‘A’ must be sized to take into account the total fault flow through PRV ‘B’ as well as through PRV ‘A’.
A pharmaceutical factory has twelve jacketed pans on the same production floor, all rated with the same MAWP. Where would the safety valve be positioned?
One solution would be to install a safety valve on the inlet to each pan (Figure 9.3.6). In this instance, each safety valve would have to be sized to pass the entire load, in case the PRV failed open whilst the other eleven pans were shut down.
If additional apparatus with a lower MAWP than the pans (for example, a shell and tube heat exchanger) were to be included in the system, it would be necessary to fit an additional safety valve. This safety valve would be set to an appropriate lower set pressure and sized to pass the fault flow through the temperature control valve (see Figure 9.3.8).

The primary purpose of a safety valve is to protect life, property and the environment. Safety valves are designed to open and release excess pressure from vessels or equipment and then close again.
The function of safety valves differs depending on the load or main type of the valve. The main types of safety valves are spring-loaded, weight-loaded and controlled safety valves.
Regardless of the type or load, safety valves are set to a specific set pressure at which the medium is discharged in a controlled manner, thus preventing overpressure of the equipment. In dependence of several parameters such as the contained medium, the set pressure is individual for each safety application.

300LPM01-L is a safety relief valve for steam service on unfired pressure vessels. It is also used on Pressure Reducing Stations, Accumulators, Cleaners, and Distillers. Meets ASME code, Section VIII.
Model 300LPM01-K is a safety relief valve for air, gas and vapors. It is used on compressors, receivers, burners, dryers and other piping systems. Meets ASME code, Section VIII.

As one of the leading manufacturers of cavity free plug valves and special valves, AZ supplies to production plants in the chemical, petrochemical, pharmaceutical, paper, food industries as well as for nuclear power plants and many other areas. Special valves for highest demands in areas with high operating pressures and aggressive, toxic or abrasive media are designed and developed together with our customers. In the 50 years of the company’s existence, AZ has continuously developed to meet the increasing requirements of customers active around the world and today AZ manufactures internationally on four continents.

The plate mounted on the side of your Kunkle valves is small yet mighty — it’s full of concise information that can help inform your next purchase decision or develop plans for new processes. But like most data snapshots (think the jargon on your “About this Mac” or “About my PC” window), it’s not always clear what everything means.
The ASME stamp is typically in the top corner of your nameplate. This stamp means that the valve has been assembled and set to meet the standards of a specific ASME code section. In this example, the valve has a “V” stamp. That indicates the valve is certified for an ASME Section I application.
Some Kunkle valves are non-coded by design, often for liquid applications that don’t require an ASME certified valve (e.g. Models 19, 20) or for vacuum service (Model 215V).
On the top of your nameplate, you’ll notice an NB stamp, which is associated with theNational Board of Boiler and Pressure Vessel Inspectors. If your pressure relief valve bears the NB stamp, it means it has a relief capacity certified by the NBBPVI in accordance withNB-501. Most Kunkle valves have certified capacities.
Often located near the top of the plate, and in this example, directly to the right of the NB stamp, you’ll notice the manufacturer and assembler name. This particular valve has been set by the factory, which makes Emerson (“EMRN”) the assembler.
Note: The value directly below the product and manufacturer names beginning with “CRN” is the Canadian Registration Number and will not be present on all Kunkle Valves.
Your valve’s nameplate also contains the model number, which is extremely useful for when you need to reorder the same valve. In this case, the model number is6010HGM01. The first two to four digits are generally the series or model the valve belongs to — here,6010.
In most cases, the letter indicating service will be somewhere further along in the model number. However, this letter could be in various positions depending on the valve series, making it tricky to recognize. For the most accurate information, check the product catalog of your valve series.
The size on the nameplate will tell you the nominal pipe diameter of the inlet (the connection on the bottom of the valve), which is 1 ½” in the case of this valve.
To the right of the size on this nameplate is the set pressure, which is 150 psig (pounds per square inch gauge). So in this pressure relief valve’s case, it will open as soon as it detects 150 psig at the inlet of the valve.
On Kunkle nameplates, the rated capacity is abbreviated as CAP. This value needs to meet or exceed your required capacity. In other words, the valve you purchase must be able to relieve pressure at least as quickly as your system’s worst-case overpressure scenario can generate it.
Knowing what all of these values and stamps mean is incredibly helpful when you’re reordering the same part. In most cases, you can just provide your distributor with the model number and be on your way! But if you need assistance specifying a valve for another application, or even to improve your current process,check out this articleor give our experts a call at (314) 665-1741.

Boiler explosions have been responsible for widespread damage to companies throughout the years, and that’s why today’s boilers are equipped with safety valves and/or relief valves. Boiler safety valves are designed to prevent excess pressure, which is usually responsible for those devastating explosions. That said, to ensure that boiler safety valves are working properly and providing adequate protection, they must meet regulatory specifications and require ongoing maintenance and periodic testing. Without these precautions, malfunctioning safety valves may fail, resulting in potentially disastrous consequences.
Boiler safety valves are activated by upstream pressure. If the pressure exceeds a defined threshold, the valve activates and automatically releases pressure. Typically used for gas or vapor service, boiler safety valves pop fully open once a pressure threshold is reached and remain open until the boiler pressure reaches a pre-defined, safe lower pressure.
Boiler relief valves serve the same purpose – automatically lowering boiler pressure – but they function a bit differently than safety valves. A relief valve doesn’t open fully when pressure exceeds a defined threshold; instead, it opens gradually when the pressure threshold is exceeded and closes gradually until the lower, safe threshold is reached. Boiler relief valves are typically used for liquid service.
There are also devices known as “safety relief valves” which have the characteristics of both types discussed above. Safety relief valves can be used for either liquid or gas or vapor service.
Nameplates must be fastened securely and permanently to the safety valve and remain readable throughout the lifespan of the valve, so durability is key.
The National Board of Boiler and Pressure Vessel Inspectors offers guidance and recommendations on boiler and pressure vessel safety rules and regulations. However, most individual states set forth their own rules and regulations, and while they may be similar across states, it’s important to ensure that your boiler safety valves meet all state and local regulatory requirements.
The National Board published NB-131, Recommended Boiler and Pressure Vessel Safety Legislation, and NB-132, Recommended Administrative Boiler and Pressure Vessel Safety Rules and Regulationsin order to provide guidance and encourage the development of crucial safety laws in jurisdictions that currently have no laws in place for the “proper construction, installation, inspection, operation, maintenance, alterations, and repairs” necessary to protect workers and the public from dangerous boiler and pressure vessel explosions that may occur without these safeguards in place.
The American Society of Mechanical Engineers (ASME) governs the code that establishes guidelines and requirements for safety valves. Note that it’s up to plant personnel to familiarize themselves with the requirements and understand which parts of the code apply to specific parts of the plant’s steam systems.
High steam capacity requirements, physical or economic constraints may make the use of a single safety valve impossible. In these cases, using multiple safety valves on the same system is considered an acceptable practice, provided that proper sizing and installation requirements are met – including an appropriately sized vent pipe that accounts for the total steam venting capacity of all valves when open at the same time.
The lowest rating (MAWP or maximum allowable working pressure) should always be used among all safety devices within a system, including boilers, pressure vessels, and equipment piping systems, to determine the safety valve set pressure.
Avoid isolating safety valves from the system, such as by installing intervening shut-off valves located between the steam component or system and the inlet.
Contact the valve supplier immediately for any safety valve with a broken wire seal, as this indicates that the valve is unsafe for use. Safety valves are sealed and certified in order to prevent tampering that can prevent proper function.
Avoid attaching vent discharge piping directly to a safety valve, which may place unnecessary weight and additional stress on the valve, altering the set pressure.

The Supreme Court has reinforced the theory of the First Amendment as a "safety valve," reasoning that citizens who are free to to express displeasure against government through peaceful protest will be deterred from undertaking violent means. The boundary between what is peaceful and what is violent is not always clear. For example, in this 1965 photo, Alabama State College students participated in a non-violent protest for voter rights when deputies confronted them anyway, breaking up the gathering. (AP Photo/Perry Aycock, used with permission from the Associated Press)
Under the safety valve rationale, citizens are free to make statements concerning controversial societal issues to express their displeasure against government and its policies. In assuming this right, citizens will be deterred from undertaking violent means to draw attention to their causes.
The First Amendment, in safeguarding freedom of speech, religion, peaceable assembly, and a right to petition government, embodies the safety valve theory.
These and other decisions rest on the idea that it is better to allow members of the public to judge ideas for themselves and act accordingly than to have the government act as a censure. The Court has even shown support in cases concerning obscenity or speech that incites violent action. The safety valve theory suggests that such a policy is more likely to lead to civil peace than to civil disruption.
Justice Louis D. Brandeis recognized the potential for the First Amendment to serve as a safety valve in his concurring opinion in Whitney v. California (1927) when he wrote: “fear breeds repression; . . . repression breeds hate; . . . hate menaces stable government; . . . the path of safety lies in the opportunity to discuss freely supposed grievances and proposed remedies; and the fitting remedy for evil counsels is good ones.”

A series of anomalies occurred in the boiler room that evening. The steel compression tank for the hydronic loop flooded, leaving no room for expansion. Water will expand at 3% of its volume when heated from room temperature to 180° F. When the burner fired, the expansion of the water increased the system pressure within the boiler. The malfunctioning operating control did not shut off the burner at the set point which caused the relief valve to open.
The brass relief valve discharge was installed with copper tubing piped solid to a 90° ell on the floor and the tubing further extended to the floor drain. The combination of hot water and steam from the boiler caused the discharge copper tubing to expand, using the relief valve as a fulcrum. The expansion of the copper discharge tubing pressing against the floor was enough to crack the brass relief valve, flooding the boiler room. The damage was not discovered until the next morning, several hours after the leak occurred. Thousands of dollars in damage was sustained and luckily no one was injured.
Each boiler requires some sort of pressure relieving device. They are referred to as either a safety, relief or safety relief valve. While these names are often thought of as interchangeable, there are subtle differences between them. According to the National Board of Boiler and Pressure Vessel Inspectors, the following are the definitions of each:
• Safety valve— This device is typically used for steam or vapor service. It operates automatically with a full-opening pop action and recloses when the pressure drops to a value consistent with the blowdown requirements prescribed by the applicable governing code or standard.
• Relief valve— This device is used for liquid service. It operates automatically by opening farther as the pressure increases beyond the initial opening pressure and recloses when the pressure drops below the opening pressure.
• Safety relief valve— This device includes the operating characteristics of both a safety valve and a relief valve and may be used in either application.
• Temperature and pressure safety relief valve— This device is typically used on potable water heaters. In addition to its pressure-relief function, it also includes a temperature-sensing element which causes the device to open at a predetermined temperature regardless of pressure. The set temperature on these devices is usually 210°.
• Relief valve piping— The boiler contractor installed a bushing on the outlet of the safety relief valve. Instead of 1 1/2-in. pipe, the installer used 3/4-in. pipe. When asked about it, he answered that he did not have any 1 1/2-in. pipe but had plenty of 3/4-in. pipe. I explained and then had to show the disbelieving contractor the code that states that the relief valve discharge piping has to be the same diameter as the relief valve outlet (see 2012 International Mechanical Code, 1006.6). By reducing the discharge pipe size, the relieving capacity of the safety valve may not be adequate to properly relieve the pressure inside the boiler, causing a dangerous situation.
The code also states that the discharge material shall be of rigid pipe that is approved for the temperature of the system. The inlet pipe size shall be full diameter of the pipe inlet for the relief valve. Some manufacturers suggest using black iron pipe rather than copper tubing. If using copper, it should have an air space that allows expansion should the relief valve open to avoid the accident that I referenced above. The discharge piping has to be supported and the weight of the piping should not be on the safety relief valve. Valves are not permitted in the inlet piping to or discharge piping from the relief valve. If you are using copper tubing on discharge piping, verify that there is room for expansion.
• Installation— Read the manufacturer’s installation manual as each may have different requirements. For instance, Conbraco requires that the discharge piping must terminate with a plain end and use a material that can handle temperatures of 375° or greater. This will preclude PVC or CPVC pipe for the discharge piping. The instruction manual for its model 12-14 steam relief valve stipulates that you cannot use a pipe wrench to install it. That would be good to know.
I once visited Boiler Utopia as the floor was clean and waxed. All the pipes were covered and exposed pipes were painted. There were large stickers detailing what was inside each pipe as well as directional arrows. Nothing was stacked next to the boilers. Yellow caution lines were painted on the floor around each boiler. I was in heaven. As I walked around the rear of the boiler, something clicked and triggered a warning bell. The discharge of the relief valve piping was about 6 in. from the floor but instead of a plain or angled cut end, the pipe had a threaded pipe cap on the termination. I asked the maintenance person about it and he said that the valve was leaking all over his newly waxed floor and this was the only way he could stop it. When I said that the discharge pipe should not have been threaded, he explained that it was not threaded and he had to take it to the local hardware store to thread it. I informed him that the cap had to be removed. We cut the pipe on an angle to prevent this.
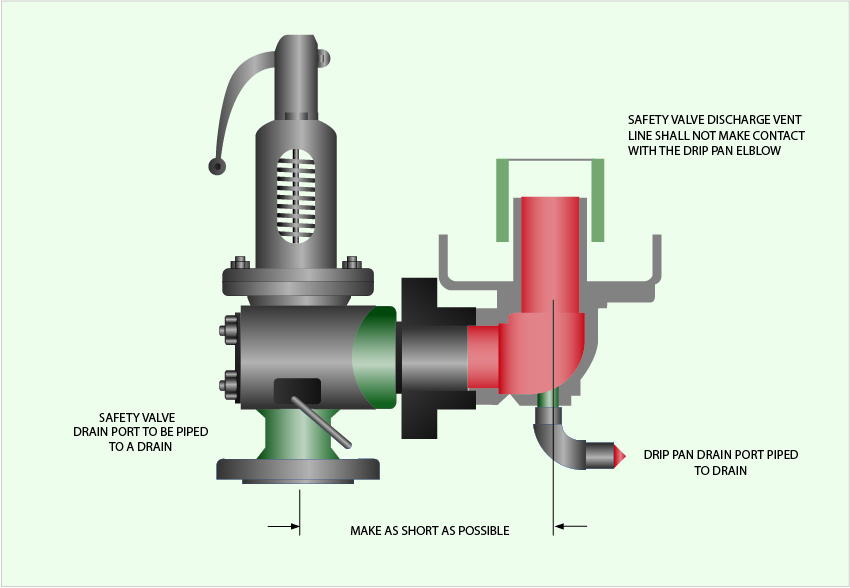
• Steam boiler— Most manufacturers recommend a drip pan ell on the discharge of the steam boiler relief valve to eliminate the weight of the discharge piping on the relief valve. Some codes require the discharge to be vented outdoors.
• Testing— I will ask the attendees in my classes, “How often do you test the relief valves?” Most do not make eye contact and when I follow up with, “Why are they not tested?” I often hear that opening the relief valve will cause it to leak. I suggest that you refer to each manufacturer’s directions for testing. For instance, one will recommend once a year while another recommends twice a year. One manufacturer says, “Safety/relief valves should be operated only often enough to assure they are in good working order.” I am not sure what that even means. You want to also verify the proper test procedure as some will only want the relief valve tested when the boiler is at 75% of the rated pressure or higher of the relief valve.

Valves for industrial applicationsIn order to prevent the uncontrolled rise in pressure in pressure vessels or pressurized pipelines, a safety valve is inserted. The safety valve is designed so that it opens at a given maximum pressure, thereby relieving the line or the container. Safety valves find their use in almost all areas of the pressure vessel and pipeline construction. In cryogenics as a spring-loaded safety valve for example.

PG-69.3 If a manufacturer wishes to apply the Code symbol to a power-actuated pressure relieving valve under PG-67.4.1, one valve of each combination of inlet pipe size and orifice size to be used with that inlet pipe size shall be tested. The valve shall be capacity tested at four different pressures approximately covering the range of the certified test facility on which the tests are conducted. The capacities, as determined by these four tests, shall be plotted against the absolute flow test pressure and a line drawn through these four test points. All points must lie within ±5% in capacity value of the plotted line and must pass through 0-0. From the plotted line, the slope of the line dW/dP shall be determined and a factor of (0.90/51.45) x (dW/dP) shall be applied to capacity computations in the supercritical region at elevated pressures by means of the isentropic flow equation.
NOTES: The constant 1,135.8 is based on a g factor of 1.30, which is accurate for superheated steam at temperature above approximately 800°F (430°C). In interest of accuracy, other methods of capacity computations must be used at temperatures below 800°F (430°C) at supercritical pressures.
PG-69.4 Power-actuated pressure relieving valves, having capacities certified in accordance with the provision of PG-69.3 and computed in accordance with the formula contained therein, shall be marked as required by PG-110 with the computed capacity, corresponding to 3% above the full load operating pressure and temperature conditions at the valve inlet when the valve is operated by the controller, and they shall also be stamped with the set pressure of the controller. When the valve is marked as required by this paragraph, it shall be the guarantee by the manufacturer that the valve also conforms to the details of construction herein specified.
PG-69.6 When changes are made in the design of a safety or safety relief valve in such a manner as to affect the flow path, lift, or performance characteristics of the valve, new tests in accordance with this Section shall be performed.
PG-70.1 Subject to the minimum number required by PG-67.1, the number of pressure relief valves required shall be determined on the basis of the maximum designed steaming capacity, as determined by the boiler Manufacturer, and the relieving capacity marked on the valves by the manufacturer.
PG-71.1 When two or more pressure relief valves are used on a boiler, they may be mounted either separately or as twin valves made by placing individual valves on Y-bases, or duplex valves having two valves in the same body casing. Twin valves made by placing individual valves on Y-bases, or duplex valves having two valves in the same body, shall be of approximately equal capacity.
When not more than two valves of different sizes are mounted singly the relieving capacity of the smaller valve shall be not less than 50% of that of the larger valve.
PG-71.2 The pressure relief valve or valves shall be connected to the boiler independent of any other connection, and attached as close as possible to the boiler or the normal steam flow path, without any unnecessary intervening pipe or fitting. Such intervening pipe or fitting shall be not longer than the face-to-face dimension of the corresponding tee fitting of the same diameter and pressure under the applicable ASME Standard listed in PG-42 and shall also comply with PG-8 and PG-39. Every pressure relief valve shall be connected so as to stand in an upright position, with spindle vertical. On high-temperature water boilers of the watertube forced-circulation type, the valve shall be located at the boiler outlet.
PG-71.3 The opening or connection between the boiler and the pressure relief valve shall have at least the area of the valve inlet. No valve of any description shall be placed between the required pressure relief valve or valves and the boiler, nor on the discharge pipe between the pressure relief valve and the atmosphere. When a discharge pipe is used, the cross-sectional area shall be not less than the full area of the valve outlet or of the total of the areas of thevalve outlets, discharging thereinto. It shall be as short and straight as possible and so arranged as to avoid undue stresses on the valve or valves.
All pressure relief valve discharges shall be so located or piped as to be carried clear from running boards or platforms. Ample provision for gravity drain shall be made in the discharge pipe at or near each pressure relief valve, and where water of condensation may collect. Each valve shall have an open gravity drain through the casing below the level of the valve seat. For iron- and steel-bodied valves exceeding NPS 2 ½ (DN 65), the drain hole shall be tapped not less than NPS 3/8 (DN 10).
Discharge piping from pressure relief valves on high temperature water boilers shall be provided with adequate provisions for water drainage as well as the steam venting.
PG-71.4 If a muffler is used on a pressure relief valve, it shall have sufficient outlet area to prevent back pressure from interfering with the proper operation and discharge capacity of the valve. The muffler plates or other devices shall be so constructed as to avoid a possibility of restriction of the steam passages due to deposit. Mufflers shall not be used on high-temperature water boiler pressure relief valves.
When a pressure relief valve is exposed to outdoor elements that may affect operation of the valve, it is permissible to shield the valve with a satisfactory cover. The shield or cover shall be properly vented and arranged to permit servicing and normal operation of the valve.
PG-71.5 When a boiler is fitted with two or more pressure relief valves on one connection, this connection to the boiler shall have a cross-sectional area not less than the combined areas of inlet connections of all the pressure relief valves with which it connects and shall also meet the requirements of PG-71.3.
PG-71.7 Every boiler shall have proper outlet connections for the required pressure relief valve, or valves, independent of any other outside steam connection,. the area of opening to be at least equal to the aggregate areas of inlet connections of all of the pressure relief valves to be attached thereto. An internal collecting pipe, splash plate, or pan may be used, provided the total area for inlet of steam thereto is not less than twice the aggregate areas of the inlet connections of the attached pressure relief valves. The holes in such collecting pipes shall be at least ¼ in. (6 mm) in diameter and the least dimension in any other form of opening for inlet of steam shall be ¼ in. (6 mm).
Such dimensional limitations to operation for steam need not apply to steam scrubbers or driers provided the net free steam inlet area of the scrubber or drier is at least 10 times the total area of the boiler outlets for the pressure relief valves.
PG-71.8 If pressure relief valves are attached to a separate steam drum or dome, the opening between the boiler proper and the steam drum or dome shall be not less than required by PG-71.7.
PG-72.1 Pressure relief valves shall be designed and constructed to operate without chattering, with a minimum blowdown of 2 psi (15 kPa) or 2% of the set pressure, whichever is greater, and to attain full lift at a pressure not greater than 3% above their set pressure.
Pressure relief valves used on forced-flow steam generators with no fixed steam and waterline, and pressure relief valves used on high-temperature water boilers must be marked for these special services by the valve Manufacturer or Assembler.
PG-72.3 The spring in a pressure relief valve shall not be reset for any pressure more than 5% above or below that for which the valve is marked unless the new setting is within the spring design range established by the manufacturer or is determined to be acceptable to the manufacturer.
If the set pressure is to be adjusted within the limits specified above, the adjustment shall be performed by the manufacturer, his authorized representative, or an assembler. An additional valve data tag identifying the new set pressure, capacity, and date shall be furnished and installed, and the valve shall be resealed.
PG-72.4 If the set pressure of a valve is changed so as to require a new spring, the spring shall be acceptable to the manufacturer. The spring installation and valve adjustment shall be performed by the manufacturer, his authorized representative, or an assembler. A new nameplate as described in PG-110 shall be furnished and installed, and the valve shall be resealed.
PG-73.1.1 Pressure relief valves shall be either direct spring-loaded safety valves, direct spring-loaded safety relief valves, or pilot-operated pressure relief valves.
PG-73.2.1 All pressure relief valves shall be so constructed that the failure of any part cannot obstruct the free and full discharge of steam and water from the valve. Pressure relief valves shall have the seat inclined at any angle between 45 deg and 90 deg, inclusive, to the centerline of the disk.
PG-73.2.4 To provide a means for verifying whether it is free, each safety valve or safety relief valve shall have a substantial lifting device, which when activated will release the seating force on the disk when the valve is subjected to pressure of at least 75% of the set pressure. The lifting device shall be such that it cannot lock or hold the valve disk in lifted position when the exterior lifting force is released. Disks of pressure relief valves used on high-temperature water boilers shall not be lifted while the temperature of the water exceeds 200°F (93°C). If it is desired to lift the valve disk to assure that it is free, this shall be done when the valve is subjected to a pressure of at least 75% of the set pressure. Pilot-operated pressure relief valves shall be provided with either a lifting device as described above or means for connecting and applying pressure to the pilot adequate to verify that the moving parts critical to proper operations are free to move. For high-temperature water boilers, the lifting mechanism shall be sealed against leakage.
PG-73.2.5 The seat of a pressure relief valve shall be fastened to the body of the valve in such a way that there is no possibility of the seat lifting.
PG-73.2.6 A body drain below seat level shall be provided in the valve and this drain shall not be plugged during or after field installation. For valves exceeding NPS 2 ½ (DN 65), the drain hole or holes shall be tapped not less than NPS 3/8 (DN 10). For valves of NPS 2 ½ (DN 65) or smaller, the drain hole shall not be less than ¼ in. (6 mm) in diameter.
PG-73.2.8 Valves having screwed inlet or outlet connections shall be provided with wrenching surfaces to allow for normal installation without damaging operating parts.
PG-73.2.9 Means shall be provided in the design of all valves for use under this Section, for sealing all external adjustments. Seals shall be installed by the manufacturer, his authorized representative, or an assembler at the time of the initial adjustment. After spring replacement and/or subsequent adjustment, the valve shall be resealed. Seals shall be installed in such a manner as to prevent changing the adjustment without breaking the seal and, in addition, shall serve as a means of identifying the manufacturer, his authorized representative, or the assembler making the adjustment.
(c) The restriction of valve capacity shall be permitted only by the use of a lift restraining device which shall limit valve lift and shall not otherwise interfere with flow through the valve. The design of the lift restraining device shall be subject to review by an ASME designee.
(d) The lift restraining device shall be designed so that, if adjustable, the adjustable feature can be sealed. Seals shall be installed by the valve Manufacturer or Assembler at the time of initial adjustment.
(f) When sizing and selecting valves, the restricted lift nameplate capacity shall be determined by multiplying the capacity at full rated lift by the ratio of the restricted lift to the full rated lift.
PG-73.2.11 A pressure relief valve over NPS 3 (DN 80), used for pressure greater than 15 psig (100 kPa), shall have a flanged inlet connection or a welded inlet connection. The dimensions of the flanges subjected to boiler pressure shall conform to the applicable ASME standards as given in PG-42. The facing shall be similar to those illustrated in the standard.
PG-73.3.2 Adjacent sliding surfaces such as guides and disks or disk holders shall both be of corrosion-resistant material. Springs of corrosion-resistant material or having a corrosion-resistant coating are required. The seats and disks of pressure relief valves shall be of suitable material to resist corrosion by the lading fluid.
(c) controlled by the manufacturer of the pressure relief valve by a specification ensuring control of chemical and physical properties and quality at least equivalent to ASTM Standards (see Note below)
PG-73.3.4 Pressure relief valves may have bronze parts complying with either SB-61, SB-62 or SB-148, provided the maximum allowable stresses and temperatures do not exceed the values given in Table 1B of Section II, Part D, and shall be marked to indicate the class of material used. Such valves shall not be used on superheaters delivering steam at a temperature over 450°F (230°C) for SB-61 and SB-148, and 306°F (I50°C) for SB-62, and shall not be used for high-temperature water boilers.
PG-73.4.1 A manufacturer shall demonstrate to the satisfaction of an ASME designee that his manufacturing, production, and test facilities and quality control procedures will ensure close agreement between the performance of random production samples and the performance of those valves submitted for capacity certification.
PG-73.4.3 A Manufacturer or Assembler may be granted permission to apply the V Code Symbol to production pressure relief valves capacity-certified in accordance with PG-69, provided the following tests are successfully completed. This permission shall expire on the sixth anniversary of the date it is initially granted. This permission may be extended for 6-yr periods if the following tests are successfully repeated within the 6-mo period before expiration.
(a) Two sample production pressure relief valves of a size and capacity within the capability of an ASME accepted laboratory shall be selected by an ASME designee. The maximum blowdown for these samples shall not exceed the value specified in the following table:
The blow down for sample valves designed for use on forced flow steam generators with no fixed steam and waterline or high-temperature water boilers shall not exceed 10% of the set pressure.
(b) Operational and capacity tests shall be conducted in the presence of an ASME designee at an ASME-accepted laboratory. The valve manufacturer or assembler shall be notified of the time of the test and may have representatives present to witness the test.
(c) Should any valve fail to relieve at or above its certified capacity or should it fail to meet performance requirements in PG-72, the test shall be repeated at the rate of two replacement valves, selected in accordance with PG-73.4.3(a), for each valve that failed.
(d) Failure of any of the replacement valves to meet capacity or the performance requirements of this Section shall be cause for revocation within 60 days of the authorization to use the Code symbol on that particular t type of valve. During this period, the Manufacturer or assembler shall demonstrate the cause of such deficiency and the action taken toward against future occurrence.
PG-73.4.4 Use of the Code Symbol Stamp by an assembler indicates the use of original unmodified parts in strict accordance with the instructions of the manufacturer of the valve.



 8613371530291
8613371530291