
rotation resistant wire rope inspection supplier
Any wire rope in use should be inspected on a regular basis. You have too much at stake in lives and equipment to ignore thorough examination of the rope at prescribed intervals.
The purpose of inspection is to accurately estimate the service life and strength remaining in a rope so that maximum service can be had within the limits of safety. Results of the inspection should be recorded to provide a history of rope performance on a particular job.
On most jobs wire rope must be replaced before there is any risk of failure. A rope broken in service can destroy machinery and curtail production. It can also kill.
Because of the great responsibility involved in ensuring safe rigging on equipment, the person assigned to inspect should know wire rope and its operation thoroughly. Inspections should be made periodically and before each use, and the results recorded.
When inspecting the rope, the condition of the drum, sheaves, guards, cable clamps and other end fittings should be noted. The condition of these parts affects rope wear: any defects detected should be repaired.
To ensure rope soundness between inspections, all workers should participate. The operator can be most helpful by watching the ropes under his control. If any accident involving the ropes occurs, the operator should immediately shut down his equipment and report the accident to his supervisor. The equipment should be inspected before resuming operation.
The Occupational Safety and Health Act has made periodic inspection mandatory for most wire rope applications. If you need help locating the regulations that apply to your application, please give our rigging experts a call.

A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
The inspection must include any deficiencies that the qualified person who conducts the annual inspection determines under paragraph (c)(3)(ii) of this section must be monitored.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the qualified person determines that, though not presently a safety hazard, the deficiency needs to be monitored, the employer must ensure that the deficiency is checked in the monthly inspections.
All documents produced under this section must be available, during the applicable document retention period, to all persons who conduct inspections under this section.

Rotation resistant ropes are known to provide the best and most economical services for specific applications. When the correct ropes are selected and appropriately used, they are unmatched in the lifting market. Elephant hoists greatly benefit from rotation resistant wires.
Rotation resistance is created when wires are laid in a contra-helical position. These ropes are different from standard construction types because rotation resistant ropes are required to meet a different and higher set of service requirements. The modes of wear and failure for these ropes vary more than standard constructions. Special operational needs make specific limitations and special handling necessary. These are not encouraged with standard constructions.
Testing on ropes that are resistant to rotation commonly shows that the total length of service for these ropes is shorter than that of standard construction ropes. The tests show that there is a need for separate guidelines for the use, inspection, retirement, and application of resistant ropes.
Using a swivel at the load hook for rotation resistant ropes results in unpredictable service life. This type of practice can potentially lead to unbalanced loading between outer and inner layers of strands. This typically results in core failure. Any significant changes in diameter found in a small length of operating rope should be retired and replaced. Make sure to use appropriate rigging supplies for all crane wire rope applications.
For more information on the benefits of rotation resistant ropes, you should not hesitate to give our team a call. Do not forget to ask about our V rope options.

There are two main methods for non-destructive inspection of wire ropes. The most commonly used is visual inspection. During this process, the inspector will grab the rope with a light rag and then rub the cloth over the length of the cable. The external wire that is broken will stick up (porcupine). As the inspector feels the little prick, they will stop to analyze the condition of this section of rope closely
>Unfortunately, a broken wire may not porcupine, so that is why another test must be implemented. Inspectors will move along the rope in two to three feet segments while examining each section. This method can also be complicated because cables are well lubricated with grease.
Another testing method compares current ropes to how they initially looked. An inspector will examine the diameter between the two cables. If the width has changed that is usually an indicator of either internal or external rope damage. Like the other methods above, this test is not complete. Not all breaks will alter the size of the rope’s diameter.
Check for any visible signs of distributed losses of metallic cross sections. Corrosion, abrasion, and wear commonly cause this problem. It is possible to check for internal damage by inserting a marlin spike underneath two strands—then rotate to lift strands and open rope.
It is rather difficult to detect internal rope damage, so visual inspections only provide a limited amount of information about the ropes. It is still a valuable tool for the evaluation of rope degeneration.

Using the rope to its maximum fatigue life will cause the rope to deteriorate from the inside out. Sudden rope failures may be the result. For this reason we do not recommend this construction for tower cranes. There have been fatal and catastrophic accidents involving this rope construction because of undetected inner rope fatigue.
However, mobile and truck mounted cranes are operated on a much less severe duty cycle and it is not expected that 19x7 has to be replaced because of inner rope fatigue but because of other mechanical damages. Keep in mind that this statement covers normal mobile crane use. If you use a mobile crane like a production crane you WILL experience the above mentioned danger situations.

In certain instances the use of rotation-resistant wire rope is necessary to provide rotational stability to the lifted load. In general, the use of these wire ropes is limited to those situations where it is impractical to:
Rotation-resistant wire ropes have less of a tendency to unlay when loaded than do conventional wire ropes. This results in improved rotational stability to the lifted load. Rotation-resistant wire ropes are designed in such a way that the rotational force of the outer strands is partially counteracted by the rotational force of the inner strands or core when the rope is subjected to a load.
The chart compares the rotational properties of rotation-resistant ropes with a standard 6x25 wire rope. The rotation-resistant ropes far surpass the rotational stability of a conventional 6x25 IWRC wire rope on both short and long falls.
ASME B30.5 specifies that rotation-resistant ropes have a safety design factor of five or greater. The required strength design factor of rotation-resistant rope becomes very important from the standpoint of maintaining the inherent low rotation of the rope and eliminating any tendency to overload the inner core, thereby causing a reduction in rope strength.
Precautions should be followed when using rotation-resistant wire rope. The rope ends must be properly seized and secured to prevent unlaying of the strands.
Due to the opposite lay direction of the inner core and outer strand layers in rotation-resistant ropes, care should be taken to avoid shock loading. Shock loading will result in distortion of the rope structure, causing bird-caging, core protrusion, etc. Due to the potential for complete rope failure, shock loaded wire ropes must be immediately removed from service.
Operation of 8x25, 19x7 and SPF 19 rotation-resistant wire ropes with a swivel is not recommended. The use of a swivel allows the inner core to twist tighter, resulting in a significant reduction in rope strength, possibly leading to premature rope failure. A swivel may be used as a temporary device only during the initial installation period to help eliminate any installation-induced twisting or cabling.
The swivel must be removed from the reeving after rope installation is completed and before the crane begins operation. A swivel may be used with some rotation resistant ropes, always confirm with the manufacturer.

Wire rope is a preferred lifting device for many reasons. Its unique design consists of multiple steel wires that form individual strands laid in a helical pattern around a core. Wire rope comes in a variety of strand patterns including single layer, filler wire, seale, warrington, and combination. Wire rope strands can be laid around the core in different configurations including regular lay wire rope, lang lay wire rope, and alternate lay wire rope. There also many types of grades of wire rope, including: improved plow steel (IPS), extra improved plow steel (EIPS), and extra extra improved plow steel (EEIPS). Some types of wire rope is preferred over others due to the unique properties, including: rotation resistant wire rope, compacted strand wire rope, swaged wire rope, plastic coated wire rope, plastic impregnated (PI) wire rope.

The specification and model of bright wire rope shall meet the requirements of tower crane operation manual, with good lubrication and no friction with metal structure. The steel wire rope shall not be twisted, flattened, bent, broken strand, cage shaped distortion and broken core, and shall not be seriously worn. (the diameter shall not be reduced by 7%, and the number of broken wires shall not be greater than 10% of the total number.)
The main wire rope is an item that must be checked in the inspection. If the main wire rope is not qualified, it can be judged that the tower crane installation is unqualified. Please check yourself.
The steel wire rope is an important link in the hoisting process, and any slip or loss will lead to major events. Therefore, the inspection of steel wire rope is particularly important. TST steel wire rope flaw detection system is suitable for single person to carry, or easy to temporarily install and transfer. It can detect the static and non moving steel wire rope, and can also detect the moving wire rope.
Check the fastening parts of the rope end: check whether the fixed part of the rope end is pulled out or sliding due to the defects, cracks and deformation of the pressing block.
For the cross-wound wire rope, the number of broken wires in a lay length (refers to the axial distance around a circle of any wire rope strand) reaches 10% of the total number of wires in the rope.
There are cracks or slip deformation at the joint between the steel wire rope and aluminum alloy; the splicing part of the spliced steel wire rope is seriously pulled off; the joint between the cast steel wire rope anchorage and the steel wire rope is displaced, resulting in the pull-out phenomenon.
Bright steel wire rope refers to general wire rope without surface treatment, free from zinc, tin, copper and other types of metallic coatings. So they are normally lubricated with grease to protect the wire rope from corroding.

The term “rotation resistant wire rope” refers to a type of wire rope that is designed to resist the inclination to spin or rotate under stress. These ropes are typically used as single-part lines or in instances where the operating requirements need a rope that can withstand cabling in a multipart system. The basic nature of rotation resistant rope designs places certain restrictions on their use and necessitates certain handling requirements not seen in other rope types.
Rotation resistant wire rope is designed to minimize load rotation during a lift. When lifting with other types of wire rope, elongation and rotation is normal. This can cause a load to spin, possibly out of control, which is a serious safety issue. Thus, rotation resistant wire rope is essential for any application where a load is lifted by a single line.
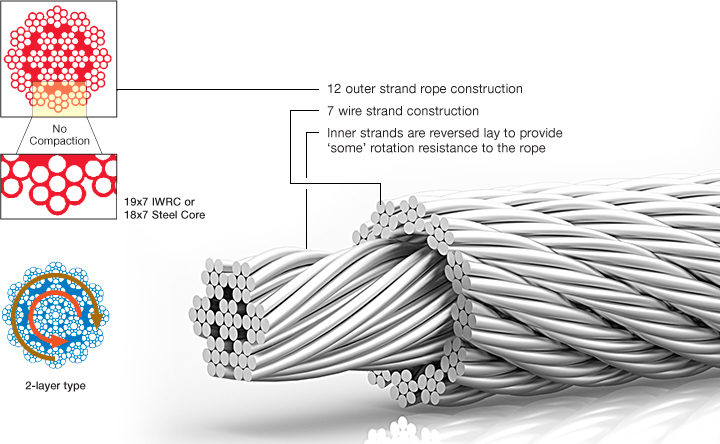
Rotation resistant wire rope is created by twisting the outer layer of the rope in the opposite direction to the inner layers of the rope. When under tension the opposing rotational forces cancel each other out.
2) Multilayer strand (Multistrand): two or more strand layers that are closed in opposite directions. Each layer of the rope generates torsional pressures that balance each other out, reducing rotation.
It’s important to remember that the amount of strand layers has an impact on rotational resistance. The resistance of a two-layer rope is lower than that of a three-layer rope. As a result, the more layers a rope has, the greater its rotation resistance.
Hercules SLR offers a wide selection of rotation resistant wire rope products and can custom fabricate rotation resistant wire rope products for specific requirements.
The inner core in rotation resistant wire rope can twist more tightly when a swivel is used. This significantly reduces rope strength and possibly causing early rope failure. Only during the initial installation phase, a swivel may be employed as a temporary device to help prevent any twisting of cabling caused by the installation process.
Once the rope installation is finished and the crane is operational, the swivel needs to be taken out of the reeving. With some rotation-resistant ropes, a swivel may be utilised; always check with the manufacturer.



 8613371530291
8613371530291