
wire rope drawing factory

Incoming raw material (wire rod) is prepared for processing through a series of cleaning and/or surface treatment techniques, which include etching, pickling, and coating.
Wire mill rod coils with larger diameters are initially drawn down to sizes suitable for additional processing on equipment with small diameter output. Allows for multiple finished sizes to be drawn from an initial “redraw” size which in practice shortens lead times.
When the wire is drawn, it builds up strength due to work hardening. Time at temperature “softens” the wire and allows for continued processing or increased ductility or varied electrical properties in specific applications.
Particular wire alloys can be strengthened by “soaking” in a low-temperature bath. Also useful in strand and cable products where mechanical processes do not straighten effectively.
Processing wire in a dry lubricant to reach a desired diameter and tensile strength. Most common in larger diameters (above .040”) where surface area reductions are low and heat dissipation is not a primary concern. Creates a matte appearance of the surface finish which can be desirable for some aesthetic applications.
Processing wire in a liquid lubricant can be water or petroleum-based. Most common in smaller diameters where heat and penetration of the dies becomes a concern. Produces a shiny, smooth surface finish that is desirable in many applications — used primarily in finished diameters below .040”.
High-speed drawing of wire for critical applications with diameters in the 0.005” to 0.010” range requires specialized dies and drawing fluids to maximize strength and surface finish.
Aqueous acid wash or hot alkaline baths remove wire drawing lubricants to offer a cleaner material that extends furnace and lubricant life in downstream processing. Finished products are shipped that eliminate the need for additional cleaning before installation or further processing.
Processing bulk wire spools onto packages suitable for shipment. Labeling, marking, and kitting of the finished product. Customizable to any specification.

Nothing speaks to the level of precision and performance we can offer than our continued success in medical wire and cable. With full process control from wire rod to finished cable assembly, our focus is providing full compliance with the most exacting specification used in today’s medical devices. We offer the complete line of austenitic, ferritic, duplex, martensitic, and super duplex stainless steel alloys; cobalt and nickel based alloys, copper, silver plated copper, brass, bronze, and resistance alloys in diameters from 0.001″ (0.0889mm) up to 1.00” (25.4mm) on the industries widest range of packages including bobbin, carrier, coil, reel, spool, or your custom packaging requirement. Learn more by visiting ourLoos & Co., Inc. Medical Technologies Division. Alloys: 304, 304L, 304V, 316LVM, MP35N®, L605, 17-7, Copper, Cobalt & Silver Plated Copper, and more.
Our wire and cable are manufactured and processed to meet the most stringent aerospace industry requirements. “Seam Free” material can be finished with our full range of wire coatings. No other company can provide more military specification wire and cable products than the CWI family of companies. From specialty alloy bar stock for fasteners, to rescue hoist cable and flight control applications, CWI is the global leader in aerospace wire and cable product support. Most Mil-Spec products are stocked or available to quickly turn. We provide quick delivery, exceptional service, and technical knowledge to support your processing and product requirements. Our common alloys for the aerospace industry include: 302HQ, 316L, 13-8Mo, A286, Monel® 400, Monel® K500, Inconel® 600, 718, and Invar 36.
No other market demands quite as much from its products. CWI has long been a participant in the manufacturing of specialty and exotic wire grades to meet the highly demanding requirements of heat resistance, strength retention, and reliability. We understand that our oil and gas customers are simultaneously pushing the limits of modern technology and battling the real life time constraints that can cost thousands of dollars per minute. This market needs professional service and product solutions. From demister pads and welding wire to downhole slicklines and cables for sour well monitoring, CWI offers a broad range of products to keep you on schedule no matter what the challenge. CWI alloys used in Oil and Gas Industries are: 316, 17-7 PH (631), Inconel® 600, Inconel® 625, 718, MP35N®, X750, GD316™, GD22™ / SUPA40®, GD31Mo™ / SUPA75®, GD35Mo™, GD37Mo™, GD50™, and SUPA®-GD100™.
Our alloys combat the extreme conditions of mining and exploration. These applications require a combination of strength and exceptional corrosion resistance, especially where saltwater is involved. We provide a full range of high strength wires for solid-strand and stranded cabling applications. CWI alloys used in Mining / Exploration Industries are: 302S, 316, 317, Monel® 400, Monel® K500, Inconel® 600, Inconel® 625, MP35N®, X750, GD31Mo™ / SUPA75®, GD50™. Grades 316, 317, Alloy 50, and 904L have increased levels of molybdenum to resist pitting and surface attack.
The marine environment is the most corrosive natural environment, and CWI has the alloys to combat this environment. Protect your investments and get longer service life by using a top quality stainless or nickel alloy to avoid corrosion or wire & cable failure. We offer a wide range of marine wire and cable – from running and stayed rigging to lashing wire and larger stainless wire ropes for trawling and buoy/recovery applications. CWI alloys used in Marine Industries are 316 317 Monel® 400 Monel® K500 GD50™. Premium alloys 400 and K-500, composed primarily of nickel and copper, are often specified for cold-formed bolts, screws and other fasteners used in saltwater applications. These offer superior corrosion resistance with K-500 offering additional strength properties by age hardening due to the addition of aluminum.
When there are difficult and demanding construction schedules to meet, look to us for your solution. CWI products for stainless reinforced concrete and masonry, and soil stabilization utilizing environmental mesh, architectural mesh panels, stainless nails, and more. Infrastructure investments and civil engineering projects benefit from filtration wires and mesh, as well as stainless wire ropes in hoisting and dam gate applications. CWI alloys used in the construction industry are: 302S, 304, 316, 430.
Central Wire provides a number of wire products for the automotive industry. We manufacture wires for springs, cold-formed fasteners, forming wire for exhaust system hangers, flat wire for wipers, slide formed wire components, stainless steel wool and other complex parts for use in a number of on and off-road vehicles. CWI alloys used in the automotive industry are 302HQ, 304, 304L, 305, 316, 409, 409CB, 410, 430, 431, 434, 17-7 PH (631), A286.
Our company history starts from wire manufacturing. Our staff has long experience in the wire industry and in particular has extensive wire manufacturing experience that is directly transferred into our equipment.
Our tutoring services can offer wire drawing classes, stranding classes and process management classes. In addition to this we can supply in particular, technical know how, for PC strand and Tyre cord manufacturing.

Shandong Xingying Environmental Energy Technology Co. LTD is a professional company specializing in the production of wire ropes. The company is located in Hebei Anping which is close to a big northern Chinese port - Tianjin Port. So it enjoys the strategic location and convenient transportation.

Our state-of-the-art production line is composed of an Italian large-diameter straight wire drawing machine, several pieces of small and medium-diameter straight wire drawing equipment, as well as several pieces of wet wire drawing machines.

Wire drawing is a metalworking process used to reduce the cross-section of a wire by pulling the wire through a single, or series of, drawing die(s). There are many applications for wire drawing, including electrical wiring, cables, tension-loaded structural components, springs, paper clips, spokes for wheels, and stringed musical instruments. Although similar in process, drawing is different from extrusion, because in drawing the wire is pulled, rather than pushed, through the die. Drawing is usually performed at room temperature, thus classified as a cold working process, but it may be performed at elevated temperatures for large wires to reduce forces.
The wire drawing process is quite simple in concept. The wire is prepared by shrinking the beginning of it, by hammering, filing, rolling or swaging, so that it will fit through the die; the wire is then pulled through the die. As the wire is pulled through the die, its volume remains the same, so as the diameter decreases, the length increases. Usually the wire will require more than one draw, through successively smaller dies, to reach the desired size. The American wire gauge scale is based on this. This can be done on a small scale with a draw plate, or on a large commercial scale using automated machinery.
Very fine wires are usually drawn in bundles. In a bundle, the wires are separated by a metal with similar properties, but with lower chemical resistance so that it can be removed after drawing.annealing before it can be redrawn.
Commercial wire drawing usually starts with a coil of hot rolled 9 mm (0.35 in) diameter wire. The surface is first treated to remove scales. It is then fed into a wire drawing machine which may have one or more blocks in series.
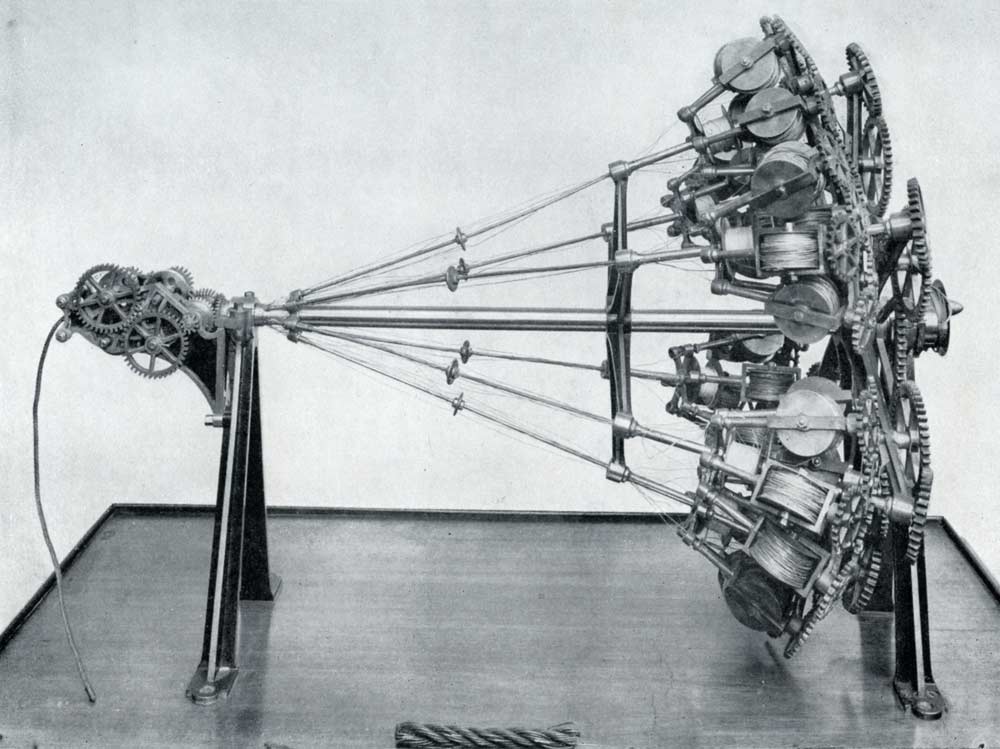
Single block wire drawing machines include means for holding the dies accurately in position and for drawing the wire steadily through the holes. The usual design consists of a cast-iron bench or table having a bracket standing up to hold the die, and a vertical drum which rotates and by coiling the wire around its surface pulls it through the die, the coil of wire being stored upon another drum or "swift" which lies behind the die and reels off the wire as fast as required. The wire drum or "block" is provided with means for rapidly coupling or uncoupling it to its vertical shaft, so that the motion of the wire may be stopped or started instantly. The block is also tapered, so that the coil of wire may be easily slipped off upwards when finished. Before the wire can be attached to the block, a sufficient length of it must be pulled through the die; this is effected by a pair of gripping pincers on the end of a chain which is wound around a revolving drum, so drawing the wire until enough can be coiled two or three times on the block, where the end is secured by a small screw clamp or vice. When the wire is on the block, it is set in motion and the wire is drawn steadily through the die; it is very important that the block rotates evenly and that it runs true and pulls the wire at a constant velocity, otherwise "snatching" occurs which will weaken or even break the wire. The speeds at which wire is drawn vary greatly, according to the material and the amount of reduction.
Machines with continuous blocks differ from single block machines by having a series of dies through which the wire is drawn in a continuous fashion. Due to the elongation and slips, the speed of the wire changes after each successive redraw. This increased speed is accommodated by having a different rotation speed for each block. One of these machines may contain 3 to 12 dies.
Often intermediate anneals are required to counter the effects of cold working, and to allow further drawing. A final anneal may also be used on the finished product to maximize ductility and electrical conductivity.
While round cross-sections dominate most drawing processes, non-circular cross-sections are drawn. They are usually drawn when the cross-section is small and quantities are too low to justify rolling. In these processes, a block or Turk"s-head machine are used.
Lubrication in the drawing process is essential for maintaining good surface finish and long die life. The following are different methods of lubrication:
Roller die Drawing (also referred as Roll drawing): roller dies are used instead of fixed dies to convert shear friction to rolling friction with dramatic reduction in the drawing forces as reported by Lambiase.
Various lubricants, such as oil, are employed. Another lubrication method is to immerse the wire in a copper(II) sulfate solution, such that a film of copper is deposited which forms a kind of lubricant. In some classes of wire the copper is left after the final drawing to serve as a preventive of rust or to allow easy soldering.
The strength-enhancing effect of wire drawing can be substantial. The highest strengths available on any steel have been recorded on small-diameter cold-drawn austenitic stainless wire.
Lambiase, F.; Di Ilio, A. (2011). "A parametric study on residual stresses and loads in drawing process with idle rolls". Materials & Design. 32 (10): 4832–4838. doi:10.1016/j.matdes.2011.06.019.
Lambiase, F.; Di Ilio, A. (2012). "Experimental and Finite Element Investigation of Roll Drawing Process". Journal of Materials Engineering and Performance. 21 (2): 161–166. doi:10.1007/s11665-011-9932-1.
Lambiase, F.; Di Ilio, A. (2012). "Deformation inhomogeneity in roll drawing process". Journal of Manufacturing Processes. 14 (3): 208–215. doi:10.1016/j.jmapro.2011.12.005.
Budinski, Kenneth G. (1996). Engineering Materials: Properties and Selection (5th ed.). Upper Saddle River, NJ: Prentice-Hall, Inc. ISBN 978-0-13-367715-7.
Kalpakjian, Serope; Schmid, Steven R. (2006). Manufacturing Engineering and Technology (5th ed.). Upper Saddle River, NJ: Pearson Prentice Hall. p. 429. ISBN 978-0-13-148965-3.

Wire drawing is a metalworking process used to reduce the cross-section of a wire by pulling the wire through a single, or series of, drawing die(s). There are many applications for wire drawing, including electrical wiring, cables, tension-loaded structural components, springs, paper clips, spokes for wheels, and stringed musical instruments. Although similar in process, drawing is different from extrusion, because in drawing the wire is pulled, rather than pushed, through the die. Drawing is usually performed at room temperature, thus classified as a cold working process, but it may be performed at elevated temperatures for large wires to reduce forces.
The wire drawing process is quite simple in concept. The wire is prepared by shrinking the beginning of it, by hammering, filing, rolling or swaging, so that it will fit through the die; the wire is then pulled through the die. As the wire is pulled through the die, its volume remains the same, so as the diameter decreases, the length increases. Usually the wire will require more than one draw, through successively smaller dies, to reach the desired size. The American wire gauge scale is based on this. This can be done on a small scale with a draw plate, or on a large commercial scale using automated machinery.
Very fine wires are usually drawn in bundles. In a bundle, the wires are separated by a metal with similar properties, but with lower chemical resistance so that it can be removed after drawing.annealing before it can be redrawn.
Commercial wire drawing usually starts with a coil of hot rolled 9 mm (0.35 in) diameter wire. The surface is first treated to remove scales. It is then fed into a wire drawing machine which may have one or more blocks in series.
Single block wire drawing machines include means for holding the dies accurately in position and for drawing the wire steadily through the holes. The usual design consists of a cast-iron bench or table having a bracket standing up to hold the die, and a vertical drum which rotates and by coiling the wire around its surface pulls it through the die, the coil of wire being stored upon another drum or "swift" which lies behind the die and reels off the wire as fast as required. The wire drum or "block" is provided with means for rapidly coupling or uncoupling it to its vertical shaft, so that the motion of the wire may be stopped or started instantly. The block is also tapered, so that the coil of wire may be easily slipped off upwards when finished. Before the wire can be attached to the block, a sufficient length of it must be pulled through the die; this is effected by a pair of gripping pincers on the end of a chain which is wound around a revolving drum, so drawing the wire until enough can be coiled two or three times on the block, where the end is secured by a small screw clamp or vice. When the wire is on the block, it is set in motion and the wire is drawn steadily through the die; it is very important that the block rotates evenly and that it runs true and pulls the wire at a constant velocity, otherwise "snatching" occurs which will weaken or even break the wire. The speeds at which wire is drawn vary greatly, according to the material and the amount of reduction.
Machines with continuous blocks differ from single block machines by having a series of dies through which the wire is drawn in a continuous fashion. Due to the elongation and slips, the speed of the wire changes after each successive redraw. This increased speed is accommodated by having a different rotation speed for each block. One of these machines may contain 3 to 12 dies.
Often intermediate anneals are required to counter the effects of cold working, and to allow further drawing. A final anneal may also be used on the finished product to maximize ductility and electrical conductivity.
While round cross-sections dominate most drawing processes, non-circular cross-sections are drawn. They are usually drawn when the cross-section is small and quantities are too low to justify rolling. In these processes, a block or Turk"s-head machine are used.
Lubrication in the drawing process is essential for maintaining good surface finish and long die life. The following are different methods of lubrication:
Roller die Drawing (also referred as Roll drawing): roller dies are used instead of fixed dies to convert shear friction to rolling friction with dramatic reduction in the drawing forces as reported by Lambiase.
Various lubricants, such as oil, are employed. Another lubrication method is to immerse the wire in a copper(II) sulfate solution, such that a film of copper is deposited which forms a kind of lubricant. In some classes of wire the copper is left after the final drawing to serve as a preventive of rust or to allow easy soldering.
The strength-enhancing effect of wire drawing can be substantial. The highest strengths available on any steel have been recorded on small-diameter cold-drawn austenitic stainless wire.
Lambiase, F.; Di Ilio, A. (2011). "A parametric study on residual stresses and loads in drawing process with idle rolls". Materials & Design. 32 (10): 4832–4838. doi:10.1016/j.matdes.2011.06.019.
Lambiase, F.; Di Ilio, A. (2012). "Experimental and Finite Element Investigation of Roll Drawing Process". Journal of Materials Engineering and Performance. 21 (2): 161–166. doi:10.1007/s11665-011-9932-1.
Lambiase, F.; Di Ilio, A. (2012). "Deformation inhomogeneity in roll drawing process". Journal of Manufacturing Processes. 14 (3): 208–215. doi:10.1016/j.jmapro.2011.12.005.
Budinski, Kenneth G. (1996). Engineering Materials: Properties and Selection (5th ed.). Upper Saddle River, NJ: Prentice-Hall, Inc. ISBN 978-0-13-367715-7.
Kalpakjian, Serope; Schmid, Steven R. (2006). Manufacturing Engineering and Technology (5th ed.). Upper Saddle River, NJ: Pearson Prentice Hall. p. 429. ISBN 978-0-13-148965-3.

Usha Martin’s global design centre in Italy develops wire ropes that exceed customer’s expectations and provide customers the benefits of technical developments in wire rope industry. Besides rope design and testing, the centre is actively engaged in providing technical assistance in the form of evaluating customer concept design of new equipment, conducting training for customers about rope properties, and managing special tests required by customers.
Find professional stainless steel wire rope manufacturers and suppliers in China here. We warmly welcome you to buy or wholesale high quality stainless steel wire rope from our…

Making High Performance wire rope requires watchmakers precision. WDI has built up extensive technical knowledge about the many characteristics of wire rope. This gives us the right switches in design and production to manufacture wire rope that matches the requirements of your application. That‘s why PYTHON is perceived as one of the supreme special wire rope manufacturers in the world.
For High Performance Wire Rope, one true key performance factor is the uncompromisingly high quality of the individual rope wires. The technological values of the wires determine the rope’s strength and service life. Our focus on using only the best wires available gives us an advantage over the competition. PYTHON wire rope consists only of wires drawn in-house by WDI’s wire business unit located in Rothenburg, home to Europe’s most modern and largest wire drawing factory. In order to meet highest quality demands, we process wire rods as raw material exclusively from reknowned German producers - full material traceability guaranteed.
Our commitment to quality wire rope is reflected by the quality programs we pursue. WDI’s products are produced in conformance to quality management system ISO 9001:2008 (DNV, certificate 102826) and API Spec Q1 9A (Certificates 9A-0091, 9A-0100).
The wire drawing company specializes in the production of wire with a diameter ranging from 0.15 to 16 mm; among the many types of products we find: chromed bright wire, galvanized wire, mild coppered wire, rolled wire for cold heading, and much more.

Stainless steel wire, also known as stainless steel wire, is a variety of wire products of different specifications and models made of stainless steel. The origin is the United States, the Netherlands, and Japan, and the cross section is generally round or flat. Common stainless steel wires with good corrosion resistance and high cost performance are 304 and 316 stainless steel wires.



 8613371530291
8613371530291