
wire rope designation in stock
Wire rope is a complex mechanical device that has many moving parts all working in tandem to help support and move an object or load. In the lifting and rigging industries, wire rope is attached to a crane or hoist and fitted with swivels, shackles or hooks to attach to a load and move it in a controlled matter. It can also be used to lift and lower elevators, or as a means of support for suspension bridges or towers.
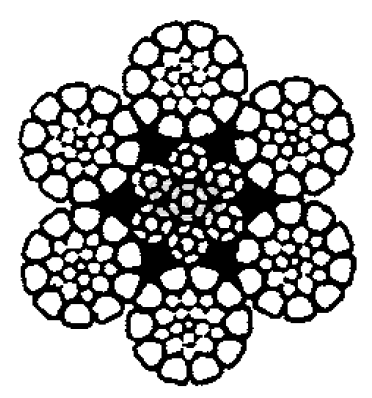
Wire rope is a preferred lifting device for many reasons. Its unique design consists of multiple steel wires that form individual strands laid in a helical pattern around a core. This structure provides strength, flexibility, and the ability to handle bending stresses. Different configurations of the material, wire, and strand structure will provide different benefits for the specific lifting application, including:Strength
However, selecting the proper wire rope for your lifting application requires some careful thought. Our goal is to help you understand the components of a wire rope, the construction of wire rope, and the different types of wire rope and what they might be used for. This will allow you to select the best performing and longest-lasting wire rope for the job at hand.
A wire rope is, in reality, a very complicated machine. A typical 6 x 25 rope has 150 wires in its outer strands, all of which move independently and together in a very complicated pattern around the core as the rope bends. Clearances between wires and strands are balanced when a rope is designed so that proper bearing clearances will exist to permit internal movement and adjustment of wires and strands when the rope has to bend. These clearances will vary as bending occurs, but are of the same range as the clearances found in automobile engine bearings.
Understanding and accepting the “machine idea” gives a rope user a greater respect for rope, and enables them to obtain better performance and longer useful life from rope applications. Anyone who uses a rope can use it more efficiently and effectively when they fully understand the machine concept.
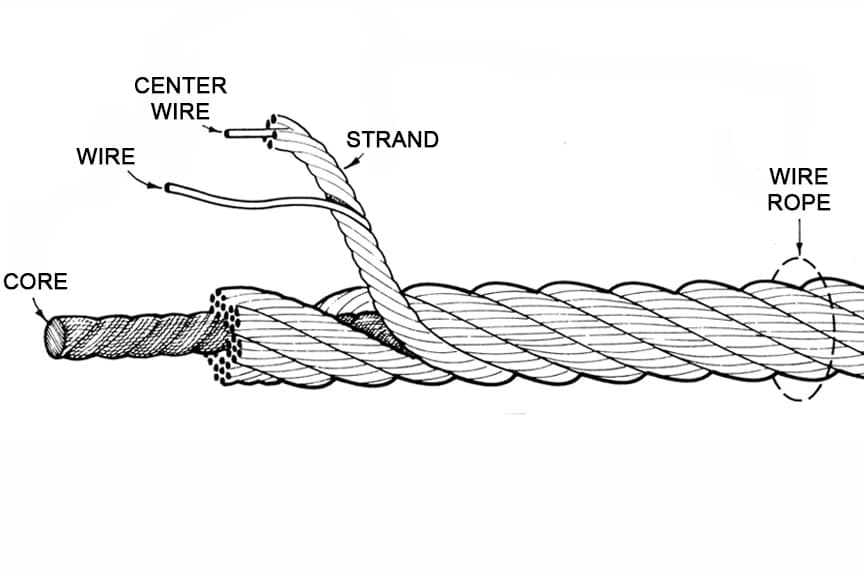
Wires are the smallest component of wire rope and they make up the individual strands in the rope. Wires can be made from a variety of metal materials including steel, iron, stainless steel, monel, and bronze. The wires can be manufactured in a variety of grades that relate to the strength, resistance to wear, fatigue resistance, corrosion resistance, and curve of the wire rope.
Strands of wire rope consist of two or more wires arranged and twisted in a specific arrangement. The individual strands are then laid in a helical pattern around the core of the rope.
The core of a wire rope runs through the center of the rope and supports the strands and helps to maintain their relative position under loading and bending stresses. Cores can be made from a number of different materials including natural or synthetic fibers and steel.
Lubrication is applied during the manufacturing process and penetrates all the way to the core. Wire rope lubrication has two primary benefits:Reduces friction as the individual wires and strands move over each other
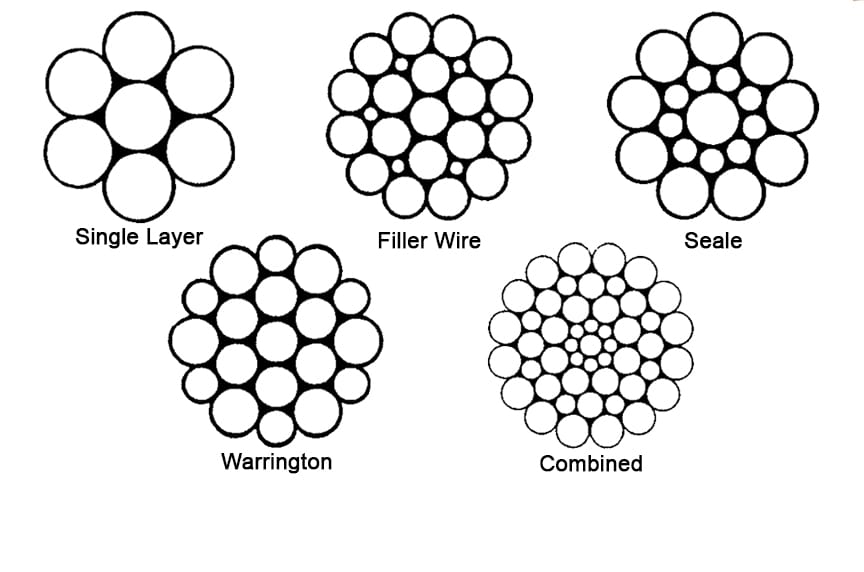
The number of layers of wires, the number of wires per layer, and the size of the wires per layer all affect the strand pattern type. Wire rope can be constructed using one of the following patterns, or can be constructed using two or more of the patterns below.Single Layer – The most common example is a 7 wire strand with a single-wire center and six wires of the same diameter around it.
Filler Wire – Two layers of uniform-size wire around a center with the inner layer having half the number of wires as the outer layer. Small filler wires, equal to the number in the inner layer, are laid in valleys of the inner wire.
Seale – Two layers of wires around a center with the same number of wires in each layer. All wires in each layer are the same diameter. The large outer wires rest in the valleys between the smaller inner wires.
Warrington – Two layers of wires around a center with one diameter of wire in the inner layer, and two diameters of wire alternating large and small in the outer later. The larger outer-layer wires rest in the valleys, and the smaller ones on the crowns of the inner layer.
On a preformed wire rope, the strands and wires are formed during the manufacturing process to the helical shape that they will take in a finished wire rope.
Preformed rope can be advantageous in certain applications where it needs to spool more uniformly on a drum, needs greater flexibility, or requires more fatigue-resistance when bending.
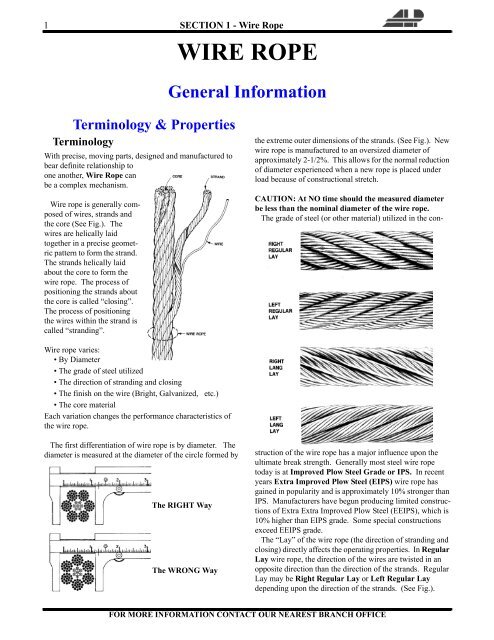
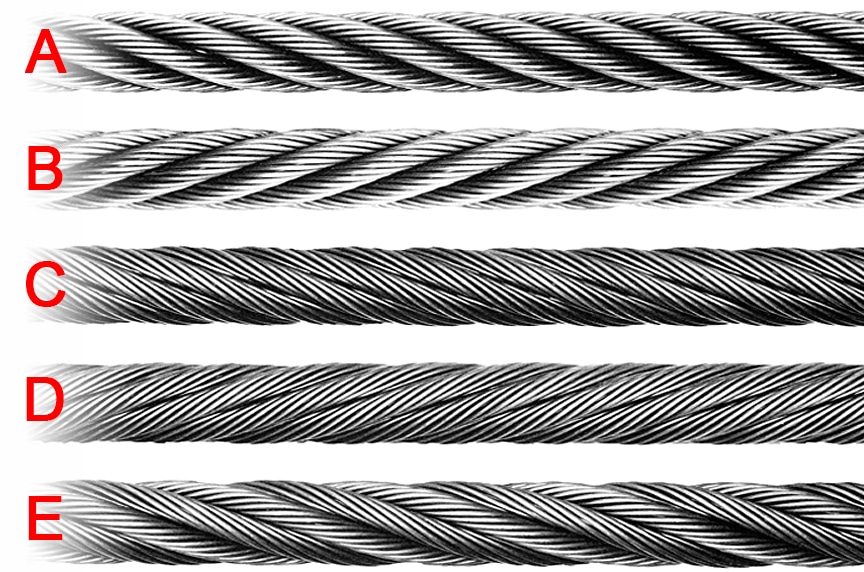
Direction and type of lay refer to the way the wires are laid to form a strand (either right or left) and how the strands are laid around the core (regular lay, lang lay, or alternate lay).Regular Lay – The wires line up with the axis of the rope. The direction of the wire lay in the strand is opposite to the direction of the strand lay. Regular lay ropes are more resistant to crushing forces, are more naturally rotation-resistant, and also spool better in a drum than lang lay ropes.
Lang Lay– The wires form an angle with the axis of the rope. The wire lay and strand lay around the core in the same direction. Lang Lay ropes have a greater fatigue-resistance and are more resistant to abrasion.
A steel core can be an independent wire rope or an individual strand. Steel cores are best suited for applications where a fiber core may not provide adequate support, or in an operating environment where temperatures could exceed 180° F.
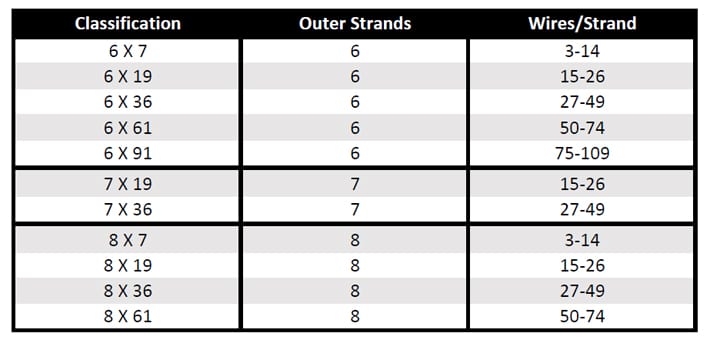
The classifications of wire rope provide the total number of strands, as well as a nominal or exact number of wires in each strand. These are general classifications and may or may not reflect the actual construction of the strands. However, all wire ropes of the same size and wire grade in each classification will have the SAME strength and weight ratings and usually the same pricing.
Besides the general classifications of wire rope, there are other types of wire rope that are special construction and designed for special lifting applications.
Some types of wire rope, especially lang lay wire rope, are more susceptible to rotation when under load. Rotation resistant wire rope is designed to resist twisting, spinning, or rotating and can be used in a single line or multi-part system.
Special care must be taken when handling, unreeling, and installing rotation resistant wire rope. Improper handling or spooling can introduce twist into the rope which can cause uncontrolled rotation.
Compacted strand wire rope is manufactured using strands that have been compacted, reducing the outer diameter of the entire strand, by means of passing through a die or rollers. This process occurs prior to closing of the rope.
This process flattens the surface of the outer wires in the strand, but also increases the density of the strand. This results in a smoother outer surface and increases the strength compared to comparable round wire rope (comparing same diameter and classification), while also helping to extend the surface life due to increased wear resistance.
A swaged wire rope differs from a compacted strand wire rope, in that a swaged wire rope’s diameter is compacted, or reduced, by a rotary swager machine after the wire rope has been closed. A swaged wire rope can be manufactured using round or compacted strands.
The advantages of a swaged wire rope are that they are more resistant to wear, have better crushing resistance, and high strength compared to a round strand wire rope of equal diameter and classification. However, a swaged wire rope may have less bending fatigue resistance.
A plastic coating can be applied to the exterior surface of a wire rope to provide protection against abrasion, wear, and other environmental factors that may cause corrosion. However, because you can’t see the individual strands and wires underneath the plastic coating, they can be difficult to inspect.
Plastic filled wire ropes are impregnated with a matrix of plastic where the internal spaces between the strands and wires are filled. Plastic filling helps to improve bending fatigue by reducing the wear internally and externally. Plastic filled wire ropes are used for demanding lifting applications.
This type of wire rope uses an Independent Wire Rope Core (IWRC) that is either filled with plastic or coated in plastic to reduce internal wear and increase bending fatigue life.
Remember, wire rope is a complex piece of mechanical machinery. There are a number of different specifications and properties that can affect the performance and service life of wire rope. Consider the following when specifying the best type of wire rope for your lifting application:Strength
When you select a piece of rope that is resistant to one property, you will most likely have a trade-off that affects another property. For example, a fiber core rope will be more flexible, but may have less crushing resistance. A rope with larger diameter wires will be more abrasion resistant, but will offer less fatigue resistance.
At Mazzella Companies, we offer all different kinds of wire rope from all of the leading manufacturers. We sell the highest-quality domestic and non-domestic rigging products because product quality and operating safety go hand-in-hand. We have one of the largest and most complete inventories of both domestic and non-domestic rigging and lifting products to suit your lifting needs.
If you’re looking for a standard or custom specified wire rope for your lifting project, contact a Lifting Specialist at a Mazzella Companies location near you.
We stock well over 2,000,000 feet of wire rope in our various locations … ready for immediate delivery! We provide wire rope assemblies, and manufacture bridge cables, crane cables, steel mill cables, and thousands of OEM assemblies.
Wire rope is technically defined as multi-wire strands laid geometrically around a core while also used more generally as a term to classify multiple product families including aircraft cable, coated aircraft cable, general purpose wire rope, strand, rotation resistant wire rope, compacted/swaged wire rope, and cable laid wire rope.
Aircraft cable does not fit the definition of wire rope in the strictest sense as it does not have an independent core, but rather a strand core, in which the center is one of the strands that is laid with the outside strand layers. Aircraft cable is available in diameters 3/8" or less with breaking strengths similar to that of equal diameter independent wire rope core (IWRC) and is available in stainless steel and galvanized steel.
Wire rope can be galvanized via three processes. Listed from least corrosion-resistant to the most corrosion-resistant, they are electro-galvanizing, hot-dip galvanizing, and drawn-galvanizing. In addition to being the most corrosion-resistant types of galvanized wire rope, drawn-galvanized has another added benefit which is a breaking strength that is the same as bright wire rope does. Electro-galvanized and hot-dip galvanized wire rope have breaking strengths that are approximately 10% lower.
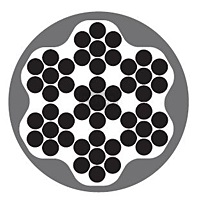
Wire rope is specified by the number of strands in the rope, the number of wires in each strand, and a description of the core’s material of construction. For example, the notation “6x7 FC” means that the rope has six strands with seven wires in each strand and a fiber core. Commonly used core designations include FC (fiber core), independent wire rope core (IWRC), wire strand core (WSC), and poly core (PC).
There are two elements to wire rope lubrication, the core, and outer strands. IWRC wire rope always has a lubricated core (unless specially ordered as otherwise). Bright wire rope always has lubricated outer strands. Galvanized wire rope can be manufactured in either dry finish or lubricated with respect to the outer strands. Typically stainless steel wire rope is manufactured with a lubricated IWRC and dry finish outer strands.
The more wires there are in a strand of wire rope of a given diameter, the more flexible that rope will be. One of the key aspects of the usefulness of rope, wire or otherwise, is its ability to bend and wrap around pulleys and sheaves. If a rope cannot bend, it will not be as useful.
When a rope does bend, the wires and strands that make up the rope slide on top of each other. Because of this, wire ropes that will experience significant bending will need to be lubricated. In addition, the actual wires experience bending stress which can, over time, lead to fatigue failure. If the stresses are higher than the yield point of the wires, the wire rope may experience a permanent deformation.
Each strand in a wire rope is comprised of multiple wires (usually 7, 19, or 37). A rope with 7 strands of 19 wires would be referred to as a 7×19 wire rope. This type of designation serves as the class of the wire. These numbers may be followed by a pair of letters that provide information about how the outside layer of the wire rope is constructed.
The lay of a rope refers to how the wire strands are twisted. A regular lay wire rope has the wires twisted one way and the strands twisted in the opposite direction. A lang lay, on the other hand, has the wires and strands wrapped in the same direction. A regular lay is going to be less likely to kink or untwist compared to a lang lay, but a lang lay is going to have better abrasion resistance and flexibility. Lay can also be designated as right or left: a right lay wraps around the core in a clockwise direction, while a left lay wraps around in a counter-clockwise direction.
The finish of a wire rope refers to the coating (if any) applied to the strands. If a rope is described as bright finish, it is made from high carbon steel wires that have no finish or protective coating applied to them. A galvanized finish has a coating of zinc added to enhance corrosion protection. Another finish option is a zinc aluminum coating added to wire for 3x better corrosion protection than a galvanized finish.
The more wires there are in a strand of wire rope of a given diameter, the more flexible that rope will be. One of the key aspects of the usefulness of rope, wire or otherwise, is its ability to bend and wrap around pulleys and sheaves. If a rope cannot bend, it will not be as useful.
When a rope does bend, the wires and strands that make up the rope slide on top of each other. Because of this, wire ropes that will experience significant bending will need to be lubricated. In addition, the actual wires experience bending stress which can, over time, lead to fatigue failure. If the stresses are higher than the yield point of the wires, the wire rope may experience a permanent deformation.
There are several key wire rope characteristics that must be considered when choosing the right one for your application. One of the most important characteristics of wire rope is its strength which is typically reported as its minimum breaking force (MBF). However–and this is very important–a wire rope should never be used at its MBF.
A stranded rope should also have an application-appropriate crushing resistance. The crushing resistance refers to the rope’s ability to resist having its cross-section, stands, wires, or core deformed by outside forces. This is similar to the ability of a rope to resist deformation in the form of wire rope peening, where the outside wires of the rope appear to have been hammered.
Fatigue resistance is another key aspect of choosing the right wire rope and particularly applies to ropes that experience bending stresses. The longer a wire rope is exposed to bending stresses, the less strength it is going to have. A rope with a higher fatigue resistance is going to have a longer useful life. The more wires in a rope, the better its fatigue resistance. However, the size of the wire rope also plays a key part: ropes should not be bent over drums or sheaves that force the rope to bend sharply.
When a load is placed on a rope, the wires will try to straighten out to accommodate a load, generating a torque that can cause the rope to spin. Some need to be rotation resistant wire rope to prevent the load from rotating when applied to the rope. A similar characteristic is the stability of the rope, which refers to the ability of the rope to spool smoothly or avoid tangling.
Another key wire rope characteristic is its resistance to metal loss, which usually affects the outside wires of the rope and occurs through abrasion. As the rope rubs against other hard surfaces, metal can be worn away from the outer wires.
Overhead crane wire ropes are used in many different industries, including mining, oil & gas, marine, steel, logging, ski lifts, and elevators. It is vitally important that you find the right wire rope for your application, whether you need a rotation-resistant wire rope for a critical petrochemical application or a general-purpose wire rope for a winch. If you are in the market for stranded core wire rope, contact the experts at Hi-Speed Industrial Service.
New York, Aug. 12, 2022 (GLOBE NEWSWIRE) -- Reportlinker.com announces the release of the report "Steel Wire Rope & Plastic Rope Market Research Report by Type of Lay, Coating Type, Type of Core, Material Type, Application, Region - Global Forecast to 2027 - Cumulative Impact of COVID-19" - https://www.reportlinker.com/p06299509/?utm_source=GNW
The Global Steel Wire Rope & Plastic Rope Market size was estimated at USD 62.91 billion in 2021 and expected to reach USD 67.35 billion in 2022, and is projected to grow at a CAGR 7.32% to reach USD 96.14 billion by 2027.
This research report categorizes the Steel Wire Rope & Plastic Rope to forecast the revenues and analyze the trends in each of the following sub-markets:
Based on Region, the market was studied across Americas, Asia-Pacific, and Europe, Middle East & Africa. The Americas is further studied across Argentina, Brazil, Canada, Mexico, and United States. The United States is further studied across California, Florida, Illinois, New York, Ohio, Pennsylvania, and Texas. The Asia-Pacific is further studied across Australia, China, India, Indonesia, Japan, Malaysia, Philippines, Singapore, South Korea, Taiwan, and Thailand. The Europe, Middle East & Africa is further studied across France, Germany, Italy, Netherlands, Qatar, Russia, Saudi Arabia, South Africa, Spain, United Arab Emirates, and United Kingdom.
We continuously monitor and update reports on political and economic uncertainty due to the Russian invasion of Ukraine. Negative impacts are significantly foreseen globally, especially across Eastern Europe, European Union, Eastern & Central Asia, and the United States. This contention has severely affected lives and livelihoods and represents far-reaching disruptions in trade dynamics. The potential effects of ongoing war and uncertainty in Eastern Europe are expected to have an adverse impact on the world economy, with especially long-term harsh effects on Russia.This report uncovers the impact of demand & supply, pricing variants, strategic uptake of vendors, and recommendations for Steel Wire Rope & Plastic Rope market considering the current update on the conflict and its global response.
The FPNV Positioning Matrix evaluates and categorizes the vendors in the Steel Wire Rope & Plastic Rope Market based on Business Strategy (Business Growth, Industry Coverage, Financial Viability, and Channel Support) and Product Satisfaction (Value for Money, Ease of Use, Product Features, and Customer Support) that aids businesses in better decision making and understanding the competitive landscape.
The report profoundly explores the recent significant developments by the leading vendors and innovation profiles in the Global Steel Wire Rope & Plastic Rope Market, including Bekaert Sa, Bexco Nv Sa, Cortland Limited, English Braids Ltd., Gustav Wolf GmbH, Jiangsu Langshan Wire Rope Co., Ltd., Lanex A.S., Marlow Ropes, Samson Rope Technologies, Southern Ropes, Teufelberger Holding Ag, Tokyo Rope Mfg. Co., Ltd., Usha Martin, Wireco Worldgroup Inc., and Yale Cordage, Inc..
Wire rope is often used in slings because of its strength, durability, abrasion resistance and ability to conform to the shape of the loads on which it is used. In addition, wire rope slings are able to lift hot materials.
Wire rope used in slings can be made of ropes with either Independent Wire Rope Core (IWRC) or a fiber-core. It should be noted that a sling manufactured with a fiber-core is usually more flexible but is less resistant to environmental damage. Conversely, a core that is made of a wire rope strand tends to have greater strength and is more resistant to heat damage.
Wire rope may be manufactured using different rope lays. The lay of a wire rope describes the direction the wires and strands are twisted during the construction of the rope. Most wire rope is right lay, regular lay. This type of rope has the widest range of applications. Wire rope slings may be made of other wire rope lays at the recommendation of the sling manufacturer or a qualified person.
Wire rope slings are made from various grades of wire rope, but the most common grades in use are Extra Improved Plow Steel (EIPS) and Extra Extra Improved Plow Steel (EEIPS). These wire ropes are manufactured and tested in accordance with ASTM guidelines. If other grades of wire rope are used, use them in accordance with the manufacturer"s recommendations and guidance.
When selecting a wire rope sling to give the best service, consider four characteristics: strength, ability to bend without distortion, ability to withstand abrasive wear, and ability to withstand abuse.
Rated loads (capacities) for single-leg vertical, choker, basket hitches, and two-, three-, and four-leg bridle slings for specific grades of wire rope slings are as shown in Tables 7 through 15.
Ensure that slings made of rope with 6×19 and 6x37 classifications and cable slings have a minimum clear length of rope 10 times the component rope diameter between splices, sleeves, or end fittings unless approved by a qualified person,
Ensure that braided slings have a minimum clear length of rope 40 times the component rope diameter between the loops or end fittings unless approved by a qualified person,
Do not use wire rope clips to fabricate wire rope slings, except where the application precludes the use of prefabricated slings and where the sling is designed for the specific application by a qualified person,
Ensure that wire rope slings have suitable characteristics for the type of load, hitch, and environment in which they will be used and that they are not used with loads in excess of the rated load capacities described in the appropriate tables. When D/d ratios (Fig. 4) are smaller than those listed in the tables, consult the sling manufacturer. Follow other safe operating practices, including:
When D/d ratios (see Fig. 6) smaller than those cited in the tables are necessary, ensure that the rated load of the sling is decreased. Consult the sling manufacturer for specific data or refer to the WRTB (Wire Rope Technical Board) Wire Rope Sling Users Manual, and
Before initial use, ensure that all new swaged-socket, poured-socket, turnback-eye, mechanical joint grommets, and endless wire rope slings are proof tested by the sling manufacturer or a qualified person.
Permanently remove from service fiber-core wire rope slings of any grade if they are exposed to temperatures in excess of 180 degrees F (82 degrees C).
Follow the recommendations of the sling manufacturer when you use metallic-core wire rope slings of any grade at temperatures above 400 degrees F (204 degrees C) or below minus 40 degrees F (minus 40 degrees C).
Wire rope and cable are each considered a “machine”. The configuration and method of manufacture combined with the proper selection of material when designed for a specific purpose enables a wire rope or cable to transmit forces, motion and energy in some predetermined manner and to some desired end.
Two or more wires concentrically laid around a center wire is called a strand. It may consist of one or more layers. Typically, the number of wires in a strand is 7, 19 or 37. A group of strands laid around a core would be called a cable or wire rope. In terms of product designation, 7 strands with 19 wires in each strand would be a 7×19 cable: 7 strands with 7 wires in each strand would be a 7×7 cable.
Materials Different applications for wire rope present varying demands for strength, abrasion and corrosion resistance. In order to meet these requirements, wire rope is produced in a number of different materials.
Stainless Steel This is used where corrosion is a prime factor and the cost increase warrants its use. The 18% chromium, 8% nickel alloy known as type 302 is the most common grade accepted due to both corrosion resistance and high strength. Other types frequently used in wire rope are 304, 305, 316 and 321, each having its specific advantage over the other. Type 305 is used where non-magnetic properties are required, however, there is a slight loss of strength.
Galvanized Carbon Steel This is used where strength is a prime factor and corrosion resistance is not great enough to require the use of stainless steel. The lower cost is usually a consideration in the selection of galvanized carbon steel. Wires used in these wire ropes are individually coated with a layer of zinc which offers a good measure of protection from corrosive elements.
Cable Construction The greater the number of wires in a strand or cable of a given diameter, the more flexibility it has. A 1×7 or a 1×19 strand, having 7 and 19 wires respectively, is used principally as a fixed member, as a straight linkage, or where flexing is minimal.
Selecting Wire Rope When selecting a wire rope to give the best service, there are four requirements which should be given consideration. A proper choice is made by correctly estimating the relative importance of these requirements and selecting a rope which has the qualities best suited to withstand the effects of continued use. The rope should possess:Strength sufficient to take care of the maximum load that may be applied, with a proper safety factor.
Strength Wire rope in service is subjected to several kinds of stresses. The stresses most frequently encountered are direct tension, stress due to acceleration, stress due to sudden or shock loads, stress due to bending, and stress resulting from several forces acting at one time. For the most part, these stresses can be converted into terms of simple tension, and a rope of approximately the correct strength can be chosen. As the strength of a wire rope is determined by its, size, grade and construction, these three factors should be considered.
Safety Factors The safety factor is the ratio of the strength of the rope to the working load. A wire rope with a strength of 10,000 pounds and a total working load of 2,000 pounds would be operating with a safety factor of five.
It is not possible to set safety factors for the various types of wire rope using equipment, as this factor can vary with conditions on individual units of equipment.
The proper safety factor depends not only on the loads applied, but also on the speed of operation, shock load applied, the type of fittings used for securing the rope ends, the acceleration and deceleration, the length of rope, the number, size and location of sheaves and drums, the factors causing abrasion and corrosion and the facilities for inspection.
Fatigue Fatigue failure of the wires in a wire rope is the result of the propagation of small cracks under repeated applications of bending loads. It occurs when ropes operate over comparatively small sheaves or drums. The repeated bending of the individual wires, as the rope bends when passing over the sheaves or drums, and the straightening of the individual wires, as the rope leaves the sheaves or drums, causing fatigue. The effect of fatigue on wires is illustrated by bending a wire repeatedly back and forth until it breaks.
The best means of preventing early fatigue of wire ropes is to use sheaves and drums of adequate size. To increase the resistance to fatigue, a rope of more flexible construction should be used, as increased flexibility is secured through the use of smaller wires.
Abrasive Wear The ability of a wire rope to withstand abrasion is determined by the size, the carbon and manganese content, the heat treatment of the outer wires and the construction of the rope. The larger outer wires of the less flexible constructions are better able to withstand abrasion than the finer outer wires of the more flexible ropes. The higher carbon and manganese content and the heat treatment used in producing wire for the stronger ropes, make the higher grade ropes better able to withstand abrasive wear than the lower grade ropes.
Effects of Bending All wire ropes, except stationary ropes used as guys or supports, are subjected to bending around sheaves or drums. The service obtained from wire ropes is, to a large extent, dependent upon the proper choice and location of the sheaves and drums about which it operates.
A wire rope may be considered a machine in which the individual elements (wires and strands) slide upon each other when the rope is bent. Therefore, as a prerequisite to the satisfactory operation of wire rope over sheaves and drums, the rope must be properly lubricated.
Loss of strength due to bending is caused by the inability of the individual strands and wires to adjust themselves to their changed position when the rope is bent. Tests made by the National Institute of Standards and Technology show that the rope strength decreases in a marked degree as the sheave diameter grows smaller with respect to the diameter of the rope. The loss of strength due to bending wire ropes over the sheaves found in common use will not exceed 6% and will usually be about 4%.
The bending of a wire rope is accompanied by readjustment in the positions of the strands and wires and results in actual bending of the wires. Repetitive flexing of the wires develops bending loads which, even though well within the elastic limit of the wires, set up points of stress concentration.
The fatigue effect of bending appears in the form of small cracks in the wires at these over-stressed foci. These cracks propagate under repeated stress cycles, until the remaining sound metal is inadequate to withstand the bending load. This results in broken wires showing no apparent contraction of cross section.
Experience has established the fact that from the service view-point, a very definite relationship exists between the size of the individual outer wires of a wire rope and the size of the sheave or drum about which it operates. Sheaves and drums smaller than 200 times the diameter of the outer wires will cause permanent set in a heavily loaded rope. Good practice requires the use of sheaves and drums with diameters 800 times the diameter of the outer wires in the rope for heavily loaded fast-moving ropes.
It is impossible to give a definite minimum size of sheave or drum about which a wire rope will operate with satisfactory results, because of the other factors affecting the useful life of the rope. If the loads are light or the speed slow, smaller sheaves and drums can be used without causing early fatigue of the wires than if the loads are heavy or the speed is fast. Reverse bends, where a rope is bent in one direction and then in the opposite direction, cause excessive fatigue and should be avoided whenever possible. When a reverse bend is necessary larger sheaves are required than would be the case if the rope were bent in one direction only.
Stretch of Wire Rope The stretch of a wire rope under load is the result of two components: the structural stretch and the elastic stretch. Structural stretch of wire rope is caused by the lengthening of the rope lay, compression of the core and adjustment of the wires and strands to the load placed upon the wire rope. The elastic stretch is caused by elongation of the wires.
The structural stretch varies with the size of core, the lengths of lays and the construction of the rope. This stretch also varies with the loads imposed and the amount of bending to which the rope is subjected. For estimating this stretch the value of one-half percent, or .005 times the length of the rope under load, gives an approximate figure. If loads are light, one-quarter percent or .0025 times the rope length may be used. With heavy loads, this stretch may approach one percent, or .01 times the rope length.
The elastic stretch of a wire rope is directly proportional to the load and the length of rope under load, and inversely proportional to the metallic area and modulus of elasticity. This applies only to loads that do not exceed the elastic limit of a wire rope. The elastic limit of stainless steel wire rope is approximately 60% of its breaking strength and for galvanized ropes it is approximately 50%.
Preformed Wire Ropes Preformed ropes differ from the standard, or non-preformed ropes, in that the individual wires in the strands and the strands in the rope are preformed, or pre-shaped to their proper shape before they are assembled in the finished rope.
This, in turn, results in preformed wire ropes having the following characteristics:They can be cut without the seizings necessary to retain the rope structure of non-preformed ropes.
They are substantially free from liveliness and twisting tendencies. This makes installation and handling easier, and lessens the likelihood of damage to the rope from kinking or fouling. Preforming permits the more general use of Lang lay and wire core constructions.
Removal of internal stresses increase resistance to fatigue from bending. This results in increased service where ability to withstand bending is the important requirement. It also permits the use of ropes with larger outer wires, when increased wear resistance is desired.
Outer wires will wear thinner before breaking, and broken wire ends will not protrude from the rope to injure worker’s hands, to nick and distort adjacent wires, or to wear sheaves and drums. Because of the fact that broken wire ends do not porcupine, they are not as noticeable as they are in non-preformed ropes. This necessitates the use of greater care when inspecting worn preformed ropes, to determine their true condition.
A wire rope is identified not only by its components but also by its lay and construction. When referring to the lay, it is important to distinguish between the direction of lay of the strands in the rope and the direction of the wires in the strands.



 8613371530291
8613371530291