
wire rope breaking strength calculation for sale

Rope strength is a misunderstood metric. One boater will talk about tensile strength, while the other will talk about working load. Both of these are important measurements, and it’s worth learning how to measure and understand them. Each of these measurements has different uses, and here we’re going to give a brief overview of what’s what. Here’s all you need to know about rope strength.
Each type of line, natural fiber, synthetic and wire rope, have different breaking strengths and safe working loads. Natural breaking strength of manila line is the standard against which other lines are compared. Synthetic lines have been assigned “comparison factors” against which they are compared to manila line. The basic breaking strength factor for manila line is found by multiplying the square of the circumference of the line by 900 lbs.
As an example, if you had a piece of ½” manila line and wanted to find the breaking strength, you would first calculate the circumference. (.5 X 3.14 = 1.57) Then using the formula above:
To calculate the breaking strength of synthetic lines you need to add one more factor. As mentioned above, a comparison factor has been developed to compare the breaking strength of synthetics over manila. Since synthetics are stronger than manila an additional multiplication step is added to the formula above.
Using the example above, letÂ’s find the breaking strength of a piece of ½” nylon line. First, convert the diameter to the circumference as we did above and then write the formula including the extra comparison factor step.
Knots and splices will reduce the breaking strength of a line by as much as 50 to 60 percent. The weakest point in the line is the knot or slice. However, a splice is stronger than a knot.
Just being able to calculate breaking strength doesn’t give one a safety margin. The breaking strength formula was developed on the average breaking strength of a new line under laboratory conditions. Without straining the line until it parts, you don’t know if that particular piece of line was above average or below average. For more information, we have discussed the safe working load of ropes made of different materials in this article here.
It’s very important to understand the fundamental differences between the tensile strength of a rope, and a rope’s working load. Both terms refer to rope strength but they’re not the same measurement.
A rope’s tensile strength is the measure of a brand-new rope’s breaking point tested under strict laboratory-controlled conditions. These tests are done by incrementally increasing the load that a rope is expected to carry, until the rope breaks. Rather than adding weight to a line, the test is performed by wrapping the rope around two capstans that slowly turn the rope, adding increasing tension until the rope fails. This test will be repeated on numerous ropes, and an average will be taken. Note that all of these tests will use the ASTM test method D-6268.
The average number will be quoted as the rope’s tensile strength. However, a manufacturer may also test a rope’s minimum tensile strength. This number is often used instead. A rope’s minimum tensile strength is calculated in the same way, but it takes the average strength rating and reduces it by 20%.
A rope’s working load is a different measurement altogether. It’s determined by taking the tensile strength rating and dividing it accordingly, making a figure that’s more in-line with an appropriate maximum load, taking factors such as construction, weave, and rope longevity into the mix as well. A large number of variables will determine the maximum working load of a rope, including the age and condition of the rope too. It’s a complicated equation (as demonstrated above) and if math isn’t your strong point, it’s best left to professionals.
However, if you want to make an educated guess at the recommended working load of a rope, it usually falls between 15% and 25% of the line’s tensile strength rating. It’s a lotlower than you’d think. There are some exceptions, and different construction methods yield different results. For example, a Nylon rope braided with certain fibers may have a stronger working load than a rope twisted out of natural fibers.
For safety purposes, always refer to the information issued by your rope’s manufacturer, and pay close attention to the working load and don’t exceed it. Safety first! Always.
If you’re a regular sailor, climber, or arborist, or just have a keen interest in knot-tying, be warned! Every knot that you tie will reduce your rope’s overall tensile strength. Some knots aren’t particularly damaging, while others can be devastating. A good rule of thumb is to accept the fact that a tied knot will reduce your rope’s tensile strength by around 50%. That’s an extreme figure, sure, but when it comes to hauling critical loads, why take chances?
Knots are unavoidable: they’re useful, practical, and strong. Splices are the same. They both degrade a rope’s strength. They do this because a slight distortion of a rope will cause certain parts of the rope (namely the outer strands) to carry more weight than others (the inner strand). In some cases, the outer strands end up carrying all the weight while the inner strands carry none of it! This isn’t ideal, as you can imagine.
Some knots cause certain fibers to become compressed, and others stretched. When combined together, all of these issues can have a substantial effect on a rope’s ability to carry loads.
Naturally, it’s not always as drastic as strength loss of 50% or more. Some knots aren’t that damaging, some loads aren’t significant enough to cause stress, and some rope materials, such as polypropylene, Dyneema, and other modern fibers, are more resilient than others. Just keep in mind that any knots or splices will reduce your rope’s operations life span. And that’s before we talk about other factors such as the weather or your rope care regime…

There is almost an endless number of wire rope applications that all have different strength and flexibility requirements. In order to determine your unique wire rope requirements, it is important to understand the basic configurations and characteristics of wire rope cable that determine its overall strength. Three primary areas that determine the strength of wire rope cable include:
As shown below, there are 3 basic parts to wire rope: the wire, the strand and the core all combine to form the wire rope. There is a standard naming convention of wire rope, which is the main component that will determine the strength of wire rope:
There is an inverse relationship between the strength of the wire rope and the flexibility / stretch of the rope as more strands and more wires per strand are added. As shown below, 1 X 19 is the least flexible but has a high breaking strength. 7 X 7 is more flexible and has medium strength and 7 X 19 is the most flexible but has the lowest breaking strength.
There are numerous configurations of miniature wire cables that we can supply based on your unique requirements. Below are some of the most common wire strand configurations:
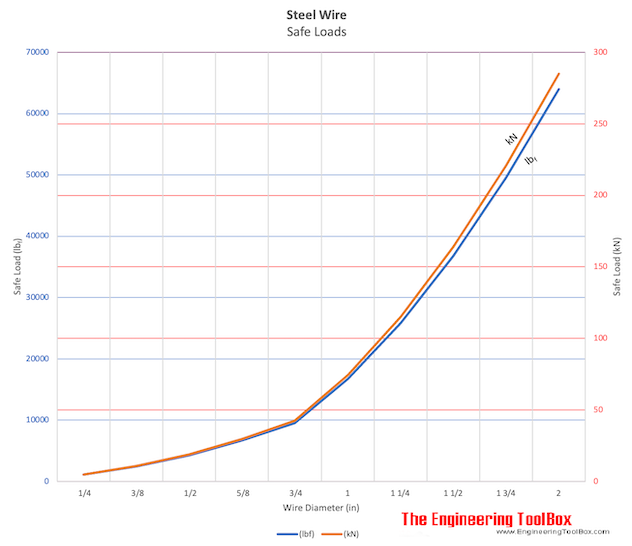
The diameter of each individual wire, in conjunction with the wire configuration will determine the overall wire rope cable diameter. As the diameter increases, the breaking strength of the wire will also increase. It is recommended to select a cable with a minimum breaking strength of 10 times the actual load requirement that you need for your project.
There is a large assortment of materials that are used to make wire rope that will all determine the overall strength of the wire. Some of the materials we offer include Stainless Steel, Galvanized Steel, Tungsten, Nitinol, Vitallium, Inconel, Titanium, and Molybdenum. Each material not only has different purposes and applications but will also determine the overall strength of the rope.
Additionally, wire rope can be either coated or uncoated. We have a variety of coatings that also provide different flexibility and strength. We offer nylon, vinyl, FEP, polypropylene and polyethylene extruded coatings.
There are many considerations that go into determining the overall strength of wire rope and your project has a unique set of requirements. We look forward to working with you to determine exactly what type of wire rope fits your needs.

Wire ropes are essential for safety purposes on construction sites and industrial workplaces. They are used to secure and transport extremely heavy pieces of equipment – so they must be strong enough to withstand substantial loads. This is why the wire rope safety factor is crucial.
You may have heard that it is always recommended to use wire ropes or slings with a higher breaking strength than the actual load. For instance, say that you need to move 50,000 lbs. with an overhead crane. You should generally use equipment with a working load limit that is rated for weight at least five times higher – or 250,000 lbs. in this case.
This recommendation is all thanks to the wire rope safety factor. This calculation is designed to help you determine important numbers, such as the minimum breaking strength and the working load limit of a wire rope.
The safety factor is a measurement of how strong of a force a wire rope can withstand before it breaks. It is commonly stated as a ratio, such as 5:1. This means that the wire rope can hold five times their Safe Work Load (SWL) before it will break.
So, if a 5:1 wire rope’s SWL is 10,000 lbs., the safety factor is 50,000 lbs. However, you would never want to place a load near 50,000 lbs. for wire rope safety reasons.
The safety factor rating of a wire rope is the calculation of the Minimum Break Strength (MBS) or the Minimum Breaking Load (MBL) compared to the highest absolute maximum load limit. It is crucial to use a wire rope with a high ratio to account for factors that could influence the weight of the load.
The Safe Working Load (SWL) is a measurement that is required by law to be clearly marked on all lifting devices – including hoists, lifting machines, and tackles. However, this is not visibly listed on wire ropes, so it is important to understand what this term means and how to calculate it.
The safe working load will change depending on the diameter of the wire rope and its weight per foot. Of course, the smaller the wire rope is, the lower its SWL will be. The SWL also changes depending on the safety factor ratio.
The margin of safety for wire ropes accounts for any unexpected extra loads to ensure the utmost safety for everyone involved. Every year there aredue to overhead crane accidents. Many of these deaths occur when a heavy load is dropped because the weight load limit was not properly calculated and the wire rope broke or slipped.
The margin of safety is a hazard control calculation that essentially accounts for worst-case scenarios. For instance, what if a strong gust of wind were to blow while a crane was lifting a load? Or what if the brakes slipped and the load dropped several feet unexpectedly? This is certainly a wire rope safety factor that must be considered.
Themargin of safety(also referred to as the factor of safety) measures the ultimate load or stress divided by theallowablestress. This helps to account for the applied tensile forces and stress thatcouldbe applied to the rope, causing it to inch closer to the breaking strength limit.
A proof test must be conducted on a wire rope or any other piece of rigging equipment before it is used for the first time.that a sample of a wire rope must be tested to ensure that it can safely hold one-fifth of the breaking load limit. The proof test ensures that the wire rope is not defective and can withstand the minimum weight load limit.
First, the wire rope and other lifting accessories (such as hooks or slings) are set up as needed for the particular task. Then weight or force is slowly added until it reaches the maximum allowable working load limit.
Some wire rope distributors will conduct proof loading tests before you purchase them. Be sure to investigate the criteria of these tests before purchasing, as some testing factors may need to be changed depending on your requirements.
When purchasing wire ropes for overhead lifting or other heavy-duty applications, understanding the safety dynamics and limits is critical. These terms can get confusing, but all of thesefactors serve an important purpose.
Our company has served as a wire rope distributor and industrial hardware supplier for many years. We know all there is to know about safety factors. We will help you find the exact wire ropes that will meet your requirements, no matter what project you have in mind.
Typically the diameter of halyards and sheets is determined by clutches, cleats and blocks on board of your ship. If you are into yacht racing or rigging a new boat, it can be good to calculate the minimum required breaking load of sheets and halyards in order to reduce weight of ropes onboard. Calculating the required breaking load is a more precise approach for determining the diameter of sheets and halyards.
It is a good idea to build in some safety margin in your calculations. Often a safety factor of 4 is used, which means that a rope will receive a workload of only 25% of the breaking load. This is so called Safe Working Load. In practice, however, sails are usually reefed or the boat is in a safe harbour before a rope is loaded to its maximum. That is why we use a safety ratio for cruising yachts of 2 and even 1.5 for racing yachts.
Bear in mind that the weakest link counts. A splice typically reduces the strength by 5-10% but a knot can take off 50% of the strength. For these calculations we assume that the ropes will be spliced.
For halyards and genoa sheets you can easily calculate the breaking strength by multiplying your sheet size in square meters with 30 (for spinnakers take 13). This allows you to handle your sails still at 7 Bft (41-47knots). We have done the maths for you in the table below. Loads can vary slightly for e.g. catamaran, but variations are usually covered by the safety factor.
For halyards with a 1:2 purchase, you can divide the breaking strength by two. Please note that clutches, cleats, blocks and shackles still bear the full load though!
For mainsheets one important factor needs to be added to the calculations: being the point where the main sheet is attached to the boom. This then results in the formula below with these factors:

It is because of the versatility of wire rope that engineers must be deeply educated on tensile strength, as well as the impact that wire rope diameter and strand constructions can have on tensile strength, along with other critical characteristics such as cycle count and flexibility.
All wire ropes are tested for breaking strength. Motion cables have a minimum breaking strength requirement, which is determined by the material, diameter and construction of the wire rope. At Carl Stahl Sava Industries, wire rope is tested on tensile strength equipment. Either or both the wire rope itself can be tested against the minimum load requirement, or the fittings swaged to the wire rope can be similarly tested for their holding strength on the cable.
To ensure wire rope stays within its specified tensile limits, engineers will derate the minimum cable tensile strength by a safety factor. This is how engineers arrive at what is known as the Working Load Limit or WLL. The WLL safety factor of each cable being tested is application specific, but often times a factor of 3 to 5 is utilized. Divide the minimum tensile strength by the safety factor to calculate the safe working load limit for a specific cable.
Steel cables are made more durable in part due to a manufacturing process known as cold working or cold forming, where the material is shaped below its recrystallization temperature. Cold worked steel distorts the steel’s crystal grains in the flow of the metal, resulting in hardening of the material, thus strengthening it. Due to steel’s natural strength, combined with its well-known resistance to corrosion, engineers turn to steel cables for applications where exposure to harsh environments does not compromise wire rope integrity.
Although commonly mistaken for stranded cable, braided cable refers to the braided wrapping or insulation found in conductive cables, such as those transmitting power or data. This braided “jacket” insulates and strengthens the conductive, data or electric cable, making it more tolerant to time in the field, along with the twisting, turning and rolling to which braided cable is commonly exposed. Sava does not manufacture braided cable or other conductive cable, like coaxial and network cable, as none of these cables, commonly braided in nature, actuate motion.
Interestingly, even Google machine learning algorithms struggle to understand the differences between motion cable, such as steel wire rope or tungsten mechanical cable, and cables that transmit electricity or information. When a searcher uses Google or other common search engines like Bing or Yahoo! to find steel cable manufacturers like Sava, or for that matter, a maker of braided cable, the search engine confuses the two and often serves the wrong cable to the searcher.
Wire rope manufacturers offer a wide range of what is known as “cable constructions,” which characterizes the number of individual wires used to stranded the wire rope. Consequently, most wire rope comprises a center or “core” wire, that is then wrapped in more wires, thus completing the stand’s construction. In the case of a 1x7 steel cable construction, the core wire represents wire #1, wrapped in six additional wires. Hence 1x7 steel cable.
In many cases, that same 1x7 steel cable is then used as the core in the manufacture of larger, stronger and more durable steel cable. For instance, 7x19 steel cable strand comprises the original seven wires, or 1x7 strand, and is wrapped in 12 more wires, thus making a 7x19 construction. Said another way, the 7x19 wire rope consists of the original 1x7 strand, plus 12 additional wires, making for a total of 19 wires.
Less seldom are wire rope constructions that do not include a core wire. In these cases, take 3x7 cable construction for instance, three, 1x7 stranded wire ropes are wrapped around one another, forming a triangular-shaped wire rope construction.
Wire rope is also known by many other names, such as: wire, multi-strand wire, flexible wire, cable, cord, steelcord, etc. but it is essentially a collection of small filaments wound around each other in a manner that largely retains its shape when bent, crushed and/or tensioned.
It is a system for significantly increasing the strength and flexibility of steel wire and is used in almost every important application we see around us. For example: suspension bridges, tyres, brake and accelerator cables (in cars), high-pressure flexible pipes, lifting and rigging cables, electrical conductors, etc. and it comes in many different forms. Fig 2 shows just a very small sample of available designs.
With minor variations, the generally accepted method for designating a wire rope construction in the industry is by describing it numerically. For example:
Whilst "IWRC" wire ropes offer a slightly greater tensile capacity (≈7%) than those with fabric or polymer fillers, the additional strength does not come from the tensile capacity of the core filaments but from improved dimensional stability under load. And whilst they are also much more resistant to crushing, they are stiffer than fibre core ropes and therefore not recommended for applications where tension occurs under bending.
Warrington (Fig 1) is a parallel lay construction with an outer layer comprising wires of alternating large and small diameters, each outer layer having twice the number of wires as the layer immediately beneath. The benefit of this design is to increase packing and therefore strength density, however, unless the different diameter filaments are of the same strength (unlikely), this construction is limited by the strength of the weakest filaments.
Seale (Figs 1 & 2 6x36) is also a parallel lay construction but with the same number of wires in each wire layer. All the wires in any layer are the same diameter. This is an alternative to the Warrington construction, with similar benefits and disadvantages.
Regular lay constructions are used much more widely (than Lang lay) because they have excellent structural stability and less tendency to unwrap under tension (see Rotating vs Non-Rotating below). However, because it has a knobbly (undulating) surface it will wear both itself and any surface over which it is run much more quickly than Lang lay wire rope.
Lang lay constructions have a flatter surface than regular lay constructions giving them better resistance to wear and bending fatigue, especially when made from flattened (elliptical) filaments. They are, however, much less structurally stable and subject to birdcaging if the wire rope is over-bent or twisted against its wrapped direction.
"Regular Lay", multi-strand constructions are normally subject to slightly less rotation under tension (than Lang lay) due to the opposite helical direction of the filaments (within the strands) and the strands (within the rope), however, you can improve their rotation characteristics still further by;
Fillers (Fig 2) may be fabric, polymer or even smaller diameter filaments (e.g. 6x36). Whilst they contribute little to the tensile strength of wire rope, they can significantly; improve performance under bending (fabric and polymer cores only), reduce axial growth, reduce rotation in rotation-resistant constructions, improve structural stability and increase fatigue life.
This filler material should not be included in strength (tensile capacity) calculations, but must be included in those for axial stiffness (extension). If it is ignored, your calculations will reveal excessive extension as the wire rope collapses.
Suspension bridges tend to be constructed from densely packed, single strand plain "Wire Rope" constructions using large diameter galvanised filaments. Little heed is paid to rotational resistance as strength is paramount and once tensioned, they should remain in that loading condition for their design life.
Lifting & winching normally require wire ropes of good flexibility and fatigue resistance. Therefore they tend to be similar to 6x36 but with fibre core instead of the IWRC in Fig 2
Hosecord is suitable for HPHT flexible pipes as lateral flexibility is generally considered less important than minimal longitudinal growth or maximum tensile strength (per unit cross-sectional area).
Remote operating cables such as hand-brakes and accelerators on cars normally only work in tension so they need to be strong but not necessarily stiff (as they are fully contained in reinforced outer sheaths). These tend to be manufactured from large diameter "TyreCord" or small diameter single-strand "Wire Rope".
Wire rope does not obey Hooke"s law. Therefore, you cannot accurately predict how much it will stretch for any specified force. This unpredictability applies to any section removed from the same manufactured length of cord and even between cords produced to the same specification but by different manufacturers.
CalQlata has decided that the accuracy of axial stiffness (EA) of wire rope falls outside its own levels of acceptability and therefore does not include it in the wire rope calculator. The extension calculated in the Wire Rope calculator (δLᵀ) is based upon the effect of axial tension on packing density. It is therefore important that core material is not ignored when using the calculator to evaluate this characteristic.
Wire rope does not obey Hooke"s law. Therefore, you cannot accurately predict how much it will twist for any specified torque. This unpredictability applies to any section removed from the same manufactured length of cord and even between cords produced to the same specification but by different manufacturers.
CalQlata has decided that the accuracy of torsional stiffness (GJ) of wire rope falls outside its own levels of acceptability and therefore does not include it in the wire rope calculator.
1) No wire rope calculator, whether dedicated or generic, will accurately predict the properties of any single construction under a wide range of loading conditions
2) No wire rope calculator, whether dedicated or generic, will accurately predict any single property for a range of constructions under a wide range of loading conditions
The only wire rope that can be reliably analysed is that which is used for suspension bridges, because; it comprises a single strand, is very densely packed, has negligible twist, contains filaments of only one diameter, is never subjected to minimum bending and every filament is individually tensioned.
There is a very good reason why manufacturers do not present calculated performance data for construction or design proposals, because even they cannot accurately predict such properties and quite rightly rely on, and publish, test data.
During his time working in the industry, the wire rope calculator"s creator has seen, created and abandoned numerous mathematical models both simple and complex. He has gradually developed his own simplified calculation principle based upon his own experience that still provides him with consistently reliable results of reasonable accuracy.
The purpose of CalQlata"s wire rope calculator is to provide its user with the ability to obtain a reasonable approximation for a generic construction, after which, accurate test data should be sought from the manufacturer for the user"s preferred construction.
The calculation principle in the wire rope calculator is based upon changes in the properties of the wire rope that occur with variations in packing density under tension
Bearing in mind the above limitations CalQlata can provide the following assistance when generating (manipulating) the wire rope calculator"s input data and interpreting its output
Alternatively, for wire rope with multiple filament diameters, you need to find an equivalent diameter with the following proviso; you must enter the minimum filament yield stress (SMYS)
It is expected that apart from fillers, all the material in the wire rope will be identical and therefore have the same density, i.e. using different materials will result in less than "best" performance. However, if such a construction is proposed, you can calculate an equivalent density as follows:
It is expected that apart from fillers, all the material in the wire rope will be identical and therefore have the same tensile modulus, i.e. using different materials will result in less than "best" performance. However, if such a construction is proposed, you should enter the highest tensile modulus.
The wire rope calculator simply adds together the total area of all the filaments and multiplies them by the SMYS entered, which represents a theoretical maximum breaking load that would exist if this load is equally shared across all of the filaments and the lay angles have been arranged to eliminate localised (point) loads between adjacent filaments.
If the wire rope has been properly constructed it is likely that its actual break load will be greater than 80% of this theoretical value. However, given the vagaries of wire rope construction, the actual break load can vary considerably dependent upon a number of factors. CalQlata suggest that the following factors may be used to define the anticipated break load of any given construction:
The axial stiffness and strain under load will be affected by this value, hence the reason why the most reliable (predictable) constructions tend to be minimum [number of] strands and single filament diameter. The Warrington and Seale constructions and combinations thereof tend to provide the highest packing density (but lowest flexibility) and there is little to be gained from using these constructions in more than single stranded wire rope as the benefit of high-packing density will be lost with no gain in flexibility.
The anticipated second moment of area of the wire rope at tension "T" due to deformation but insignificant flattening as it is assumed the wire rope will be bent over a formed (shaped) sheave or roller.
The anticipated tensile modulus of the wire rope at tension "T" due to deformation but insignificant flattening as it is assumed the wire rope will be bent over a formed (shaped) sheave or roller.
It is not advisable to induce this bend radius in operation due to uncertainties associated with wire rope construction, especially for dynamic applications. CalQlata suggests that a similar approach to that used for the break load (Fb) above also be applied here, i.e.:
A change in diameter will occur in all wire rope, irrespective of construction, until packing density has reached a limiting value. The value provided in the wire rope calculator is that which would be expected if the construction remains intact at the applied tension "T"
Unreliability of this value increases with complexity in wire rope due to its longitudinal variability and the increased likelihood of premature failure.
The accuracy of this data will range from about ±1% for wire rope with a single strand and a single filament diameter, up to about ±15% for constructions of similar complexity to OTR cord
A change in length of any wire rope will occur due to the fact that the packing density increases with tension. This is not, however, a linear relationship.
This can be an unreliable value as illustrated by tests carried out (by the author) on two pieces of wire rope supplied by the same well-known manufacturer both of which were cut from the same length, varied in tensile capacity by only 1.5%, but the tensile modulus (and strain at break) varied by 34%. Whilst this was an extreme case, significant variations have been seen in wire rope manufactured by a number of manufacturers.
Whilst the wire rope calculator does not calculate axial stiffness (see Calculation Limitations 9) above), CalQlata can suggest the following rule-of-thumb that will provide reasonable results for most constructions at the applied tension "T":
Whilst the wire rope calculator does not calculate bending stiffness (see Calculation Limitations 8) above), CalQlata can suggest the following rule-of-thumb that will provide reasonable results for most constructions at the applied tension "T":
Low complexity means single strand and single wire diameter. Medium complexity means multi-strand and single wire diameter. High complexity means multi-strand and multiple wire diameters.
The tensile strength is the load at which a new rope, tested under laboratory conditions, can be expected to break. Rope strength is the approximate average for new rope tested under ASTM test method D-6268. To estimate the minimum tensile strength of a new rope, reduce the approximate average by 20%. Age, use and the type of termination used, such as knots, will lower tensile strengths significantly.
One area of misunderstanding that needs to be brought to the surface is the proper interpretation of rope strength, appropriate usage and care. Let"s start by defining two important terms: "tensile strength" and "working load". Tensile strength is the average strength ofnewrope under laboratory conditions. This is determined by wrapping the rope around two large diameter capstans and slowly adding tension to the line until it breaks. The manufacturer"s recommended working load is determined by taking the tensile strength and dividing it by a factor that more accurately reflects the maximum load that should be applied to a given rope to assure a comfortable safety margin and longevity of the line. Of course that factor varies with the type of fiber and the weaving construction. There are however always exceptions, most notably the fact that rope is susceptible to degradation and damage in numerous ways that are not controllable by the manufacturer.
It may surprise you to find out that the working load for most kinds of rope is between 15% and 25% of the tensile strength. Now consider the fact that any time you tie a knot in a rope you effectively cut the tensile strength in half. The knot when tensioned cuts the line. While certain kinds of knots damage the line less than others, the 50% loss of tensile strength is a good general rule to live by. Research has shown that the figure 8 knot reduces the tensile strength by approximately 35% instead of 50% for other common knots tested.
At Ravenox, we use a third-party mechanical services company to test the failure point or break strength of our ropes. There are two common types of breaks: the sharp break and the percentage break. The sharp break is referred to the measurement when load or force drops by 5% from its peak load measurement. A percentage break is another form of break and is generally determined by the sample material and its relationship to load degradation from a peak load measurement. We measure the percentage break.

6x36 is a flexible general engineering wire rope readily available in galvanised, ungalvanised and marine grade stainless steel. The wire rope has an equal lay construction (warrington seale) and achieves a superior breaking load to the 6x19 construction range. The construction has been designed to give a flexible rope with a good fatigue life. A 6x36 wire rope is available with either FC (fibre core) or IWRC (independent wire rope core) and is used for a wide range of applications, examples of which are shown below:

Wire rope is the lifeline of your tow truck. We’ll help you understand the terminology, construction and ratings of wire rope. We’ll also give you advice on what type of rope to buy, how to attach it to a hook without losing towing capacity, how to inspect and maintain it, how to prevent damage, and how to tell when it’s time to replace it. We’ll also give the pros and cons of synthetic versus wire rope.
“Wire rope,” “line,” “rope” or “wire” are the only correct ways to refer to wire rope, but many tow operators refer to it as cable. Wire rope is not cable. Cable is only an acceptable term when referring to a piece of wire rope that is terminated on both ends. When that cable is connected to a power source, such as a winch, it’s no longer acceptable to call it cable.
The Egyptians were among the first to twist and braid strands of plant material together to form rope. Today’s rope is made of different materials and using different methods, but the basic principle remains the same: smaller diameter material is twisted to form strands, and then those strands are twisted to form the rope (or wire, if the rope is made from steel).
The pictures below show a 6 x 19 wire rope. The ‘19’ refers to the number of smaller diameter wires that are twisted together to form a single strand. The ‘6’ refers to the number of strands that are twisted together to make the wire. The middle of the rope, which isn’t included in either number, is referred to as “the core.”
You might have seen the term “lay” when a manufacturer specifies the type of wire to be used on a piece of their equipment. Lay refers to the direction of the twist of the wires in a strand (right or left) and to the direction that the strands are laid in the rope (regular or lang).
When you inspect a rope with regular lay, the wires appear to run straight down the length of the rope. With lang lay, the wires twist in the same direction as the strands, giving the appearance that the wires run across the rope. Regular lay rope is the most common wire sold today.
Just because your wire rope says it’s rated for an ultimate load (UL, or breaking strength) of 39,000 lbs doesn’t mean you can use that rope to tow 39,000 lbs. That’s because every wire rope has a working load limit (or WLL), which is the actual mass or force the product can support. It’s the working load limit you shouldn’t exceed, not the ultimate load limit.
So why don’t rope manufacturers make our lives easier by giving the WLL on their packaging instead of the UL? That’s because wire rope can handle different weights depending on how it’s being used. Different industries have different WLLs.
For example, standard 1/2” 6 x 19 wire rope has an ultimate load of 26,600 lbs. The working load limit for towing and recovery is 26,600 divided by 4, which is 6,650 lbs.
Synthetic rope is becoming a popular tool in the towing and recovery industry for many reasons. It has a significantly higher rating compared to standard wire, it is much lighter and, because it has no memory, there is less risk of damage caused by bird nesting.
Over the last few years, synthetic rope has also become more available to our industry. There are a wide range of distributors stocking the common sizes.
As with any synthetic product, synthetic rope is more susceptible to damage from sharp edges, but synthetic ropes made with Dyneema fiber is incredibly durable.
The three most common terminations used when attaching a hook to a wire rope are a Flemish eye with thimble splice, open swage socket, and wedge and socket (Becket). The most common of all the terminations is the Flemish eye with thimble splice.
In all cases except the open swage socket (pictured below), the rated capacity of wire rope is reduced when a termination is added to the end of the wire. When a Flemish eye with thimble splice is installed properly, it preserves 90 to 96% of the rope’s rated capacity.
The wedge and socket (pictured below) is the least recommended termination and should only be used to repair a wire that has been damaged in the field. The termination efficiency for the wedge and socket is 80% of the wire’s rated capacity. That means if we install a wedge and socket on the standard 1/2” 6 x 19, our working load limit is reduced to 5,320 lbs (WLL of 6,650 lbs x 0.8 = 5,320 lbs).
We don’t recommend using wire rope clips to terminate a hook on wire rope. Many times these clips are not installed correctly, which significantly reduces the termination efficiency.
Grade of steel. Wire rope is constructed with different grades of steel the same way that chain is manufactured. The most common wire rope grade is extra improved plow steel (EIPS) but you can also select extra extra improved plow steel (EEIPS) that is 10% stronger.
Steel core vs fiber core. When wire rope is constructed, the strands and wires are wrapped around a center core made of either independent wire rope core (IWRC) or fiber core (FC). IWRC, which is made of steel, provides additional strength. Fiber core cushions the strands by accepting lubricant more effectively. For the towing industry, we feel that the benefit of increasing our single line rating with steel core wire outweighs the benefits that fiber core offers.
Strength of rope. When it comes to wire rope, as with many things in life, you get what you pay for. A 1/2” standard 6 x 19 steel core wire rope has a working load limit of 6,650 lbs. If you go for a ½” Python COMPAC 6 steel core rope, your WLL increases to 7,550 (14% increase). Opt for a ½” Python COMPAC 35 steel core rope and your WLL increases to 9,100 (a 37% increase over then standard wire). The COMPAC 35 rope will cost you three times the price of the standard 6-strand wire, though.
Lang lay or regular lay. There are advantages and disadvantages to both lang and regular lay wire rope, depending on the application. Most manufacturers specify the types and lays of wire rope to be used on their piece of equipment. Be sure to consult the operator’s manual for proper application.
Quality of manufacturer. Talk to your wire rope supplier about the rope manufacturer. Imported wire rope is very common in today’s marketplace and many of these suppliers are quality manufacturers. The only way you can tell the quality is by asking questions about the product you’re buying.
It’s important to regularly inspect your wire rope for damage. The most common signs of damage are broken strands, kinks, and flat spots from improper wrapping on the winch drum. Constantly inspect your wire during a recovery to ensure that the winch is gathering wire properly on the winch drum and the wire is properly layered on the winch. If you want to prolong the life of your rope, take the time to unwind and rewind your wire at the first sign of overlapping or bird nesting and always stay within the working load limit.
Depending on the amount of wear and tear your wire is exposed to, you may need to replace it more often. In order to determine when you need to replace your wire, you must unwind it from the winch drum and inspect each foot of wire to determine if it needs attention. This is also a perfect time to lubricate your wire when you wind it back onto the winch. We recommend replacing your wire rope at the first sign of overloading.
It’s important to remember that most wire ropes fail from the inside out. Wire rope lubricant prolongs the life of your wire by protecting it from rust and corrosion while at the same time keeping it flexible. The best lubricant is one that was specifically designed for wire rope. Select a lubricant that doesn’t contain acids or alkalis. We recommend a moly or asphalt-based lubricant. Don’t apply used oils.
In order to protect ourselves and others from injury we must have the confidence in the equipment we are using. You can now speak to your rope supplier with confidence. Ask questions about the product you are about to buy. You never know if it is a quality manufactured piece of equipment.

A similar rope to 6x7 but the fibre core is replaced by a wire strand, resulting in a greater resistance to crushing and added strength, lacks flexibility on larger diameter ropes.
This rope is widely used for General Purpose Engineering, It has good strength and flexibility with reasonably good resistance to abrasion and crushing.



 8613371530291
8613371530291