
safety factor of wire rope sling pricelist

Wire ropes are essential for safety purposes on construction sites and industrial workplaces. They are used to secure and transport extremely heavy pieces of equipment – so they must be strong enough to withstand substantial loads. This is why the wire rope safety factor is crucial.
You may have heard that it is always recommended to use wire ropes or slings with a higher breaking strength than the actual load. For instance, say that you need to move 50,000 lbs. with an overhead crane. You should generally use equipment with a working load limit that is rated for weight at least five times higher – or 250,000 lbs. in this case.
This recommendation is all thanks to the wire rope safety factor. This calculation is designed to help you determine important numbers, such as the minimum breaking strength and the working load limit of a wire rope.
The safety factor is a measurement of how strong of a force a wire rope can withstand before it breaks. It is commonly stated as a ratio, such as 5:1. This means that the wire rope can hold five times their Safe Work Load (SWL) before it will break.
So, if a 5:1 wire rope’s SWL is 10,000 lbs., the safety factor is 50,000 lbs. However, you would never want to place a load near 50,000 lbs. for wire rope safety reasons.
The safety factor rating of a wire rope is the calculation of the Minimum Break Strength (MBS) or the Minimum Breaking Load (MBL) compared to the highest absolute maximum load limit. It is crucial to use a wire rope with a high ratio to account for factors that could influence the weight of the load.
The Safe Working Load (SWL) is a measurement that is required by law to be clearly marked on all lifting devices – including hoists, lifting machines, and tackles. However, this is not visibly listed on wire ropes, so it is important to understand what this term means and how to calculate it.
The safe working load will change depending on the diameter of the wire rope and its weight per foot. Of course, the smaller the wire rope is, the lower its SWL will be. The SWL also changes depending on the safety factor ratio.
The margin of safety for wire ropes accounts for any unexpected extra loads to ensure the utmost safety for everyone involved. Every year there aredue to overhead crane accidents. Many of these deaths occur when a heavy load is dropped because the weight load limit was not properly calculated and the wire rope broke or slipped.
The margin of safety is a hazard control calculation that essentially accounts for worst-case scenarios. For instance, what if a strong gust of wind were to blow while a crane was lifting a load? Or what if the brakes slipped and the load dropped several feet unexpectedly? This is certainly a wire rope safety factor that must be considered.
Themargin of safety(also referred to as the factor of safety) measures the ultimate load or stress divided by theallowablestress. This helps to account for the applied tensile forces and stress thatcouldbe applied to the rope, causing it to inch closer to the breaking strength limit.
A proof test must be conducted on a wire rope or any other piece of rigging equipment before it is used for the first time.that a sample of a wire rope must be tested to ensure that it can safely hold one-fifth of the breaking load limit. The proof test ensures that the wire rope is not defective and can withstand the minimum weight load limit.
First, the wire rope and other lifting accessories (such as hooks or slings) are set up as needed for the particular task. Then weight or force is slowly added until it reaches the maximum allowable working load limit.
Some wire rope distributors will conduct proof loading tests before you purchase them. Be sure to investigate the criteria of these tests before purchasing, as some testing factors may need to be changed depending on your requirements.
When purchasing wire ropes for overhead lifting or other heavy-duty applications, understanding the safety dynamics and limits is critical. These terms can get confusing, but all of thesefactors serve an important purpose.
Our company has served as a wire rope distributor and industrial hardware supplier for many years. We know all there is to know about safety factors. We will help you find the exact wire ropes that will meet your requirements, no matter what project you have in mind.
The cable-laid wire rope sling consists of a galvanised steel wire rope. It offers a safety factor of 5. Highly adaptable, this sling provides great flexibility even with a large diameter. Ropes measuring up to 96mm in diameter are readily available.
The grelin wire rope sling comes with an EC declaration and is readily available. In addition, it has an ID Tag ALITAG, which includes legible marking and an individual traceability code.
At present, the wire ropes can detect the broken wires and wear of the wire ropes and display them digitally.Q:The wire rope lock can hang a lot of things
Phosphating coating of steel wire rope (Chinese patent), steel wire by manganese or zinc manganese phosphating, surface wear resistance and corrosion resistance of fully, not easy to wear is not easy to corrosion fatigue life of the steel wire rope large increase, fatigue life is the same structure of plain steel wire rope 3 times, the fatigue life can be verified by fatigue test (do the fatigue test of the most credibility) is a replacement of wire rope, smooth upgrade, also be replaced after plating the first pull layer of thin zinc galvanized steel wire rope (by using salt spray test or inspection service life, corrosion resistance comparison) super long units, the use of lower cost, better stability.Q:Is the sling the same thing as the rigging?
I say you should be able to understand the sling, lifting heavy rigid fetching device operation means, that is to say can directly take hanging items, mainly include: grab, clamp, suction and special sling and rigging, etc.; refers to the lifting items, tie hook combination device with flexible. In the article, usually made from high strength flexible parts (steel wire rope, lifting chain, artificial fiber tape) with end ring, hook, shackle assembly.Q:Which brand is better for imported rigging?
CarlStahl set up Chinese branch in Hangzhou in 2006, mainly engaged in CarlStahl brand heavy duty crane, lifting fixture, spring balancer, hoist, crane beam, lift hook, rope, wire rope, tie, round sling hoisting products etc..Q:What is the difference between cable stayed bridge and suspension bridge?
Finally, the gravity of the main beam becomes the two vertical force of the tower, so that the force passes to the pier under the tower.There are more cables, and the same reason. There are a lot of bars, that"s to distract the main girder from the cables.As a kind of cable of cable-stayed bridge, more than beam bridge spanning capacity is the main bridge of long span bridges. The cable stayed bridge is composed of many cables which are directly connected to the tower. The cable-stayed bridge is composed of pylon, main beam and stay cable. The types of pylon are A, inverted Y, H and single column. The materials are steel and concrete. There are single cable plane, parallel double cable plane and inclined cable plane in the stay cable. The first modern cable-stayed bridge was built in Sweden in 1955 and has a span of 182 meters. At present, the largest span cable-stayed bridge built in the world is the Normandy bridge in France, with a main span of 856 meters. The Shanghai Yangpu bridge, built in 1993, is the largest cable-stayed bridge in China, with a main span of 602 metersQ:Is rope sling good business and high profit?
1. phosphating coating steel wire rope, steel wire by manganese or zinc manganese phosphating, corrosion resistance and wear resistance steel rust resistance comprehensive jump, life is the same structure of plain steel wire rope 3 times (note the use of zinc phosphating and drawing rope with distinction, although Tianjin bonderizing Jiangsu have been a number of production enterprises, there is still a shortage of supply and demand)2. galvanized steel wire, hot-dip galvanized and galvanized3. stainless steel wire rope, 304 or 316 stainless steel4. coated steel wire rope, wire rope on the basis of the outer coating of polyethylene or polypropylene5. smooth steel wire rope, will be phosphating coating steel wire rope completely eliminated.Q:Slings and rigging manufacturers, which cost-effective?
Phosphating coating of steel wire rope than plain steel wire rope has long service life, lower cost, better stability, phosphating coating of steel wire rope is patent technology production, because the demand is more difficult to buy, to ask the producer of several wire rope, please note in the purchase, purchase invoice must indicate the name of wire rope, such as phosphate coated wire rope to prevent illegal enterprises, infringement of their legitimate rights and interests, in addition, patent products are generally in the rope on the outer packing of a patent spraying label, warranty should be the main technical indicators, such as the phosphating film type and film weightQ:Which sling manufacturer is more reliable?
Rigging is made of wire rope, plug or aluminium alloy head, and the key to the service life of the rigging is the quality of the wire rope.Q:Why do not different kinds or different sizes of slings and slings are used together?
Or different specifications of slings and slings are used together; the carrying capacity of the sling shall not exceed the rated lifting capacity; the sling shall not exceed the safety load; the lifting crane shall check whether the connection point is firm and reliableQ:Ceiling installation does not allow the use of air nails?
Installation notes: installation should pay attention to the following three points.When installing, if there are many chandeliers, we should pay attention to their location, length and length, and install the ceiling lamp while installing the ceiling, so that the position and height of the lamp can be adjusted on the basis of the ceiling and joist.The hanger on the ceiling must be made by direct out method and by adding bushing. The method of adding sleeves is good for installation, and it can ensure the integrity of the ceiling panel. The boom that is directly out of the ceiling can not be easily drilled when installing, and sometimes the method of installing the suspender first and cutting the hole of the panel is adopted, but the decorative effect is affected.The boom should have a certain length of thread for adjusting height. Attention should be paid to the reliability of the hanging light box under the suspender and suspender.
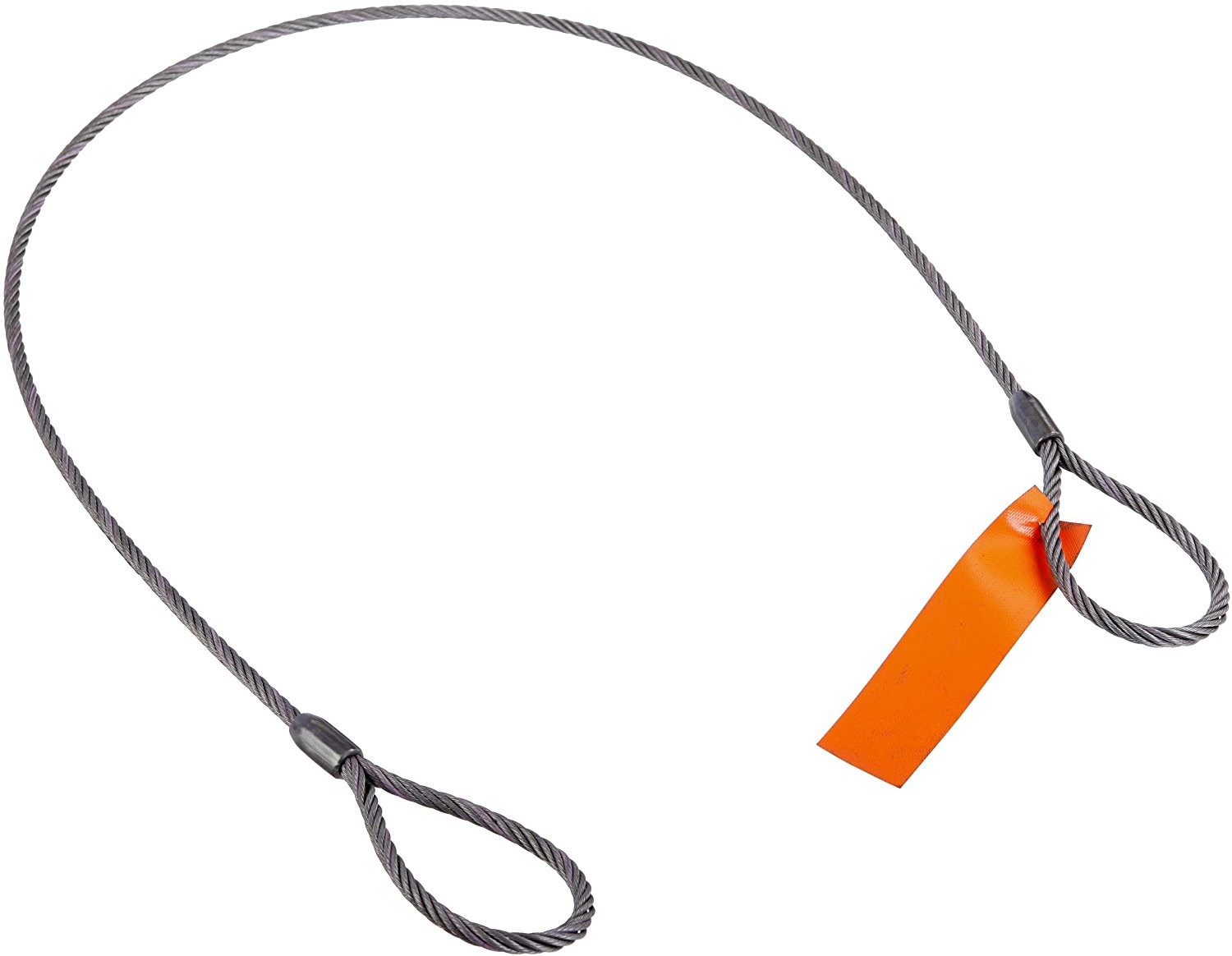
The LKING STEEL LIMITED 6 x 37 IWRC (independent wire rope core) single-leg wire rope sling has eye-and-eye endings and a mechanical splice for lifting loads with vertical, choker, or basket configurations in general industry applications. The 6 x 37 IWRC construction contains six strands of wire rope with approximately 37 wires per strand wrapped around a separate 7 X 7 wire rope, which has seven strands with seven wires per strand, in the center of the sling. This construction provides more flexibility than a 6 x 7 or 6 x 19 wire rope sling. The wire rope construction has more abrasion and heat resistance than a web sling. This eye-and-eye sling has an eye, or loop, on both ends, and can be used with vertical, choker, and basket lifting configurations. The eyes are secured with a mechanical (also called Flemish) splice that is stronger than a hand splice. This sling has a minimum D/d ratio of 25 and meets American Society of Mechanical Engineers (ASME) specification B30.9 and Occupational Safety and Health Administration (OSHA) specification 1910.184.
Slings are used to lift heavy objects for industrial applications. Types of slings include web slings, wire rope slings, chain slings, and mesh slings. The appropriate type of sling for an application depends on the strength-to-weight ratio, flexibility and resistance to bending, resistance to abrasion and cutting, resistance to crushing, resistance to stretching, and resistance to high temperatures and other environmental stressors. Slings have one, two, three, or four legs; or a continuous loop of webbing or wire rope. Legs are support branches that extend from a single point at the top of the sling to the item being lifted so the weight of the load is distributed evenly among the branches. Slings have eyes (loops) or alloy steel fittings on the ends.
A vertical lifting configuration connects a crane hook directly to a load with a single, vertical sling, usually by means of a hook. In a choker configuration, the sling wraps entirely around the load, and one loop passes through the other to form a slip noose, or choker. In a basket configuration, the sling passes under the load and both ends of the sling connect to the crane hook. Load capacity is the maximum weight to be lifted in a vertical configuration. The capacity in a choker configuration is approximately equal to the vertical capacity times 0.8. The capacity in a basket configuration, with sling ends at a 90-degree angle, is approximately equal to twice the vertical capacity. Load capacity in a basket configuration decreases if the angle of the sling is less than 90 degrees. For example, a sling with a capacity of 2,000 lb. in a vertical configuration will have an approximate capacity of (2,000)(0.8)=1,600 lb. in a choker configuration and an approximate capacity of (2,000)(2)=4,000 lb. in a basket configuration, if the sling ends are at a 90-degree angle to the load. A wire rope sling"s capacity in a basket configuration applies only when the configuration meets the sling"s minimum D/d ratio, which is the ratio of the diameter of the rope"s curve around the load (D) to the diameter of the sling (d). If the minimum D/d ratio is not met, the capacity of the sling is decreased.
LKING STEEL LIMITED Lifting Technologies manufactures lifting solutions including slings, cranes, and hoists. Founded in 1967, the company is headquartered in Shanghai, China.
B) if the 2legswire rope sling, the hanging points should be on both sides of the goods and the hooks are above the center of gravity of the suspended objects.
C) if it is three legs or four legs wire rope sling, the hanger must be proportioned on the plane around the cargo and the hook is located directly above the center of gravity of the suspended object.
We offer Wire Rope Sling that are mainly used for transporting and shifting of load.These are highly acclaimed for features like durability, hardness and tensile strength. The sling is used in construction, marine and automobile industry. The range is also customized as per specification of client.
Wire rope is often used in slings because of its strength, durability, abrasion resistance and ability to conform to the shape of the loads on which it is used. In addition, wire rope slings are able to lift hot materials.
Wire rope used in slings can be made of ropes with either Independent Wire Rope Core (IWRC) or a fiber-core. It should be noted that a sling manufactured with a fiber-core is usually more flexible but is less resistant to environmental damage. Conversely, a core that is made of a wire rope strand tends to have greater strength and is more resistant to heat damage.
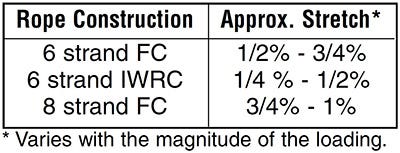
Wire rope may be manufactured using different rope lays. The lay of a wire rope describes the direction the wires and strands are twisted during the construction of the rope. Most wire rope is right lay, regular lay. This type of rope has the widest range of applications. Wire rope slings may be made of other wire rope lays at the recommendation of the sling manufacturer or a qualified person.
Wire rope slings are made from various grades of wire rope, but the most common grades in use are Extra Improved Plow Steel (EIPS) and Extra Extra Improved Plow Steel (EEIPS). These wire ropes are manufactured and tested in accordance with ASTM guidelines. If other grades of wire rope are used, use them in accordance with the manufacturer"s recommendations and guidance.
When selecting a wire rope sling to give the best service, consider four characteristics: strength, ability to bend without distortion, ability to withstand abrasive wear, and ability to withstand abuse.
Rated loads (capacities) for single-leg vertical, choker, basket hitches, and two-, three-, and four-leg bridle slings for specific grades of wire rope slings are as shown in Tables 7 through 15.
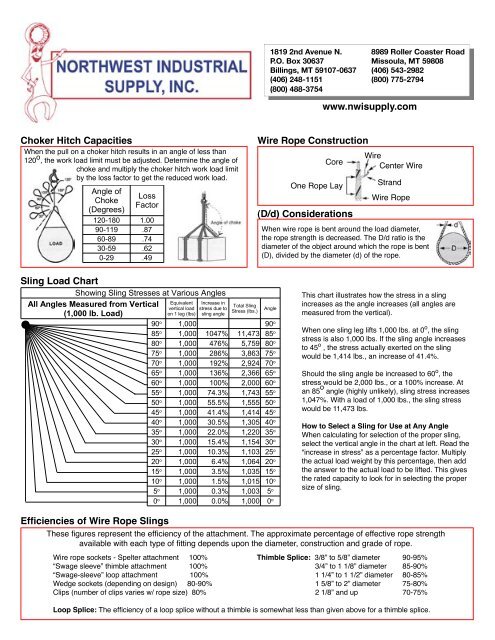
Rated loads for a sling in a choker hitch are the values shown in Table 7, 9, 11, 13, 14, or 15, provided that the angle of the choke is 120 degrees or more (Fig. 2). Use the values in Fig. 2 or those from the sling manufacturer or a qualified person for angles of choke less than 120 degrees.
Ensure that slings made of rope with 6×19 and 6x37 classifications and cable slings have a minimum clear length of rope 10 times the component rope diameter between splices, sleeves, or end fittings unless approved by a qualified person,
Ensure that braided slings have a minimum clear length of rope 40 times the component rope diameter between the loops or end fittings unless approved by a qualified person,
Ensure that grommets and endless slings have a minimum circumferential length of 96 times the body diameter of the grommet or endless sling unless approved by a qualified person, and
Perform welding of handles or other accessories to end attachments, except covers to thimbles, before assembly of the sling. Ensure that welded end attachments are proof tested by the manufacturer or a qualified person. Retain the certificates of proof test and make them available for examination.
Do not use wire rope clips to fabricate wire rope slings, except where the application precludes the use of prefabricated slings and where the sling is designed for the specific application by a qualified person,
Although OSHA"s sling standard does not require you to make and maintain records of inspections, the ASME standard contains provisions on inspection records.[3]
Use damaged slings only after they are repaired, reconditioned, and proof tested by the sling manufacturer or a qualified person using the following criteria:
Ensure that wire rope slings have suitable characteristics for the type of load, hitch, and environment in which they will be used and that they are not used with loads in excess of the rated load capacities described in the appropriate tables. When D/d ratios (Fig. 4) are smaller than those listed in the tables, consult the sling manufacturer. Follow other safe operating practices, including:
Ensure that multiple-leg slings are selected according to Tables 7 through 15 when used at the specific angles given in the tables. Ensure that operations at other angles are limited to the rated load of the next lower angle given in the tables or calculated by a qualified person,
When D/d ratios (see Fig. 6) smaller than those cited in the tables are necessary, ensure that the rated load of the sling is decreased. Consult the sling manufacturer for specific data or refer to the WRTB (Wire Rope Technical Board) Wire Rope Sling Users Manual, and
Ensure that all portions of the human body are kept away from the areas between the sling and the load and between the sling and the crane or hoist hook,
When using a basket hitch, ensure that the legs of the sling contain or support the load from the sides, above the center of gravity, so that the load remains under control,
Ensure that the load applied to the hook is centered in the base (bowl) of the hook to prevent point loading on the hook, unless the hook is designed for point loading,
Before initial use, ensure that all new swaged-socket, poured-socket, turnback-eye, mechanical joint grommets, and endless wire rope slings are proof tested by the sling manufacturer or a qualified person.
Permanently remove from service fiber-core wire rope slings of any grade if they are exposed to temperatures in excess of 180 degrees F (82 degrees C).
Follow the recommendations of the sling manufacturer when you use metallic-core wire rope slings of any grade at temperatures above 400 degrees F (204 degrees C) or below minus 40 degrees F (minus 40 degrees C).
These use a continuous loop of chain and a double chain wheel at the top with different number of pockets on the two sides. The lower "hook" wheel has grooves to ride on the chain but no pockets. As the chain is pulled around the inner load loop gets smaller or larger by the difference in the number of pockets on the chain wheel (the differential). As the lifting loop gets shorter the hand loop gets longer and vise versa. This is a bit of an inconvenience but the mechanism is as simple as they get.
These operate like the ratchet hoists above except a chain wheel and loop of hand chain turns the gearing. A brake holds the load and a ratchet prevents the brake from rotating one direction. The chainwheel rides on a screw that loosens the brake when the chain is pulled in the lowering direction. Most have planetary gearing on the brake wheel. Chain hoists are made with straight pulls and compound pulls up to 10 tons or more. Chain hoist are made in steel, portable aluminium housings, spark proof materials and corrosion resistant materials.
Chain hoists are durable and long lasting. The only regular maintenance is inspection, cleaning and lubricating. Chains should be kept clean and rust free. There are only a few bearing points that require oiling but these often require dismantling the hoist. Depending the use this should be done once a year or two. Since these devices have gears it is important to keep them sand and grit free. To clean the gears requires dismantling. Afterwards they should be greased with a tacky high pressure lube like Never Seize or gear grease.
Hoists that slip should be tagged "out of order" and repaired if possible. If not they should be scrapped. Chains that are worn, kinked or stretched should be replaced. Load chains have gently curved sides that when overloaded become straight and sometimes stiff to flex. Stretched, straightened chains should be scraped and replaced. Load chains on hoists that have been stretched will not run smoothly on their blocks. Snapping or popping chains are an indication of overloaded chains.
The Annual inspection may be performed with the hoist in its normal location and do not require the hoist to be dismantled. Covers and other items normally supplied to allow inspection of components should be opened or removed for these inspections.
6. Hand chain-operated hoists checked for evidence of worn, glazed, or oil-contaminated friction disks; worn pawls, cams, or ratchets; and corroded, stretched, or broken pawl springs in braking mechanism.
8. Presence of legible warning labels . 9. End connections load chains shall be checked for evidence of wear, corrosion, cracks, damage, or distortion.
Traditional European and North American load lifting equipment has always had significant safety factors. Most steel crane and hoist parts are rated to be loaded to a maximum of 10,000 PSI at 1.5 to 2 times the rated load. This allows almost all parts to be safely made of mild steel. But then the parts are often made of steels that have five to ten times the strength of mild steel thus having huge safety factors. These 15 to 20 to one safety factors are what allows load lifting equipment to snag or catch a dropping load and safely absorb the inertia of such over loading.
These safety factors should never be assumed or taken advantage of. The basic 1.5 rating is the amount of test load that is periodically put on industrial cranes to test them. Private owners and small shops should also periodically inspect and test their equipment to full or 1.5x capacity and record the test.
On our large 10 Ton crane a 30,000 pound test load was not often available but occasionally we would have large assemblies that we normally did not lift. We would take advantage of these occasions and carefully lift them a few inches, have folks in the shop witness the lift then carefully put the load down. One thing we would have to be wary of was that at test load conditions the crane bridge would deflect more than that 1/4" or less and the trolley would try to roll to the center of the beam.
The above applies to real honest industrial duty equipment. There is a LOT of imported junk on the market sold by the big discount tool houses. Many of these items have ZERO safety factor and are based on ultimate failure values rather than conservative engineering values. This means they break or fail without warning if overloaded. I"ve seen popular "2 ton" Taiwanese hoists that had chains 1/5th the size of American hoists with load brakes that could not support half the devices rated load. I"ve seen many hydraulic presses with frames advertising 30 TON capacity sporting 20 ton jacks that were clearly bent from overloading. I"ve also seen shop floor cranes with bent arms and faulty hydraulic cylinder valves that were difficult or nearly impossible to gently lower a load. None of these devices are built to conventional safety standards. They will not withstand common load tests and should be avoided at all costs.
Hoists can be hung statically using a loop of chain or shackle. Movable hoists are hung on a trolley. In either case the support method should be rated for the capacity of the hoist.
Trolleys should be hung on an appropriate beam. Crane or hoist beams are rated by deflection. Deflection should be 1/4" or less at the middle of the beam when fully loaded. This rule does two things. At 1/4" deflection trolleys do not roll down hill. At 1/4" deflection the strain on most beams is well within a safe range.
Calculating deflection can be daunting if you do not know how. You start with the beam specification (type, size, weight per unit length). Then look up the section modulas and plug it into the equations. Engineering handbooks have some of the data, the AISC Steel Construction manual has data on almost all beams as well as deflection formulas. Some engineering programs have the information as well.
Hanging hoists from wood is difficult to rate. Hanging hoists from roof trusses can be rated roughly by the roof rating but is NOT included in codes and this is NOT an engineering recommendation. Use at your own risk!
Low load utility building roofs are rated as low as 10 to 20 pounds per square foot. Standard structures are usually rated 30 to 40 pounds per square foot. Only in high snow load areas are roofs rated 50 to 50 pounds or more. If you take the area supported by a pair of trusses, say 20 by 4 feet, this is 80 square feet. Multiply by 20 and you have 1600 pounds. This is the total load those trusses may be expected to support including wind and snow. Add a third truss and you have 2400 pounds, a forth and its 3200 pounds. Your hoisting load should never be more than 50% of the rated load.
If you are hanging a shop monorail from wooden trusses the lower joist should be doubled up for at least 50% of the span or more. Gluing, nailing and bolting is recommended. A wooden beam in the trusses above the crane rail can help spread the load and add strength to the whole. If you are hanging a short steel beam a longer wood beam will help spread the load across more trusses. A bridge truss perpendicular to the roof trusses will increase the roof strength as well as spread the load.
Have you wondered why rigging experts always suggest a sling that has a significantly higher breaking strength than the actual weight of the load you are lifting? The manufacturers know that the rigging used in overhead applications need to have room for error. This is known as the Safety Factor.
Northern Strands manufactures wire rope slings rated up to 36,000 lbs and sells round synthetic slings that are rated up to 140,000 lb capacity. This capacity is the Working Load Limit of the sling, which is the maximum amount of weight or force that the sling"s user is allowed to put on the sling. Note: These slings do not break at the working load limit. These slings are designed with a safety factor of 5:1. This means that 5 times as much force as the working load limit has to be applied to the sling before it potentially fails. This means the wire rope slings have a Breaking Strength of up to 180,000 lbs and the round synthetic slings can withhold up to 700,000 lbs.
Wear - Working load limits are based on slings in brand new condition and a safety factor can help account for normal wear and tear until it is deemed unfit for further use.
Uneven loading - Slings are made up of either wires or fibers that must all share the weight of the load evenly. If any situation arises where the sling is bent or wrapped around an object, there is potential that some of the wires or fibers will be taking on a greater share of the load than others.
Visit Northern Strands website to use the sling tension calculator. The Northern Strands Sling Calculator has been designed to assist you in selecting slings with enough load carrying capacity for your lifting applications. It is your responsibility to assure that the slings you use are appropriate for your application. http://www.northernstrands.com/sling-calculator.aspx
Wire Rope Material: The lifting slings are made from independent wire rope core (IWRC) offering less stretch and resistance to crushing while maintaining sling flexibility. Wire rope slings are fabricated from extra improved plow steel (EIPS).
A low quality wire rope sling can cause injury and damage. A look-alike wire rope sling often found at lower prices is also often advertised to conform to the same safety standards (if at all). Be aware that it may refer to safety ratings in effect decades ago. So for example under the same safety standard a decade ago, a wire rope sling may be rated to 100% without proof load testing while today it may be 300% with proof load testing. Be assured that we only sell the highest quality wire rope slings and our advertised safety standards conform to the current ASME standards.
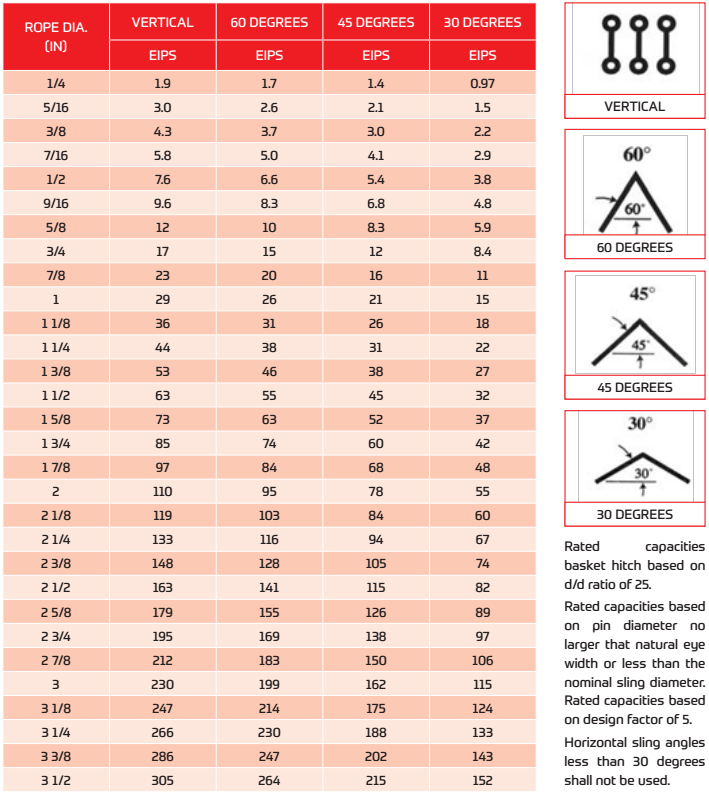
Working load limits (capacity) of the wire rope lifting slingsvary depending on the angle of use. The capacity is reduced as the angle of use declines. See drawing below how a 1,000 lbs sling capacity is reduced as the angle of use declines. The capacity of the sling is always highest at a 90 degree angle of use and smallest at an angle of 30 degrees (or less).
The chain sling has the advantage of being durable, very flexible and its length can be made adjustable. It will tolerate a wide range of temperatures; however, compared to other types, it is relatively expensive and, depending upon the grade of chain used, relatively heavy.
The wire rope sling is not quite as durable. The wire rope sling is not as flexible as chain but its greater stiffness can be an advantage if it has to be inserted through a small opening or beneath a load. However, when wrapped around a load, the wire rope sling often tends to deform permanently to the shape of the load. Wire rope suitable for slings comes in a variety of grades and constructions. In most cases looping back and securing the loop with a metal sleeve terminates the rope. This forms a loop or soft eye, the simplest form of sling end. Thimbles are used to support and protect the eye from abrasion. Wire rope is generally cheaper and lighter than chain which can be a plus, particularly for applications that require long sling lengths.
The nylon and polyester slings have the advantage of being lightweight in comparison to chain and wire rope slings. They are very flexible and relatively soft; therefore, they are suitable in applications were minimal damage to the load"s surface finish is important. The rope is made endless or terminated with an eye by means of a handmade splice. Similar to a wire rope sling, various terminal fittings are available. Without adequate protection, nylon and poly slings are susceptible to being severed when impinging on even a relatively moderate sharp edge.
Wire rope is often commonly referred to as cable; they are one in the same. Wire rope is composed of wires, strands, and a core. The basic unit is the wire, which is formed into strands. The strands are wound around the core. Various types of wire rope exist to meet a range of uses and operating conditions. These types are designated by the number of strands; the number, sizes and arrangement of the wires in each strand; and the way in which the wires and strands are wound, or laid, about each other.
Important characteristics of wire rope relate to the number and size of the outer wires. A small number of large outer wires result in better resistance to wear and corrosion. A large number of small wires result in better flexibility and resistance to fatigue.
The core acts as the axial member about which the strands are laid. Wire rope cores are made in two different forms. The one used most extensively is a wire rope of suitable size to serve as a core. It is called as independent wire rope core (IWRC). IWRC has increased tensile strength, offers less stretch, and is resistant to crushing; however, is less flexible. The other type is a wire strand core (WSC). This consists of a multiple-wire strand, and may be the same construction as the main rope strands.
Two grades of carbon steel wire are offered. The bulk of commercial wire rope lifting sling is made from improved plow steel (IPS) or extra improved plow steel (EIPS) which has a higher tensile strength.
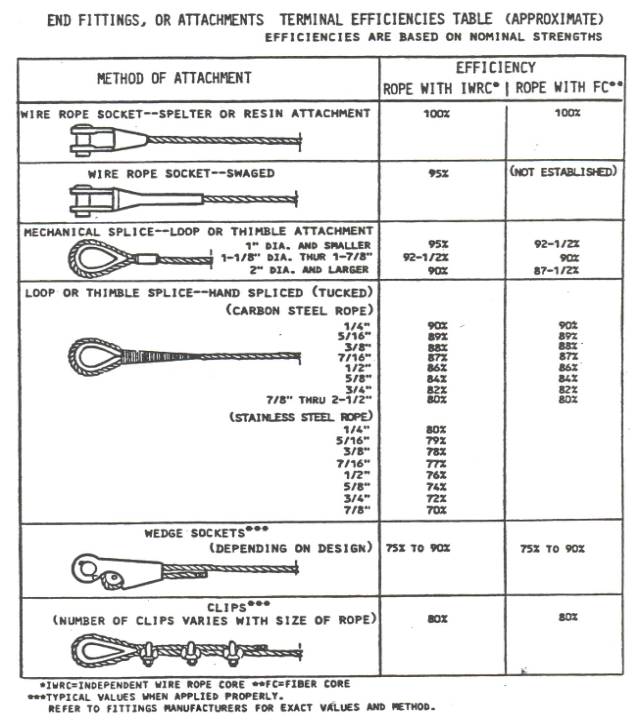
Hand Splicing: Because no metal sleeve is required to secure the eye in the hand spliced sling, it exhibits more flexibility than mechanically splice slings of equal diameter. They have a more narrow profile and therefore can fit through tight spaces. Without benefit of a metal sleeve, lifts must be limited to applications where the wire rope sling is restrained from rotation and possible unlaying of the sling body.
Mechanical Splicing:Mechanically spliced eyes do not suffer the limitations of hand splicing, are economical, and offer the highest rated capacity of any spliced wire rope sling. This wire rope sling is fabricated by unlaying the rope body into two parts, one containing half the number of strands, the other having the remaining strands and core. The rope is unlayed far enough back to allow the eye to be formed by looping one part in one direction and the other part in the opposite direction and laying the rope back together. The strands are rolled back around the rope body and a metal sleeve is slipped over the ends and pressed (or swaged) to secure the ends to the body of the wire rope sling.

Original equipment wire rope and replacement wire rope must be selected and installed in accordance with the requirements of this section. Selection of replacement wire rope must be in accordance with the recommendations of the wire rope manufacturer, the equipment manufacturer, or a qualified person.
Wire rope design criteria: Wire rope (other than rotation resistant rope) must comply with either Option (1) or Option (2) of this section, as follows:
Option (1). Wire rope must comply with section 5-1.7.1 of ASME B30.5-2004 (incorporated by reference, see § 1926.6) except that section"s paragraph (c) must not apply.
Option (2). Wire rope must be designed to have, in relation to the equipment"s rated capacity, a sufficient minimum breaking force and design factor so that compliance with the applicable inspection provisions in § 1926.1413 will be an effective means of preventing sudden rope failure.
Type I rotation resistant wire rope ("Type I"). Type I rotation resistant rope is stranded rope constructed to have little or no tendency to rotate or, if guided, transmits little or no torque. It has at least 15 outer strands and comprises an assembly of at least three layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type II rotation resistant wire rope ("Type II"). Type II rotation resistant rope is stranded rope constructed to have significant resistance to rotation. It has at least 10 outer strands and comprises an assembly of two or more layers of strands laid helically over a center in two or three operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type III rotation resistant wire rope ("Type III"). Type III rotation resistant rope is stranded rope constructed to have limited resistance to rotation. It has no more than nine outer strands, and comprises an assembly of two layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type I must have an operating design factor of no less than 5, except where the wire rope manufacturer and the equipment manufacturer approves the design factor, in writing.
When Types II and III with an operating design factor of less than 5 are used (for non-duty cycle, non-repetitive lifts), the following requirements must be met for each lifting operation:
A qualified person must inspect the rope in accordance with § 1926.1413(a). The rope must be used only if the qualified person determines that there are no deficiencies constituting a hazard. In making this determination, more than one broken wire in any one rope lay must be considered a hazard.
Each lift made under § 1926.1414(e)(3) must be recorded in the monthly and annual inspection documents. Such prior uses must be considered by the qualified person in determining whether to use the rope again.
Rotation resistant ropes may be used as boom hoist reeving when load hoists are used as boom hoists for attachments such as luffing attachments or boom and mast attachment systems. Under these conditions, all of the following requirements must be met:
The requirements in ASME B30.5-2004 sections 5-1.3.2(a), (a)(2) through (a)(4), (b) and (d) (incorporated by reference, see § 1926.6) except that the minimum pitch diameter for sheaves used in multiple rope reeving is 18 times the nominal diameter of the rope used (instead of the value of 16 specified in section 5-1.3.2(d)).
The operating design factor for these ropes must be the total minimum breaking force of all parts of rope in the system divided by the load imposed on the rope system when supporting the static weights of the structure and the load within the equipment"s rated capacity.
Wire rope clips used in conjunction with wedge sockets must be attached to the unloaded dead end of the rope only, except that the use of devices specifically designed for dead-ending rope in a wedge socket is permitted.
Prior to cutting a wire rope, seizings must be placed on each side of the point to be cut. The length and number of seizings must be in accordance with the wire rope manufacturer"s instructions.



 8613371530291
8613371530291