
oil well safety valve manufacturer
Surface-controlled subsurface safety valves (SCSSVs) are critical components of well completions, preventing uncontrolled flow in the case of catastrophic damage to wellhead equipment. Fail-safe closure must be certain to ensure proper security of the well. However, this is not the only function in which it must be reliable—the valve must remain open to produce the well. Schlumberger surface controlled subsurface safety valves exceed all ISO 10432 and API Spec 14A requirements for pressure integrity, leakage acceptance criteria, and slam closure.
Through decades of innovation and experience, Schlumberger safety valve flapper systems are proven robust and reliable. The multizone dynamic seal technology for hydraulic actuation of subsurface safety valves is a further improvement in reliability performance when compared with traditional seal systems in the industry.
The multizone seal technology was developed and proved with exhaustive verification and validation of reliability, longevity, and performance. The validation methodology utilized a unique sapphire crystal bore, enabling the design team to view the seal’s dynamic and static performance in real time while simulating wellbore pressure and temperature conditions.
The multizone seal technology is currently available in the GeoGuard high-performance deepwater safety valves, which is validated to API Spec 14A V1 and V1-H.
Halliburton provides proven, high-performance tubing-retrievable and wireline-retrievable subsurface safety valves (SSSV) designed to reliably shut-in (fail safe) if a catastrophic event occurs, allowing operators to maintain safe operations.

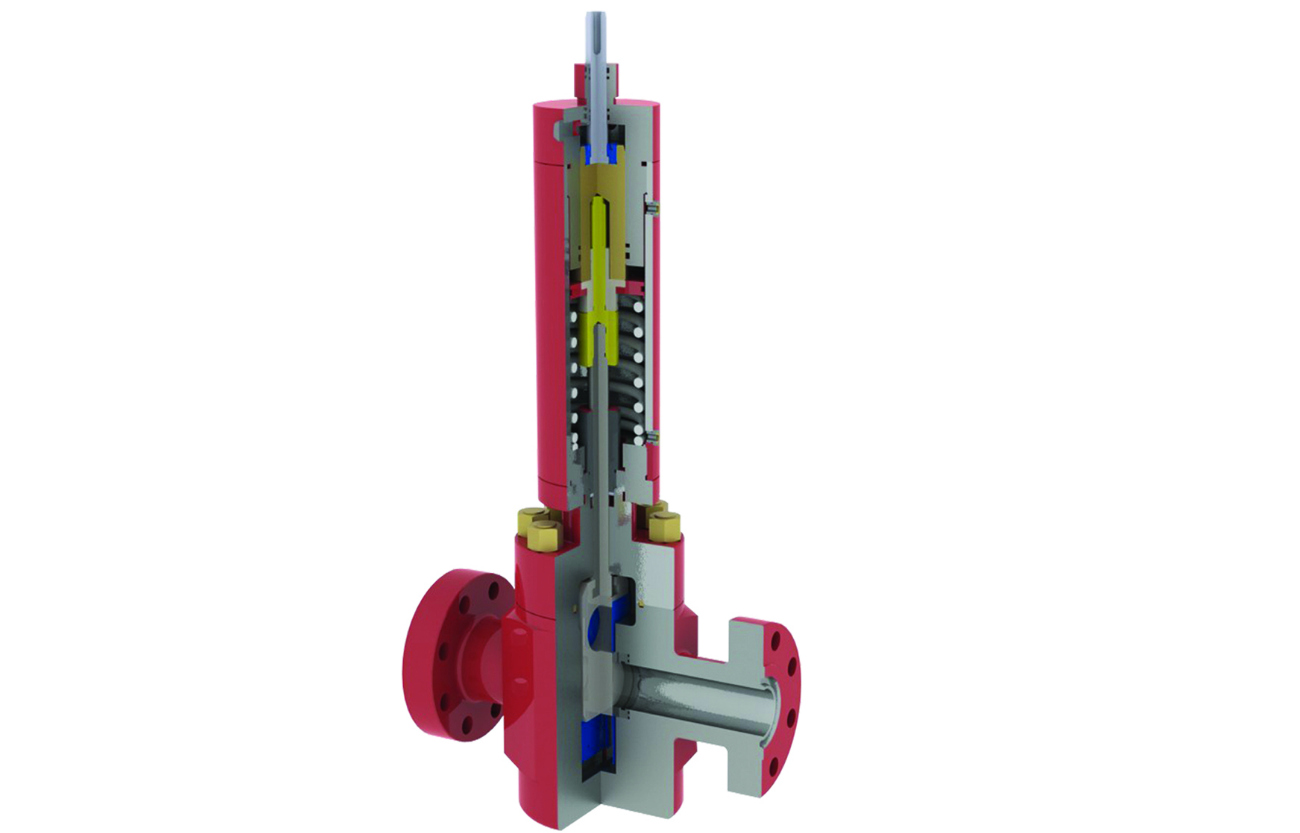
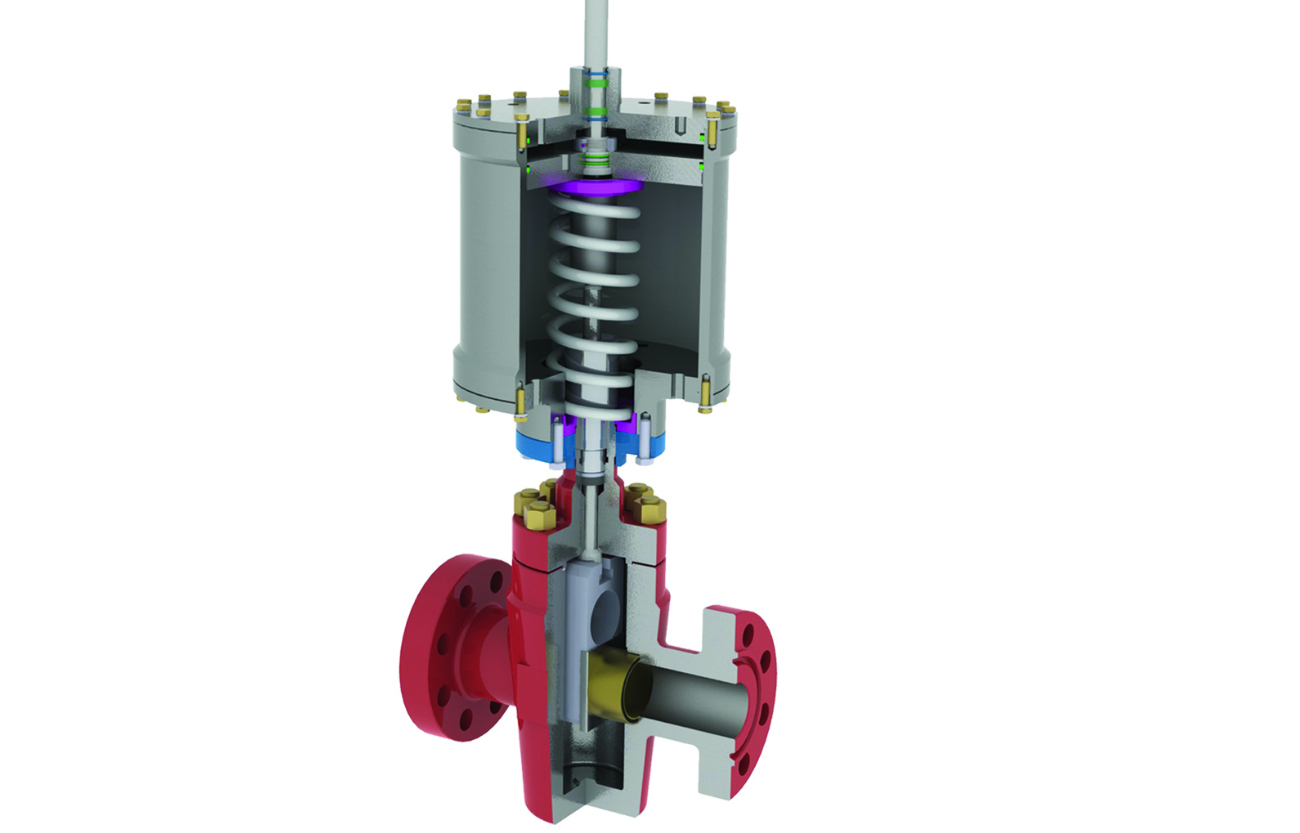
The Sanjack wellhead surface safety valve is a reverse acting gate valve with hydraulically actuated compressed piston actuator mounted on it. The surface safety valve (SSV) is designed to be a fail-safe and fail-close gate valve.
SSV is mostly used on high pressure wellhead and X-mas tree, H2S wellhead and X-mas tree, offshore wellhead and X-mas tree and etc. as a master valve and/or wing valve.

Whether downhole or subsea, safety can be hard to achieve in the oil and gas industry. Sudden pressure spikes can ruin equipment, leading to production stoppages and worse. Protection starts at the component level, which is where Lee Pressure Relief Valvescome into play.
Our relief valves come in three main varieties. Safety relief valves are designed to be exercised for intermittent “pop-off” applications. Pressure-regulating valves are intended to operate more continuously with stable performance throughout the operating range. Thermal relief valves relieve a few droplets of fluid from a trapped volume expanding due to rising temperatures. Each type of valve plays an essential role in downhole oil tool applications, and each is manufactured to the exacting tolerances that this role requires.
Like all products from The Lee Company, pressure relief valves are small, lightweight, and incredibly durable– enough to serve out the entire lifespan of an oil tool. In addition, these products are available in a range of sizes and cracking pressures.

We design, test and manufacture downhole safety valves that are tubing run and surface controlled, as well as wireline run. Our range of tubing retrievable surface controlled subsurface safety valves suits 2-3/8” to 7” tubing sizes, in both standard and slim designs. It is a compact design using a concentric piston mechanism and a flapper system. Minimum metal-to-metal body connections are used to eliminate potential leak paths. All our valves include a nickel alloy flapper/flapper seat to ensure long term reliability of the valves in protecting surface facilities from uncontrolled flow from producing wells.
All our safety valves come with an exercise and lock-out facility. With a landing nipple profile in the top sub a wireline retrievable safety valve can be installed within the tubing run valve bore after lock-out allowing the well to continue to produce.
A full range of accessories is available for the downhole safety valves including exercise/lock-out tools, separation sleeves and nipple protection sleeves.

The tubing-retrievable subsurface safety valve (SSSV) provides well protection against pressure drop and system failure in wireline and thru-tubing operations. This retrievable safety valve is controlled from the surface with a hydraulic control line. The valve connects to the tubing string and remains open if adequate pressure is maintained. If pressure drops below the threshold (as occurs in the beginning stages of losing well control), the valve closes. This creates a barrier in the tubing to prevent fluids from rushing up the tubing.
The tubing-retrievable SSSV uses a fail-safe design to prevent the release of unwanted fluids during well completion. This is a critical HSE and well-control requirement on all wells capable of natural flow.

Subsurface safety valves (SSSVs), which are standard and often statutorily required in the oil and gas industry for upper completions, were first developed in the late 1930s. Operators sought to drill more high-pressure wells, often near populated areas or, conversely, offshore or very isolated areas, making the need for a device to protect the wells from uncontrolled flow increasingly apparent. The need was made even more urgent by the fact that the uncontrolled flow could be caused by accident or by damage to the surface equipment, which at the time was quite common.
By the 1970s three companies had established themselves as industry leaders as SSSV suppliers in the field: Otis Engineering (now Halliburton), Baker Hughes (now Baker Hughes, a GE company) and Camco Products and Services (now Schlumberger). Implementation of SSSVs grew, but it was not until the Piper Alpha incident of the late 1980s that regulations truly shifted. The explosion on Piper Alpha and resulting oil and gas fires that destroyed the platform served as the impetus for global regulatory mandates that SSSVs be deployed in offshore wells.
The watchword for the 21st century oil industry has been reliability, as offshore, deepwater workovers in many wells cost tens of millions of dollars. As such, reliability became the primary focus and mission of the engineering team at Tejas Research & Engineering as it moved to design and deliver reliable, high-performing products. In the late 2000s the energy industry and governments worldwide revisited the use of SSSV deployment requirements, which had not seen much change since the Piper Alpha incident more than two decades prior. The consensus was that when reliable SSSVs are present, a blowout and oil spill are virtually impossible. Therefore, many governments, such as the EU, now require SSSVs in all wells—even those on land.
Modern developments in SSSV design have sought to address the industry’s challenges and the issues that arise in more complex reservoirs and harsher downhole environments through additional testing and research to optimize the valves’ technical specifications. While the basic functionality of the valves has not changed for some time, the standard to which the valves are engineered and manufactured is now shifting, thanks in part to a new partnership between Tejas Research & Engineering and National Oilwell Varco (NOV). It is a partnership bolstered by Tejas’ involvement on the American Petroleum Institute’s (API) 14A standards subcommittee.
NOV has built its portfolio of completion and production products and technologies since the company’s acquisition of Trican Well Service’s completion tools division in mid-2016. As the breadth of NOV’s completions business expanded to include multistage fracturing and multizone completions, among other disciplines, it became clear that a missing link for upper completions was SSSVs. The company partnered with Tejas Research & Engineering to commercialize a line of SSSVs representing a new industry standard in design and reliability.
Tejas Research & Engineering sprang from the Camco tradition that pioneered many pivotal developments in SSSV design. The R&D and engineering for safety valve products are conducted in Tejas’ HP/HT facility in The Woodlands, Texas, where SSSVs with pressure requirements of 25,000 psi and 260 C (500 F) are designed, tested, qualified and produced.
Tejas’ model TRSV(E) SSSVs are tubing-retrievable, surface- controlled, normally closed devices installed in oil and gas wells to control tubing fl ow. Metal-to-metal seals are used in 100% of Tejas’ tubing-retrievable product line, which has products that are rated to 10,000 psig and are suitable for temperatures up to 176 C (349 F) at moderate setting depths. Higher temperature/pressure/setting depths/slimline diameters are available for custom order. The TRSSSV series are API-14A V1 certified and adaptable to any standard or premium tubing thread. The system features a large fullbore, where the inside diameter (ID) is equivalent or greater tubing than the tubing ID to which the SSSV is attached. Additionally, it has either flat flappers (2⅜ in. to 3½ in.) or curved flappers (4½ in. to 7 in.) and a single rod piston featuring nonelastomeric dynamic seals. The TRSSSV is available in either equalizing or nonequalizing trims. The valve is controlled hydraulically with a ¼-in. control line in the well’s annulus, enabling valve closure during an emergency shutdown.
The new safety valve builds upon lessons learned in valve design over Tejas Research & Engineering’s entire history. Previous valves have achieved significant milestones— including one design that has more than 8,000 valves in use without a single failure or degradation in performance. Completions have evolved since those early designs, and new valves need to withstand significantly higher temperatures, working pressures and setting depths as well as accommodate different diameters. The new valve product line meets the rigorous quality standards outlined in API Specification 14A and tested beyond the specifications in Revision 12, including Annex H, which specifically addresses the verification and validation requirements for use in HP/HT environments.
An evolution in safety valve standards means the industry can be more confident that well control incidents will not occur. As regulations continue to change and become stricter, it is imperative that safety valves maintain their rigorous quality and durability while being able to handle even more challenging well environments.

Jereh Safety Valve is equipped with pneumatic, hydraulic or electric actuator, widely used in Christmas tree and surface manifold. In case of any emergency such as oil/gas leak or fire, Safety Valve can immediately shut off well to protect production.
Baker Hughes’s portfolio of subsurface safety valves deliver reliable performance when it matters the most, providing emergency closure in the event that well control is lost. We offer a full range of valves to suit applications ranging from shallow- to deep-set, and the valves are available in surface- and subsurface-controlled, tubing-retrievable, and wireline-retrievable options. All Baker Hughes valves undergo stringent prototype testing and conform to standards and specifications such as API and ISO, as well as requirements requested for your unique situation.

Maintaining safe operating conditions can be challenging in deep-set or deepwater, high-pressure/high-temperature (HP/HT) wells. The REACH™ subsurface safety valve from Baker Hughes provides an answer, with fail-safe operation in a wide range of deep-set completions that require low operating pressures due to control system limitations.
REACH safety valves are designed to provide reliable sealing in deep, HP/HT wells. They can be set up to 20,000 ft (6,096 m) below sea level and withstand temperatures up to 400°F (205°C) and pressures up to 20,000 psi (1,379 bar).
REACH safety valves are V1 validated and have undergone the stringent prototype testing per API SPEC 14A, Specification for Subsurface Safety Valve Equipment, Twelfth Edition. Our safety valve specialists have continuously modified the design to accommodate the new V1 validation specifications while progressively exceeding the requirements set forth by API.
REACH valves rely on field-proven, heavy-sprung closure technology to ensure fail-safe-closed operation. Because tubing pressure is isolated from the control system, the valve can open at much lower operating pressures, reducing the cost of umbilicals in some applications.
The valve’s unique activation system requires lower valve operating pressures than previous safety valve designs by eliminating the need to overcome tubing pressure, making the valve ideal for applications with opening pressure limitations including: subsea completions, high-pressure wells, and fields where the rig site and other control facilities may have supply pressure limitations.
REACH valves incorporate several proven features from other safety valve designs, including flapper closure technology, RBT housing thread technology, dynamic seal technology, and debris exclusion geometries—all of which help deliver integrated functionality and dependability.
To ensure long term reliability, the valve is also offered with a reinforced dynamic seal configuration, upgraded dynamic seal materials, internal alignment enhancements, and an enhanced scraper ring to minimize debris. Because the REACH valve does not utilize gas springs, the operating seals and gland do not experience pressure reversals, making them ideal for your critical deepwater HP/HT applications

A premium provider of oil field equipment and service parts, Parveen Industries Pvt. Ltd is focused on high-quality manufacturing of premium-grade oil and gas field equipment that exceeds international standards. At its eight large-scale facilities, Parveen manufactures products that not only support the existing oil and gas industry but drive forward industry-wide innovation.
Searching for tools to control the flow of your piping system? Explore one of the largest featured collections of products and discover a range of wholesale oil well safety valve on Alibaba.com. When you search for oil well safety valve and related items, you will be able to find many types of oil well safety valve varying in size, shape, use, and quality, all at prices in which are highly reasonable!
There are many uses of valves - mainly controlling the flow of fluids and pressure. Some examples include regulating water for irrigation, industrial uses for controlling processes, and residential piping systems. Magnetic valves like those using the solenoid, are often used in a range of industrial processes. Whereas backflow preventers are often used in residential and commercial buildings to ensure the safety and hygiene of the water supplies. Whether you are designing a regulation system for irrigation or merely looking for a new replacement, you will be able to find whatever type of oil well safety valve that you need. Our products vary from check valves to pressure reducing valves, ball valves, butterfly valves, thermostatic mixing valves, and a lot more.
A safety valve is a valve that acts as the protector of your equipment. Safety valves can prevent damage to your pressure vessels and even prevent explosions at your facility when installed in pressure vessels.
A safety valve is a type of valve that automatically actuates when the pressure of the inlet side of the valve increases to a predetermined pressure, to open the valve disc and discharge the fluid. The safety valve system is designed to be a fail-safe so that a wellbore can be isolated in the event of any system failure or damage to the surface production-control facilities.
In most cases, it is mandatory to have a means of closure for all wells capable of natural flow to the surface. The installation of a subsurface safety valve (SSSV) will provide this emergency closure capability. Safety systems may be operated on a fail-safe principle from a control panel located on the surface that was custom-built by PHC.
The SCSSV is controlled by a ¼” stainless steel control line that is attached to the outside of the well tubing string and installed when the production tubing is installed. Depending on the wellhead pressure, it may be necessary to keep as much as 10,000 psi on the control line to keep the valve open. PHC control panels feature the proven Haskel pump line that generates the required hydraulic pressure for optimal valve control.
PHC constructs custom SCSSV control panels for our broad customer base and recently we built three well control panels to be sent out for a large project overseas. Below are the custom features we included on these custom panels.



 8613371530291
8613371530291