
what is breaking strength of wire rope brands
Rope strength is a misunderstood metric. One boater will talk about tensile strength, while the other will talk about working load. Both of these are important measurements, and it’s worth learning how to measure and understand them. Each of these measurements has different uses, and here we’re going to give a brief overview of what’s what. Here’s all you need to know about rope strength.
Each type of line, natural fiber, synthetic and wire rope, have different breaking strengths and safe working loads. Natural breaking strength of manila line is the standard against which other lines are compared. Synthetic lines have been assigned “comparison factors” against which they are compared to manila line. The basic breaking strength factor for manila line is found by multiplying the square of the circumference of the line by 900 lbs.
When you purchase line you will buy it by its diameter. However, for purposes of the USCG license exams, all lines must be measured by circumference. To convert use the following formula.
As an example, if you had a piece of ½” manila line and wanted to find the breaking strength, you would first calculate the circumference. (.5 X 3.14 = 1.57) Then using the formula above:
To calculate the breaking strength of synthetic lines you need to add one more factor. As mentioned above, a comparison factor has been developed to compare the breaking strength of synthetics over manila. Since synthetics are stronger than manila an additional multiplication step is added to the formula above.
Using the example above, letÂ’s find the breaking strength of a piece of ½” nylon line. First, convert the diameter to the circumference as we did above and then write the formula including the extra comparison factor step.
Knots and splices will reduce the breaking strength of a line by as much as 50 to 60 percent. The weakest point in the line is the knot or slice. However, a splice is stronger than a knot.
Just being able to calculate breaking strength doesn’t give one a safety margin. The breaking strength formula was developed on the average breaking strength of a new line under laboratory conditions. Without straining the line until it parts, you don’t know if that particular piece of line was above average or below average. For more information, we have discussed the safe working load of ropes made of different materials in this article here.
It’s very important to understand the fundamental differences between the tensile strength of a rope, and a rope’s working load. Both terms refer to rope strength but they’re not the same measurement.
A rope’s tensile strength is the measure of a brand-new rope’s breaking point tested under strict laboratory-controlled conditions. These tests are done by incrementally increasing the load that a rope is expected to carry, until the rope breaks. Rather than adding weight to a line, the test is performed by wrapping the rope around two capstans that slowly turn the rope, adding increasing tension until the rope fails. This test will be repeated on numerous ropes, and an average will be taken. Note that all of these tests will use the ASTM test method D-6268.
The average number will be quoted as the rope’s tensile strength. However, a manufacturer may also test a rope’s minimum tensile strength. This number is often used instead. A rope’s minimum tensile strength is calculated in the same way, but it takes the average strength rating and reduces it by 20%.
A rope’s working load is a different measurement altogether. It’s determined by taking the tensile strength rating and dividing it accordingly, making a figure that’s more in-line with an appropriate maximum load, taking factors such as construction, weave, and rope longevity into the mix as well. A large number of variables will determine the maximum working load of a rope, including the age and condition of the rope too. It’s a complicated equation (as demonstrated above) and if math isn’t your strong point, it’s best left to professionals.
However, if you want to make an educated guess at the recommended working load of a rope, it usually falls between 15% and 25% of the line’s tensile strength rating. It’s a lotlower than you’d think. There are some exceptions, and different construction methods yield different results. For example, a Nylon rope braided with certain fibers may have a stronger working load than a rope twisted out of natural fibers.
For safety purposes, always refer to the information issued by your rope’s manufacturer, and pay close attention to the working load and don’t exceed it. Safety first! Always.
If you’re a regular sailor, climber, or arborist, or just have a keen interest in knot-tying, be warned! Every knot that you tie will reduce your rope’s overall tensile strength. Some knots aren’t particularly damaging, while others can be devastating. A good rule of thumb is to accept the fact that a tied knot will reduce your rope’s tensile strength by around 50%. That’s an extreme figure, sure, but when it comes to hauling critical loads, why take chances?
Knots are unavoidable: they’re useful, practical, and strong. Splices are the same. They both degrade a rope’s strength. They do this because a slight distortion of a rope will cause certain parts of the rope (namely the outer strands) to carry more weight than others (the inner strand). In some cases, the outer strands end up carrying all the weight while the inner strands carry none of it! This isn’t ideal, as you can imagine.
Some knots cause certain fibers to become compressed, and others stretched. When combined together, all of these issues can have a substantial effect on a rope’s ability to carry loads.
Naturally, it’s not always as drastic as strength loss of 50% or more. Some knots aren’t that damaging, some loads aren’t significant enough to cause stress, and some rope materials, such as polypropylene, Dyneema, and other modern fibers, are more resilient than others. Just keep in mind that any knots or splices will reduce your rope’s operations life span. And that’s before we talk about other factors such as the weather or your rope care regime…
Although Westech Rigging Supply strives to manufacture and sell the highest quality rigging and safety gear, use of the gear is dangerous if not used correctly by competent trained professionals. Westech Rigging Supply disclaims any liability resulting from the misuse of its rigging and safety gear. Please take a moment to more thoroughly review our disclaimer.
Westech Rigging Supply rigging and safety gear is only intended to be used by competent trained professionals. Misuse of the rigging and safety gear can result in serious injury up to and including loss of life. As such, Westech Rigging Supply disclaims liability for any misuse or incorrect product selection by our customers.
Rigging and safety gear purchased from Westech Rigging Supply should be used in strict accordance with all industry and OSHA standards. At no time should rigging or safety gear be used beyond its certified load ratings (aka Working Load Limits). Normal wear and tear should be expected with use of rigging and safety gear; therefore, all gear should be thoroughly inspected before each and every use. Worn or unsafe rigging and safety gear should never be used.

Manufacturing companies choose to use Dyneema rope over steel wire rope for heavy lifting applications such as heavy lift slings, crane rope, and other rigging operations because Dyneema rope:
Dyneema fiber rope is made from Ultra-High Molecular Weight Polyethylene (UHMWPE) fiber. Dyneema 12 strand rope is a common Dyneema fibered rope used for heavy-duty rigging applications. USA Rope & Recovery manufactures several different types of Dyneema fiber rope including the popular 12 Strand, and 24 Strand ropes, as well as others. No matter the application, USA Rope provides strong, durable, and efficient rope for the marine, arborist, nautical, off-roading, and other manufacturing industries.
More times than not, Dyneema fiber rope and steel wire rope are compared by most manufacturing companies–likeThe Rigging Company–for certain maritime, mooring, and towing rope applications. Pound for pound, Dyneema fiber rope is up to 15 times stronger than steel and up to 40% stronger than aramid fibers–otherwise known as Kevlar rope. The high-performance strength and low weight of Dyneema rope ensures that it is safer to use than steel wire rope. Ideally, Manufacturing companies want a rope that can withstand tremendous weight while being light enough to move, use, and work with when needed. Traditionally, steel wire rope is used for heavy-duty maritime, rigging, and mooring rope applications. Although steel wire rope is known for being used for heavy-duty rigging, the disadvantage is the serious risks that come from its heavy-weight and uneven breakage behavior. When a steel wire rope breaks, the combination of the enormous energy and incredible force causes unpredictable recoil. This unpredictable recoil comes from how wire rope is coiled. Essentially, wire rope is several strands of metal wire twisted into a helix, forming a composite rope. When breakage occurs, the helix formed rope unravels, creating a snaking behavior which can cause sharp edges of the broken strands to release at a dangerous force. The lack of strength compared to Dyneema rope shows that steel wire rope is more susceptible to breaking. This can increase risk factors for manufacturing companies that use steel wire rope for rigging, mooring, and heavy duty lifting.
For example, when comparing a ⅜ inch 12 Strand Dyneema rope to a ⅜ inch steel wire rope, the 12 strand Dyneema rope is significantly stronger and presents safer breaking characteristics. The ⅜ inch steel wire rope withstands a load of 14,478 pounds. As the video shows, even in the event of a partial rupture, the steel wire ropes higher mass and recoil provides a greater risk over 12 Strand Dyneema rope. With a ⅜ inch 12 Strand Dyneema rope, it can withstand 18,857 pounds. With the Dyneema fibers low mass and recoil, it reduces the risks for manufacturing companies using rigging rope for heavy-duty lifting applications.
Dyneema is 7 times lighter than steel wire rope at the same strength. In the event of a break, the recoil force is considerably less. Furthermore, the different construction of a Dyneema rope shows a linear recoil without any snaking behavior. This is due to the fact that Dyneema rope is manufactured from UHMWPE, which is comprised of extremely long chains of polyethylene oriented in the same direction, resulting in an overlapping effect. The overlapping of the UHMWPE increases the bond of the chains and thereby strengthens the Dyneema fiber. Dyneema rope offers durable characteristics that can withstand an immense amount of strength while having very little weight to the rope. Because Dyneema fiber is lighter and has a lesser impact when breakage occurs, choosing Dyneema rope over steel wire rope is the safer choice for manufacturing companies working with heavy lifting and below the hook rigging applications for the industrial, nautical, and arborist industries.
When choosing the best rope for any maritime, mooring, towing, or heavy-duty lifting application, choose a rope that can withstand extremely heavy loads and has a long enough lifetime to handle external factors in the nautical, industrial, or arborist industry. In order to decide which rope is best for the job, there are four main challenges that rigging, heavy-duty lifting, mooring, and towing ropes need to overcome:
Dyneema rope is the only high modulus synthetic fiber that has been scientifically engineered–from Ultra-High Molecular Weight Polyethylene (UHMWPE)–to overcome all four of these challenges. Dyneema is the world’s strongest fiber producing ropes that are 15 times stronger than steel wire ropes of the same weight and has become one the most trusted fiber ropes over generic HMPE ropes and steel cable wire ropes for all rigging, maritime, mooring, and towing rope applications.
Manufacturing companies that work with maritime and mooring applications need a durable rigging rope to withstand the constant pulling that comes from the rope running through fairleads and over capstans. Also, in heavy-duty lifting and towing applications, ropes come in contact with rough surfaces such as chocks and the vessel’s deck. These applications can potentially provide severe abrasions to the ropes and degrade the exposed fibers, eventually breaking them. Choosing a Dyneema fibered rope provides manufacturers with a durable, lightweight rope that carries an abrasion lifetime that is four times longer than steel wire rope and rope made with regular HMPE and polyester. With Dyneema’s extended abrasion lifetime, manufacturers are choosing Dyneema rope over steel wire rope for all mooring, towing, maritime, and heavy-duty lifting applications throughout the nautical, arborist, and industrial industries.
Bending fatigue occurs every time a rope flexes under tension. For heavy-duty lifting applications, rope experiences potential bending-fatigue every time something needs to be moved. For example, when a steel beam manufacturer has completed a 15-ton custom-made beam for a military-grade application, the finished product needs to be moved onto a truck for shipment. Rigging ropes are then attached to a crane to then lift, move and place the steel beam from the warehouse to the truck. This can wear out the rope. Another example is when the rope runs over fairleads and pedestals in maritime and mooring applications. This stresses the fiber both inside and outside of the rope causing bending fatigue and decreases the useful life of the rope. Certain conditions in towing and mooring applications can also lead to compression fatigue. This happens when ropes become slack during services and the fibers compress. Due to the molecular properties (UHMWPE) engineered to make Dyneema fiber– and its extremely long chains of polyethylene oriented in the same direction–threats of compression and bending fatigue are far less over other synthetic fibers and steel wire ropes.
In all rigging applications, synthetic ropes elongate when over a long period of time when loaded in higher temperatures–commonly referred to as creep. Creep is irreversible and when combined with abrasions or other risks, it can lead to rope failure. With regular HMPE rope, in heavy-duty lifting and towing applications where high loads and high temperatures are constantly a factor, the creep process can accelerate. This can be a major risk for ropes made from generic HMPE. In contrast, Dyneema rope has up to four times longer creep lifetime. When comparing Dyneema fiber to Spectra, another synthetic fiber rope, under 122 degrees Fahrenheit and 600 MPa load, Dyneema rope has a significantly longer creep lifetime than Spectra fiber rope.
eAfter comparing Dyneema rope to steel wire rope–a ⅜ inch 12 Strand Dyneema rope to a ⅜ inch steel wire rope–there is a guarantee that Dyneema rope is 15 times stronger and better at dealing with abrasions over steel wire rope. For manufacturing companies, Dyneema rope is also considered to be superior to Nylon rope due to Dyneema fiber having low ability to stretch, is UV resistant, and possesses an immense amount of strength. USA Rope properly manufactures Dyneema fibered ropes that are synthetically engineered to uphold incredible weight while enduring constant friction for application uses involving heavy-duty lifting, crane rope support, and below the hook rigging.
Understanding that Dyneema fiber rope is better used for manufacturing companies over steel wire rope, USA Rope & Recovery works hard to manufacture the highest quality rope by using top-of-the-line supplies from across the USA. Dedicating time and effort to finding the next best and technologically advanced products in the market is our main goal at USA Rope in order to help our customers gain the best competitive advantage in their respective field. USA Rope & Recovery also manufactures additional ropes including Spectra, Nylon, Polyester, Polypro, and Kevlar (Aramid) fiber ropes. No matter the application, USA Rope is a leader in custom rope manufacturing for industries including nautical, industrial, arborist, and marine.
In general, running rigging should be replaced whenever it shows visible signs of damage – core hemorrhaged through the cover, several broken strands close together, “rot” from UV exposure, or green and stiff from disuse. There’s a rule of thumb, but it varies rigger to rigger. The Rule of thumb says to replace all rigging hardware every 5-10 years. However, depending on how much everyday usage, weight, and environmental factors the rigging ropes take on can make the rule of thumb shorter or longer.
There are multiple different types of synthetic winch lines available today, many of them are made from Dyneema fibers, while others are made fromPolyester,Nylon,Spectra, orKevlar. Each fiber has benefits and disadvantages and can be chosen depending on your unique application. Spectra is similar to Dyneema fiber but is not as strong or as durable. Because of its strength and durability, Dyneema is the premier synthetic fiber for winching applications.
As a wire rope is used, the outer wires wear through abrasion and so the rope suffers loss of cross-sectional area – this obviously reduces the breaking strength of the wire rope. Resistance to abrasive wear is therefore an important property of a wire rope.
Abrasion resistance is directly related to the design of the rope, in particular the design of the strands of the rope. In general, ropes with fewer larger wires will be more abrasion resistant than a similar rope made up of smaller wires – a 6 x 19 rope will therefore be more abrasion resistant than a 6 x 36 rope.
In a later article in this technical series we will discuss fatigue resistance in great detail but for the purposes of this discussion, we must recognise that a cyclic stress reversal occurs when a body is subjected to alternating tensile and compressive loads.
In a drilling operation, wire ropes run through sheaves constantly and so are constantly subjected to alternating tensile and compressive loads – i.e. cyclic stress reversals.
Figure 1 illustrates a wire rope bending over a sheave. It is clear that the outer parts of the rope running over the sheave are in tension and the inner parts of the rope running over the sheave are in compression and as the rope moves over the sheave these stresses reverse.
It should be obvious that the smaller the diameter of the sheave the greater the magnitude (amplitude) of the stress reversal and so the more rapidly fatigue will occur in the rope.
Wire ropes experience external forces that will tend to alter or distort the shape of the rope. Crushing prevents wires and strands moving easily over one another during normal operation and this can lead to accelerated wear and reduced rope life.

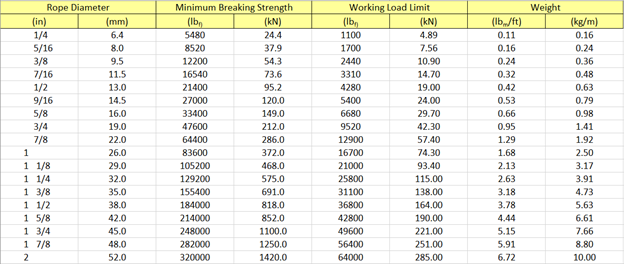
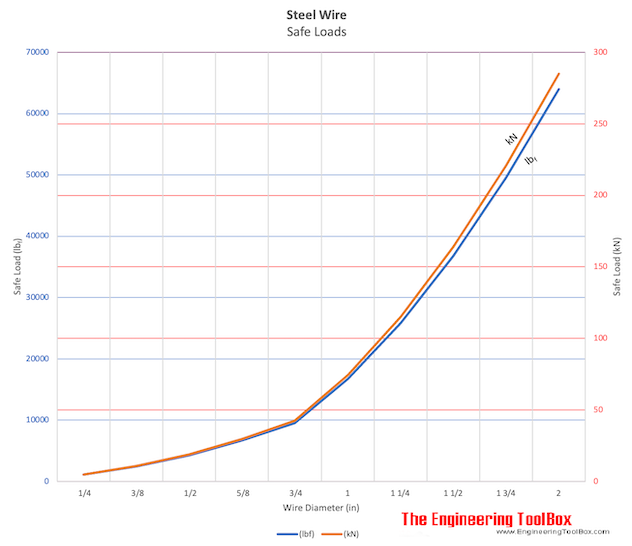
Wire rope strength in the United States is typically shown in tons of 2,000 lbs. The wire rope strength is shown as minimum breaking force (MBF). This is a calculated strength that has been accepted by the wire rope industry. When tested on a tensile machine, a new rope will break at a value equal to- or higher than – the minimum breaking force shown for that rope. The published values apply to new, unused rope. A rope should never operate at – or near- the minimum breaking force. The minimum breaking force of the rope must be divided by the design factor required for the application to determine the maximum load allowed on the rope. During its useful life, a rope loses strength gradually due to natural causes such as surface wear and metal fatigue.
Fatigue resistance involves fatigue of the wire used to make up a rope. To have high fatigue resistance, wires must be capable of bending repeatedly under stress – for example, as a loaded rope passes over a sheave during operation. Increased fatigues resistance is achieved in a rope design by using a large number of wires. It involves both the wire properties and rope construction. In general, a rope made of many wires will have greater fatigue resistance than a same – size rope made of fewer, larger wires because smaller wires have a greater ability to bend as a rope passes over a sheave or around drums. To overcome the effects of fatigue, ropes must never bend over sheaves or drums with a diameter so small as to bend wires excessively. Standard for specific applications contain requirements for minimum sheave and drum sizes. Every rope is subject to metal fatigue from bending stress while in operation, and therefore the rope’s strength gradually diminishes as the rope is used.
Crushing is the effect of external pressure on a rope, which damages it by distorting the cross-section shape of the rope, its strands or core -or all three. Crushing resistance therefore is a rope’s ability to withstand or resist external forces, and is a term generally used to express comparison between ropes. When a rope is damaged by crushing, the wires, strands and core are prevented from moving and adjusting normally during operation. In general, IWRC ropes are more crush
resistant than fiber core ropes. Regular lay ropes are more crush resistant than lang lay ropes. 6-strand ropes have greater crush resistance than 8-strand ropes or 19-strand ropes. Compacted strand ropes are more resistant than standard round-strand ropes.
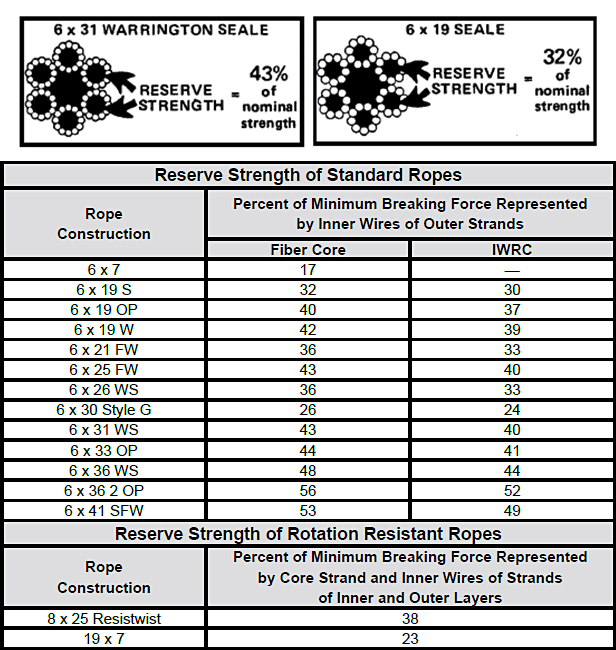
When a load is placed on a rope, torque is created within the rope as wires and strands try to straighten out. This is normal and the rope is designed to operate with this load-induced torque. However, this torque can cause both single part and multiple part hoisting systems to rotate. Load induced torque can be reduced by specially designed ropes. In standard 6 and 8- strand ropes, the torques produced by the outer strands and the IWRC are in the same direction and add together. In rotation-resistant ropes, the lay of the outer strands is in the opposite direction to the lay of the inner strands, thus the torques produced are in opposite directions and the torques subtract from each other.
Wire rope manufacturers produce their products in order to provide a high load capacity, versatile alternative to weaker ropes like manila rope or hemp rope. Wire rope products are used for a wide variety of motion transmission applications, among them: lifting, baling, tie down, hoisting, hauling, towing, mooring, anchoring, rigging, cargo control, guidance and counterbalance. They can also be used as railing, fencing and guardrailing.
Wire rope is a must-have for many heavy duty industrial applications. From mining to forestry to marine and beyond, there’s wire rope for almost every job. Some of the many industries in which wire rope is popular include: construction, agriculture, marine, industrial manufacturing, fitness, sports and recreation (plastic coated cables for outdoor playground equipment and sports equipment), electronics, theater (black powder coated cables for stage rigging), mining, gas and oil, transportation, security, healthcare and consumer goods.
Wire rope as we know it was invented just under 200 years ago, between 1831 and 1834. At that time, the goal was to create a rope strong enough to support work in the mines of the Harz Mountains. Invented by Wilhelm Albert, a German mining engineer, this wire rope consisted on four three-stranded wires. It was much stronger than older rope varieties, such as manila rope, hemp rope and metal chain rope.
While studying at Freiburg School of Mines, a man named L.D.B. Gordon visited the mines in the Harz Mountains, where he met Albert. After he left, Gordon wrote to his friend Robert Stirling Newall, urging him to create a machine for manufacturing wire ropes. Newall, of Dundee, Scotland, did just that, designing a wire rope machine that made wire ropes with four strands, consisting of four wires each. After Gordon returned to Dundee, he and Newall, along with Charles Liddell, formed R.S. Newall and Company. In 1840, Newall received a patent for “certain improvements in wire rope and the machinery for making such rope.”
In 1841, an American manufacturer named John A. Roebling began producing wire rope for suspension bridges. Soon after, another set of Americans, Josiah White and Erskine Hazard, started incorporating wire rope into coal mining and railroad projects, forming Lehigh Coal & Navigation Company (LC&N Co.). In 1848, wire rope from their wire rope factory in Mauch Chunk, Pennsylvania provided the lift cables needed to complete the Ashley Planes Project. This project sought to improve the performance and appearance of the freight railroad that ran through Ashley, Pennsylvania, by adding lift cables. This increased tourism and increased the railroad’s coal capacity. Before, cars took almost four hours to return; after, they took less than 20 minutes.
Wire rope likewise changed the landscape (again) in Germany, in 1874, when an engineering firm called Adolf Bleichert & Co. used wire rope to build Bi-cable aerial tramways. These allowed them to mine the Ruhr Valley. Several years later, they also used wire rope to build tramways for the German Imperial Army and the Wehrmacht. These tramways were wildly successful, opening up roads in Germany and all over Europe and the USA.
Since the 1800s, manufacturers and engineers have found ways to improve wire rope, through stronger materials and material treatments, such as galvanization, and different rope configurations. Today, wire rope makes possible many heavy industrial processes. It has become a necessity of the modern world.
Strands are made by tightly twisting or braiding individual wire together. One strand could have anywhere between two and several dozen wire filaments depending on the necessary strength, flexibility, and weight capacity.
One of the most dynamic elements of wire cables is the inner core. The strands are wrapped around the core, and it can be made of different metals, fibers, or even impregnated fiber materials. For heavy applications, cores are often made of a different strand of wire called an independent wire rope core (IWRC). An IWRC has a considerable amount of flexibility and it is still very strong. In fact, at least 7.5% of the strength increase in a wire rope can be attributed to an IWRC.
While they sometimes use other metals, like aluminum, nickel, copper, titanium, and even bronze for some applications, manufacturers primarily produce wire rope from steel. This is because steel is very strong and stretchable. Among the most common types they use are: galvanized wire, bright wire, stainless steel and cold drawn steel.
Of the wire rope steels, cold drawn carbon steel wire is most popular, although stainless steel wire rope is sometimes employed as well. Stainless steel rope is most popular for its anti-corrosive properties. Bright wire rope, a type of ungalvanized steel wire rope, is also popular. For added strength and durability, galvanized steel wire rope/galvanized steel cables are a very popular choice. Galvanized aircraft cable, for example, is always a must in aerospace.
When choosing or designing a custom wire rope for your application, suppliers consider factors such as: the environment in which the rope will function, required rust resistance, required flexibility, temperature resistance, required breaking strength and wire rope diameter. To accommodate your needs, manufacturers can do special things like: make your rope rotation resistant, color code your rope, or add a corrosion resistant coating. For instance, sometimes they specially treat and coat a cable with plastic or some other compound for added protection. This is particularly important to prevent fraying if the wire rope is often in motion on a pulley.
Manufacturers and distributors identify the differences in wire cable by listing the number of strands and the amount of wires per strand so that anyone that orders understand the strength of the cable. Sometimes they are also categorized by their length or pitch. Common examples of this include: 6 x 19, 6 x 25, 19 x 7, 7 x 19, 7 x 7, 6 x 26 and 6 x 36.
More complex wire rope identification codes connote information like core type, weight limit and more. Any additional hardware like connectors, fasteners, pulleys and fittings are usually listed in the same area to show varying strengths and degrees of fray prevention.
Cable wire rope is a heavy-duty wire rope. To give it its high strength, manufacturers construct it using several individual filaments that are twisted in strands and helically wrapped around the core. A very common example of cable wire rope is steel cable.
Spiral rope is made up an assemblage of wires with round or curved strands. The assemblage features at least one outer layer cord pointed in the opposite direction of the wire. The big advantage of spiral ropes is the fact that they block moisture, water and pollutants from entering the interior of the rope.
Similarly, stranded rope steel wire is made up of an assemblage of spirally wound strands. Unlike spiral rope, though, its wire patterns have crisscrossing layers. These layers create an exceptionally strong rope. Stranded rope may have one of three core material types: wire rope, wire strand or fiber.
Wire rope chain, like all chains, is made up of a series of links. Because it is not solid, wire rope chain is quite flexible. At the same time, it is prone to mechanical failure.
Wire rope slings are made from improved plow wire steel, a strong steel wire that offers superior return loop slings and better security. The plow wire steel also shields rope at its connection points, which extends its working life. Wire rope slings, in general, provide their applications with increased safety, capacity and performance. Wire rope sling is a rope category that encompasses a wide range of sub-products, such as permaloc rope sling, permaloc bridle slings and endless slings. These and other wire rope slings may be accompanied by a wide variety of sling terminations, such as thimbles, chokers and hooks.
Wire rope offers its user many advantages. First, design of even distribution of weight among strands makes it ideal for lifting extremely heavy loads. Second, wire rope is extremely durable and, when matched properly to the application, can withstand great stress and elements like corrosion and abrasion. In addition, it is very versatile. Its many iterations and the ways in which the rope can treated means that users can get rope custom fit for virtually any application.
Depending on the type of wire rope with which you are working and your application, you may want to invest in different accessories. Among these accessories are: wire rope clips, steel carabiners, fittings, fasteners and connections.
To ensure that your wire rope quality remains high, you must regularly inspect them for wear and degradation. The right wire rope should be selected for a particular use. Watch out for performance-impacting damage like: rust, fraying and kinks. To make sure that they stay in tip-top shape, you should also clean and lubricate them as needed. Check for this need as a part of your regular inspection.
Rope care is about more than inspection. It’s also about making an effort to use and store them properly every time you use them. For example, never exceed your rope’s rated load and breaking strength. Doing so will not only cause the weakening of your cable, but it may even cause immediate breakage. In addition, always store your wire rope cable in a dry and warm area, away from those elements that could cause premature rusting or other damage. Finally, always carefully wind your wire rope when you’re done with it, so as to avoid kinks. If you follow all these tips and treat your wire rope assemblies well, they will reward you with a long and productive service life.
Always make sure that you purchase wire rope that matches your industry and regional standards. Some of the most widely referenced standards organizations for wire rope include: ISO, ASTM International and OSHA. Talk over your specifications and application with your wire rope supplier to figure out what’s best for you.
If you’re in the market for a wire rope or a wire rope assembly, the best way to know you’re getting something that will both perform well and be safe if by working with a vetted professional. Find one among the list we’ve provided on this page. Check out their profiles to get an idea of the services and products they offer. Pick out three or four to whom you’d like to speak, and reach out. Talk to them about your specifications, standard requirements and budget. Ask about lead times and delivery options. Once you’ve spoken with all of them, compare and contrast their answers. You’ll know you’ve found the one when you talk to a wire rope company that is willing to go above and beyond for your satisfaction.
When it comes to choosing the right wire rope, you need to ensure you choose the materials best suited to meet your application’s needs, while also being sensitive to budget. This requires working with the right stainless steel wire supplier that meets ISO 9001 requirements. Stainless steel wire rope manufacturers like Carl Stahl Sava Industries know that it is cost-effective, strong, durable, corrosion-resistant, and heat resistant. This makes stainless steel among the more popular cable rope materials that Sava works with precisely due to its wide range of applications and affordability.
Stainless steel wire rope suppliers often recommend it over other cable construction materials because of its cost-effectiveness. But what’s interesting about stainless steel stranded wire is that its affordability, as compared with more expensive alternatives like tungsten for example is rooted in its low maintenance, longevity, availability and ease of use and installation. Therefore the material’s mechanical malleability, including its lifespan, combined with how readily available it is, makes stainless steel ideal in many use cases.
As a stainless steel wire rope supplier & manufacturerSava typically works with industry-standard stainless steel, such as 303, 304 and 316 stainless steel. However, we can work with any stainless steel a customer needs,and through our stainless steel wire fabrication process we provide a product other wire rope manufacturers, suppliers, and stainless steel wire rope factories cannot. We are a wire rope supplier of over-the-counter stainless steel cable and manufacture an entire family of cable fittings to create your custom cable assembly.
Another reason stainless steel is an industry-standard is because of stainless steel wire rope’sstrength and durability. It is an exceptionally strong wire.
For example, Grade 301 and 304 stainless steel possesses a tensile strength of up to 1300 MPa in strip and wire forms. Galvanized steel, with a tensile strength of up to 550 MPa, comparatively, makes stainless steel remarkably strong.
Consequently, stainless steel has a long lifespan, although not as long as tungsten due to the latter’s tolerance of more intense temperatures. Even so, stainless steel is effective in a wide range of applications over many cycles, making it ideal across many applications.
As mentioned, tungsten is preferable in extremely hot environments that require a long life span, because it heats up quickly but dissipates the heat equally as fast. However, stainless steel can perform at these same levels of extreme heat and at a lower cost, but over less cycles. But that it doesn’t last as long as tungsten under extreme conditions doesn’t rule it out. For instance, if you have an operation that needs a high lifecycle, but it’s not being used as frequently, stainless steel mechanical cable might be perfect. If cycles are less frequent, then it’s possible stainless steel will last as long as the application requires and again, under the same hostile temperatures that gives tungsten all the glory.
So, while tungsten certainly has its benefits, stainless steel mechanical cable is a strong alternative that will provide similar, if not the same, results for most applications.
Another feature that makes stainless steel cable advantageous is that it’s easy to work with, compared to other materials. It is very easily formed, especially in the small-diameter wires inside the cable as well. What’s more, stainless steel mechanical cable is also easy to lay into the appropriate shape when stranded.
When the stainless steel cable is manufactured with a nitinol core, the results possess seemingly magical easy-to-use properties. Known as a memory alloy, nitinol “remembers,” so-to-speak, the shape it was in, allowing the stainless steel cable housing the nitinol core wire to traverse winding and twisting pathways like arteries and other narrow vessels. In such surgical applications, this nitinol core wire is the center of the stranded cable otherwise comprised of stainless steel. So when paired with nitinol, stainless steel cable becomes a flexible, memory-based solution for a wide array of medical devices that use medical cable assemblies, and medical grade stainless steel wire. But as nitinol is not used to comprise the entire stranded cable used in these elegant medical devices, stainless steel remains the best material to work with when bending is critical, but cost is equally important.
If your application requires sensitivity to corrosion, such as weather or water, salt or otherwise, stainless steel cable is an excellent choice. The material’s tolerance of harsh environmental conditions ensures the cable can take a beating over a long period of time by moisture. Comparatively speaking, galvanized steel, another steel cable Sava manufacturers, is vulnerable to applications where corrosive variables are present, like marine or submerged saltwater uses.
If you are looking for a stainless steel cable supplier and manufacturer, our USA based manufacturing team can help you decide which stainless steel wire rope is right for your application. Visit our contact page to get in touch with a Sava team member and inquire about your stainless steel wire rope options!

Manufacturer of synthetic ropes and rope products. Available products include deepwater mooring rope, offshore lifting and lowering ropes, hoist rope, winch lines, lightering, and Navy lines. Other products include chafe gear, helicopter slings, aerospace lifting assemblies, nets, missile ranges, and lines for commercial marine, offshore, and deepwater applications. Products are available manufactured from aramid, HMPE, polyester, nylon, and LCP materials, as well as specialty rope materials such as PEN, polypropylene, carbon fiber, and olefin. Serves the offshore, commercial marine, military, and mining industries.

For customers who require peak rope performance levels in mission critical applications, Casar manufactures and supplies highly-engineered ropes that exceed industry standards while providing record-setting service life.
Our proprietary and innovative German-engineered rope designs deliver the highest levels of performance and safety, superior breaking strength values, the highest bending fatigue resistance, superior crushing resistance, and the best rotational resistance characteristics for high lifts.We have decades of global experience and on-site engineering support in the crane, OEM and underground mining sectors.
CASAR has an extensive range of products available and we can customize to your application.Our wire rope specialists will assist customers in design, selection, installation and operation to improve rope performance and maximize service life.

New: A brand-new, unused, unopened, undamaged item in its original packaging (where packaging is applicable). Packaging should be the same as what is found in a retail store, unless the item was packaged by the manufacturer in non-retail packaging, such as an unprinted box or plastic bag. See the seller"s listing for full details.See all condition definitionsopens in a new window or tab



 8613371530291
8613371530291