
wire rope lubricant applicator free sample
Wire rope forms an important part of many machines and structures. It is comprised of continuous wire strands wound around a central core. There are many kinds of wire rope designed for different applications. Most of them are steel wires made into strands wound with each other. The core can be made of steel, rope or even plastics.
Wire ropes (cables) are identified by several parameters including size, grade of steel used, whether or not it is preformed, by its lay, the number of strands and the number of wires in each strand.
A typical strand and wire designation is 6x19. This denotes a rope made up of six strands with 19 wires in each strand. Different strand sizes and arrangements allow for varying degrees of rope flexibility and resistance to crushing and abrasion. Small wires are better suited to being bent sharply over small sheaves (pulleys). Large outer wires are preferred when the cable will be rubbed or dragged through abrasives.
There are three types of cores. An independent wire rope core (IWRC) is normally a 6x7 wire rope with a 1x7 wire strand core resulting in a 7x7 wire rope. IWRCs have a higher tensile and bending breaking strength than a fiber core rope and a high resistance to crushing and deformation.
A wire strand core (WSC) rope has a single wire strand as its core instead of a multistrand wire rope core. WSC ropes are high strength and are mostly used as static or standing ropes.
Wire ropes also have fiber cores. Fiber core ropes were traditionally made with sisal rope, but may also use plastic materials. The fiber core ropes have less strength than steel core ropes. Fiber core ropes are quite flexible and are used in many overhead crane applications.
The lay of a wire rope is the direction that the wire strands and the strands in the cable twist. There are four common lays: right lay, left lay, regular lay and lang lay. In a right lay rope the strands twist to the right as it winds away from the observer. A left lay twists to the left. A regular lay rope has the wires in the strands twisted in the opposite direction from the strands of the cable. In a lang lay rope, the twist of the strands and the wires in the strands are both twisted the same way. Lang lay ropes are said to have better fatigue resistance due to the flatter exposure of the wires.
Wire ropes are made mostly from high carbon steel for strength, versatility, resilience and availability and for cost consideration. Wire ropes can be uncoated or galvanized. Several grades of steel are used and are described in Table 1.
Steel cable wire is stiff and springy. In nonpreformed rope construction, broken or cut wires will straighten and stick out of the rope as a burr, posing a safety hazard. A preformed cable is made of wires that are shaped so that they lie naturally in their position in the strand, preventing the wires from protruding and potentially causing injury. Preformed wire ropes also have better fatigue resistance than nonpreformed ropes and are ideal for working over small sheaves and around sharp angles.
Lubricating wire ropes is a difficult proposition, regardless of the construction and composition. Ropes with fiber cores are somewhat easier to lubricate than those made exclusively from steel materials. For this reason, it is important to carefully consider the issue of field relubrication when selecting rope for an application.
There are two types of wire rope lubricants, penetrating and coating. Penetrating lubricants contain a petroleum solvent that carries the lubricant into the core of the wire rope then evaporates, leaving behind a heavy lubricating film to protect and lubricate each strand (Figure 2). Coating lubricants penetrate slightly, sealing the outside of the cable from moisture and reducing wear and fretting corrosion from contact with external bodies.
Both types of wire rope lubricants are used. But because most wire ropes fail from the inside, it is important to make sure that the center core receives sufficient lubricant. A combination approach in which a penetrating lubricant is used to saturate the core, followed with a coating to seal and protect the outer surface, is recommended. Wire rope lubricants can be petrolatum, asphaltic, grease, petroleum oils or vegetable oil-based (Figure 3).
Petrolatum compounds, with the proper additives, provide excellent corrosion and water resistance. In addition, petrolatum compounds are translucent, allowing the technician to perform visible inspection. Petrolatum lubricants can drip off at higher temperatures but maintain their consistency well under cold temperature conditions.
Various types of greases are used for wire rope lubrication. These are the coating types that penetrate partially but usually do not saturate the rope core. Common grease thickeners include sodium, lithium, lithium complex and aluminum complex soaps. Greases used for this application generally have a soft semifluid consistency. They coat and achieve partial penetration if applied with pressure lubricators.
Petroleum and vegetable oils penetrate best and are the easiest to apply because proper additive design of these penetrating types gives them excellent wear and corrosion resistance. The fluid property of oil type lubricants helps to wash the rope to remove abrasive external contaminants.
Wire ropes are lubricated during the manufacturing process. If the rope has a fiber core center, the fiber will be lubricated with a mineral oil or petrolatum type lubricant. The core will absorb the lubricant and function as a reservoir for prolonged lubrication while in service.
If the rope has a steel core, the lubricant (both oil and grease type) is pumped in a stream just ahead of the die that twists the wires into a strand. This allows complete coverage of all wires.
After the cable is put into service, relubrication is required due to loss of the original lubricant from loading, bending and stretching of the cable. The fiber core cables dry out over time due to heat from evaporation, and often absorb moisture. Field relubrication is necessary to minimize corrosion, protect and preserve the rope core and wires, and thus extend the service life of the wire rope.
If a cable is dirty or has accumulated layers of hardened lubricant or other contaminants, it must be cleaned with a wire brush and petroleum solvent, compressed air or steam cleaner before relubrication. The wire rope must then be dried and lubricated immediately to prevent rusting. Field lubricants can be applied by spray, brush, dip, drip or pressure boot. Lubricants are best applied at a drum or sheave where the rope strands have a tendency to separate slightly due to bending to facilitate maximum penetration to the core. If a pressure boot application is used, the lubricant is applied to the rope under slight tension in a straight condition. Excessive lubricant application should be avoided to prevent safety hazards.
Some key performance attributes to look for in a wire rope lubricant are wear resistance and corrosion prevention. Some useful performance benchmarks include high four-ball EP test values, such as a weld point (ASTM D2783) of above 350 kg and a load wear index of above 50. For corrosion protection, look for wire rope lubricants with salt spray (ASTM B117) resistance values above 60 hours and humidity cabinet (ASTM D1748) values of more than 60 days. Most manufacturers provide this type of data on product data sheets.
Cable life cycle and performance are influenced by several factors, including type of operation, care and environment. Cables can be damaged by worn sheaves, improper winding and splicing practices, and improper storage. High stress loading, shock loading, jerking heavy loads or rapid acceleration or deceleration (speed of the cable stopping and starting) will accelerate the wear rate.
Corrosion can cause shortened rope life due to metal loss, pitting and stress risers from pitting. If a machine is to be shut down for an extended period, the cables should be removed, cleaned, lubricated and properly stored. In service, corrosion and oxidation are caused by fumes, acids, salt brines, sulfur, gases, salt air, humidity and are accelerated by elevated temperatures. Proper and adequate lubricant application in the field can reduce corrosive attack of the cable.
Abrasive wear occurs on the inside and outside of wire ropes. Individual strands inside the rope move and rub against one another during normal operation, creating internal two-body abrasive wear. The outside of the cable accumulates dirt and contaminants from sheaves and drums. This causes three-body abrasive wear, which erodes the outer wires and strands. Abrasive wear usually reduces rope diameter and can result in core failure and internal wire breakage. Penetrating wire rope lubricants reduce abrasive wear inside the rope and also wash off the external surfaces to remove contaminants and dirt.
Many types of machines and structures use wire ropes, including draglines, cranes, elevators, shovels, drilling rigs, suspension bridges and cable-stayed towers. Each application has specific needs for the type and size of wire rope required. All wire ropes, regardless of the application, will perform at a higher level, last longer and provide greater user benefits when properly maintained.
Lubrication Engineers, Inc. has found through years of field experience, that longer wire rope life can be obtained through the use of penetrating lubricants, either alone or when used in conjunction with a coating lubricant. Practical experience at a South African mine suggests that life cycles may be doubled with this approach. At one mine site, the replacement rate for four 44-mm ropes was extended from an average 18.5 months to 43 months. At another mine, life cycles of four 43-mm x 2073 meter ropes were extended from an average 8 months to 12 months.
In another study involving 5-ton and 10-ton overhead cranes in the United States that used 3/8-inch and 5/8-inch diameter ropes, the average life of the ropes was doubled. The authors attribute this increased performance to the ability of the penetrating lubricant to displace water and contaminants while replacing them with oil, which reduces the wear and corrosion occurring throughout the rope. A good spray with penetrating wire rope lubricant effectively acts as an oil change for wire ropes.
In these examples, the savings in wire rope replacement costs (downtime, labor and capital costs) were substantial and dwarfed the cost of the lubricants. Companies who have realized the importance of proper wire rope lubrication have gained a huge advantage over those who purchase the lowest priced lubricant, or no lubricant at all, while replacing ropes on a much more frequent basis.

Developed as a service tool, the Lincoln Wire Rope Lubricator is attached periodically to equipment on a monthly, quarterly or other cycle to lubricate wire ropes. Lubrication intervals should be determined according to rope manufacturer specifications. The life cycle of a steel wire rope that has been periodically lubricated is approximately six to eight times longer than a wire rope that has not been lubricated. Specifically for Wire Rope Lubricator applications a biodegradable grease LGTE 2 is available. The grease is environmentally acceptable and certified with Ecolabel.
Also, lubricating a wire rope while in service helps to prevent corrosion of the wires. Corrosion can be internal and external, and it often is caused by acids, alkaline waters, salt air, humidity, fumes, and abrasive and industrial environments in general.

The present invention relates to lubricating electrical contact pads located along the edges of printed circuit cards. More specifically it relates to automatically and reliably applying uniform amounts of liquid lubricant to gold electrical contact tabs.
It is known that a lubricant can have beneficial electrical as well as mechanical effects. A lubricant when applied to separable contacts as a thin film reduces friction and wear during sliding action of contacting surfaces. Wear reduction is particularly important where thin precious metal plating is used over base metal.
A method for use in a manufacturing process for applying a thin, uniform layer of lubricant on gold contact tabs is desirable. Conventional methods include felt tips with lubricant, cotton swabs with lubricant, and wiping on lubricant with a lint free cloth. The main drawback of these methods is that the amount of lubricant on contact tabs is not consistent due to the manual nature of the methods.
Therefore, it is desirable to assure that card contact edges are lubricated at the time of manufacture with a sufficient amount of lubricant to enable specified insertions and retractions of such cards during their useful life. In some instances this lifetime may be expected to last for up to five years and include as many as 25 insertions/retractions. It has been found that liquid lubricants are most effective for providing lifetime lubrication at the time the cards are manufactured. However, the problem of assuring uniform application of lubricant has not been solved with total success; and in fact is often a manual step -- with its inherent deficiencies in repeatability and reliability.
Other methods of lubricating printed circuitry have included applying a layer of spray wax and using rollers such as taught in U.S. Pat. No. 4,159,222 to Lebow et al. U.S. Pat. No. 4,268,568 to Sard et al describes electrical contacts on printed circuit boards, which contacts incorporates a fluorocarbon polymer film as a lubricant. U.S. Pat. Nos. 4,529,531 and 4,530,772 to Padovani and Timony, respectively, disclose electric contact lubricants and methods of using them. In each case the method comprises adding the disclosed lubricant to the contacts.
In an automated production environment, it is desirable for the lubrication process to perform several functions including supplying a continuous lubricant film in controlled amounts while moving a card past the supply point at a controllable speed, while accommodating card thickness variations.
The present invention provides apparatus and a inherent method for applying uniform amounts of liquid lubricant in a reliable, consistently repeatable manner to electrical contacts located along an edge of printed circuit cards conveyed at a uniform rate of speed past a lubricant applying station. Lubricant is applied from a free rolling roller which in one embodiment of the present invention is a roughened rubber roller having helical grooves formed therein in contact with a lintless fibrous wick connected to supply of the lubricant. In another embodiment, the free rolling roller has a lintless, fibrous surface material attached to its surface to which the lubricant is directly supplied.
Lubricant flow adjustment may be made at the lubricant reservoir and is affected by factors such as card speed and geometrical attributes of gold tabs. Desired flow rate may be determined by lubing a run ahead sample so as to obtain a uniform oil film on tabs without oil globs or oil starvation. Card speed may be adjusted.
Lubricant applicator drive rollers should be cleaned periodically with a lint free cloth. When not in use, precautions should be taken to avoid dust accumulations on the lubricant application rollers.
These tabs during the useful life of the card will be inserted and retracted many times from the mating connector. Lubricant is desirably provided on edge tabs 4 as one of the final steps after the component assembly in the manufacture of the printed circuit card. A lubricant is preferably chosen to have characteristics which will enable it to last the useful life of the card.
In the present invention, lubricant from source 10 is provided through appropriate piping 12 to a lubrication station indicated generally at 14. Lubricant is applied to edge contact tabs 4 as they pass in wiping contact with lubricant applicator rollers 16. Rollers 16 are free rolling and mounted on studs 17 in plate 1. It has been found that two rollers 16 usually provide better coverage than a single roller.
It has been found that a rate of speed in the range of about 16 to 50 inches per minute is most appropriate for practicing the instant invention. With that rate of speed, an appropriate amount of lubricant is applied to edge contact tabs 4 as they pass beneath applicator rollers 16.
The structure of rollers 32, 32", 36 and 36" is of particular importance in the operation of the present invention. FIG. 3A is a schematic cross-section of any of the drive or exit rollers 32, 32", 36, 36". Each roller has a cylindrical portion 80 and a frusto conical portion 82 such that the roller taken as a whole is frusto conical in shape. The angle 84 of the cone is preferably in the range from 5-10 degrees. FIG. 3B shows the deformation of roller portions 80 and 82 as the roller rotates. Thus, the deformation of the portion 82 is toward rail 38 of FIG. 1. The phenomenon of conical rollers having both an edge aligning and forward driving face components is will known. However, additional advantages proceed in the instant invention from the structure of the rollers in that in addition to keeping card 2 aligned against rail 38, exit rollers 36 and 36" provide the advantage of smearing oil applied at lubricating station 14. The combined results of the free rotation of lubrication applicator rollers 16 and exit rollers 36 and 36" is to assure the smooth distribution of the lubricant and eliminate any spotty oil deposits.
FIG. 5 is a schematic diagram showing only those parts of the apparatus relating to oil supply. Thus it can be seen that lubricant from source 10, which may be any suitable commercially available regulated gravity feed device, is provided to applicator rollers 16 from wicking member 90 to which lubricant is directly supplied. In abutting relationship to both wicking member 90 and applicator roller 16, are lintless, fibrous pads 98 (FIG. 4). With each rotation of rollers 16, their surface contacts pads 98.
Advantageously, wick 90 is quarter inch diameter felt. Felt wicking of this type is commercially available and manufactured for oil lubricating systems that deliver lubricants from a reservoir to a bearing surface. Gravity feed oil reservoirs are also commercially available and therefore not shown in detail in the present invention.
FIG. 6 is illustrative of one embodiment of the present invention in which rollers 16 are formed preferably of treated rubber having a roughened surface. Helical grooves 122, generally perpendicular to stud 17 (FIG. 1) are provided to improve retention of lubricant oil on the roller surface. It has been found that grooves having a depth of about 0.030 inch at 8 threads per inch (TPl) provide good results. Those skilled in the art will understand that these dimensions may differ, primarily as a function of the characteristics of lubricant 10 to be applied to edge connector tabs 4 (FIG. 1)
Refer now to FIG. 7 which shows another suitable lubricating roller 16 with a lintless material 130 on its surface. Preferably lintless material 130 is cotton and has a thickness of 0.010-0.030 inch. A suitable lubricant for use with this material is Stauffer Electronic Lubricant CL-920. Other materials may be used as appropriate to the characteristics of the lubricant to be applied.
While the invention has been illustrated where the lubricant supply is gravity fed, those having skill in the art will understand that other mechanisms may be employed for supplying a constant amount of oil or other lubricant continuously to wick 90.
In operation, the apparatus shown in FIG. 1 may be embodied as a last step in a single side printed circuit manufacture facility or as a separate process at another site. In either case, cards requiring edge connector lubication are conveyed under the influence of drive rollers 32 and 32" and exit rollers 36 and 36", so as to lubricate edge connector tabs 4 through wiping contact with applicator rollers 16. Roller pairs 32-32", 36-36" are positioned such that the distance between them is somewhat less in thickness than that of a printed circuit card 2 to be driven by the roller pairs. A difference of about 0.010-0.020 in. is preferred.

Wire ropes, sometimes referred to as cables in gauges less than 3/8 in. dia., are connective elements used in static and dynamic work environments servicing industry and infrastructure needs. Common static wire-rope applications can be found in the main support systems for suspension bridges or as tensioned cable used to support tall, free-standing structures such as microwave cell towers. Popular dynamic applications include mining-cage hoists, elevator hoists, draglines, and cranes in which the wire rope moves under tension and load to lift, hoist, and transfer motion and power.
Originally developed in early 19th century Germany for the mining industry as a better alternative to existing metal chains and hemp rope—regular failure always proved catastrophic—wire rope is still manufactured in a similar manner from multiple strands of metal wire laid (wound) in a helical pattern around a center core. The center core can be made from hemp rope, plastic, fiber, or steel (specific to aircraft cable).
The multi-strand fabrication method provides tremendous tensile strength (100,000 to 350,000 psi, depending on the grade of wire steel) for lifting and hoisting while delivering flexibility of movement needed for traction and movement recovery over pulley or drum surfaces. In addition, stranded wire provides superior resistance to crushing and abrasion that can result from the extreme working conditions in which wire rope is often employed.
Wire ropes are gauged (sized) based on the number of strands surrounding the core and the number of wires used per strand. For example, an 8×19 wire rope will consist of 8 strands laid around the core, with each strand consisting of 19 wires. With 152 individual wires rubbing against each other as the rope moves over the drum or sheave pulley, friction and wear will result. That must be combatted with an effective lubrication strategy designed to maximize reliability and optimize life cycle.
In addition to load and movement, wire ropes are often subjected to weather and operating conditions that can introduce contamination and place heavy demands on the rope lubricant. Lack of a lubrication strategy can exasperate the situation and cause the wire rope to fail prematurely.
Dynamically loaded wire ropes typically fail from fatigue, wear, corrosion, and/or core shrinkage. Fatigue is a result of repetitive work cycles, subjecting the rope to constant bending, torsional twisting, and tension. These stresses eventually lead to broken wires within the strands. These same cyclic stresses also lead to high contact pressures between the wires that, in turn, set up a friction-and-wear cycle when the rope is inadequately lubricated. In addition, poorly lubricated ropes will allow solid contaminants between the wires as they open and close around the pulley. This contamination then sets up as three-body abrasion, causing accelerated wear inside the rope.
Because wire ropes are made from steel and can be subjected to outside elements such as moisture and acidic chemicals, unless a galvanized-steel rope is employed, successful corrosion abatement will rely solely on a quality lubrication program.
Core shrinkage starts to occur when the initial lubricant charge dries out, resulting in a reduced diameter and loss of support for the surrounding strands. This, in turn, can cause the strands to overlap one another, leading to nicked and cut wires.
Wire-rope lubricant is automatically applied by using a pressure boot clamped on the rope in a tensioned straight section. Lubricant is gently pressured into the wire rope as it passes through the boot. Photo courtesy Lubrication Engineers Inc., Wichita, KS; lelubricants.com
New wire ropes are lubricated at the factory. The lubrication gradually depletes, once the rope is placed in service, at a rate that depends on the load and working conditions. When setting up a wire-rope lubrication program, the first rule of thumb is to ensure the field lubricant is compatible with the original lubricant charge.
Considering the four common failure modes, a good lubricant must be able to coat the outside of the wire rope and get in between the wires to provide a lubricant film between all of the moving wires. The lubricant also must provide adequate corrosion protection. Because most wire ropes fail from the inside, it is important to always use a penetrating lubricant first. Penetrating oils are petroleum-based and contain solvents that allow these lubricants to “creep” into the core and ensure the strands and core are fully coated with a heavy lubricating film. Once in place, the solvent eventually evaporates, leaving only the oil film.
In extreme operating environments, the wire rope may also require a coating oil to protect the outside surface, sealing out moisture and protecting the inner strands and core. This coating oil also protects the outer rope surface from wear and damage.
The correct choice of lubricant is based on the application, load, rope construction, and working environment, all of which will require expert assistance from your local lubricant supplier.
If a new lubricant is to perform correctly, a full wire-rope cleaning must take place prior to re-lubrication. Ropes tend to pick up dirt in service and old lubricants can harden on the rope exterior. Cleaning ranges from a wire-brush-and-solvent cleaning, if only light surface debris is present, to a full steam clean for heavily soiled wire ropes.
Wire-rope lubricant can be applied manually or automatically in the field. Most manual applications are performed with a brush, spray, or even a dip-tank process, depending on the length and size of wire rope. If the lubricant is to be manually applied, always strive to do so at a directional change point, such as a pulley sheave or drum, when the rope strands naturally open up to accommodate flexibility.
For automatic application, a device known as a pressure boot is used. It is clamped on a tensioned straight section of the rope and lubricant gently pressured into the wires as the rope passes through the boot.

With Alibaba.com, you can rest easy that you will be able to find the exact wholesale lubricant for wire for the applications you have in mind. As one of the largest marketplaces for B2B shopping in the world, we have a huge network of wholesalers that have listed all sorts of lubricating jelly products and more.
For personal lube listings, we have a range of safe-to-use lubricant for wire products. This includes pre seed lubricant options that are great for couples trying to conceive and mimics the body’s natural lubricants. For older women, we have options for menopause dryness. These vaginal moisturizers are designed specifically to prevent discomfort and add pleasure. For those with sensitive skin, we have specialist lube for sensitive skin products.
lubricant for wire are also needed for home appliances and industrial lubricants. For home use, we have products for gun lubrication, sewing machine lubricants and more. These petroleum based lubricants can be used anywhere in the home where moving parts rub together. Squeaky door hinges will be a thing of the past with the options available here.

BENEFITS OF WIRE ROPE LUBRICATIONAlthough simple in appearance, the intricate construction and multitude of demands placed on wireropes means that, like any machine, they must be lubricated and protected to achieve optimumperformance and service life.
Reducing the internal friction generated duringload application/removal and the bending of therope over sheaves and drums is vital.It is generally accepted that the bend fatigue lifeof a lubricated wire rope can be up to 60% longerthan that of a non-lubricated rope.
Protecting the rope from the often severely corrosiveconditions encountered in marine and otherenvironments is another key consideration. Althoughropes may appear in good condition, corrosion ofthe core may go unnoticed, creating a potentiallydangerous situation.
The potential savings in both time and money in addition to improved operational safety mean that correct in-servicelubrication is a key part of wire rope use.
KEY REQUIREMENTS OF WIRE ROPE LUBRICANTSWhilst it may be clear that good lubrication is a key part of maximising rope life, delivering thecorrect balance of properties in a single product is a significant challenge. A good wire ropelubricant must:Be easy, pleasant and safe to applyAchieve maximum penetration to ensure lubrication andprotection of the rope coreResist wash-off and ing-offHave excellent corrosion protectionReduce friction and wearAllow easy inspection of the rope
ROCOL WIRE ROPE LUBRICANTSROCOL have manufactured wire rope lubricants for many years.This has allowed us to accumulate the knowledge requiredto provide wire rope users, in a wide range of industries,with products that significantly improve the performance anddurability of wire rope.Our premium products, available in spray, uid and compound versionsreduce wear and corrosion, signicantly extend service life and reducecosts.
PSEUDOPLASTIC WIRE ROPE DRESSINGOne of the most difcult problems encountered in formulating wire rope lubricants is nding the optimum balancebetween good penetration properties and resistance to water wash-off.Good penetration is achieved by low viscosityproducts such as oils but these have poor resistanceto wash-off
Until now there has been a trade off between these competing requirements. However, thanks to its pseudoplasticrheology, WIRESHIELD achieves maximum penetration without compromising wash-off resistance.
WHAT IS PSEUDOPLASTICRHEOLOGY?Initially WIRESHIELD has the appearanceof a grease.Under the slightest shear or agitation the greasestructure collapses and almost instantly becomes uid.This allows maximum penetration into the ropeWhen the shear or agitation stops, the grease structurereforms almost instantly.This maximises wash-off resistance
EXTENDED RE-LUBRICATIONWire ropes often operate in extremeenvironments, as a result, resistance to waterwash-off is a key property of a wire rope dressing.During the extensive laboratory testing of WIRESHIELDa test was developed to measure wash-off resistance.Steel test panels, coated with various lubricants,were repeatedly immersed in synthetic sea water untilthe protective lm failed and corrosion was observed.The graph below shows the results:
After 144,000 immersion cycles WIRESHIELD showedno sign of failure and was still protecting the steel fromcorrosion. Other wire rope lubricants were signicantlyless resistant.
THE DIFFERENCE IS CLEARThe key safety check for wire rope users is avisual inspection of the condition of the rope.Traditional wire rope lubricants contain black solidlubricants such as graphite and molybdenum disulphide.These materials make the lubricant unpleasant tohandle and impossible to see through.WIRESHIELD uses an advanced load carrying systembased on sub-micron white solids. The result is anished product that is both clean to handle andtranslucent in use - without compromising the loadcarrying or anti-wear properties.Below is an illustration of the translucency of the appliedWIRESHIELD lm compared to a traditional lubricant.
FEATURES AND BENEFITSTemperature range -30C to +100CExcellent lubrication properties reduce wear onwires and strands, maximising lifeOutstanding corrosion protectionHighly resistant to water wash-offThin, non-tacky lm prevents build up of dustand dirtClean and pleasant to useTranslucent lm allows easier and more effectiverope inspectionDoes not drip or ing-off due to the pseudoplasticrheology
WIRESHIELD Fluid is a solvent containing, liquid versionof WIRESHIELD designed for application by pressurespray equipment. Once applied, the solvent evaporatesleaving behind the WIRESHIELD lm which is equivalentto standard WIRESHIELD.
COMPREHENSIVE RANGEROCOL manufacture a comprehensive range of wire rope lubricants.ROCOL products have been proven over many years of service to:Reduce wear on wires and strands, maximising service lifeProvide outstanding corrosion protectionResist water wash-off, extending re-lubrication intervals
Semi-uid grease based on highly rened mineral oiland an organically modied clay thickener. The uniqueblend of lubricating solids contained in the productreduces the internal friction and wear often encounteredin multi-strand wire ropes. It is highly resistant towater wash-off and provides excellent corrosionprotection, making it suitable for use even in salt waterenvironments.
Convenient aerosol version of WIRE ROPE Dressing. Thesolvents and propellants provide enhanced de-wateringand penetration properties making the product suitablefor use on wet ropes. The convenience of the aerosoldispenser makes this product ideal for use on equipmentsuch as mobile cranes and for spot application to highwear sections of rope. Once the solvent evaporates,performance is identical to WIRE ROPE Dressing.
Fluid version of WIRE ROPE Dressing. Specially selectedpetroleum solvents added to the formulation provideboth enhanced de-watering and penetration propertiesmaking the product particularly suitable for use on wetropes. The uid nature also makes the product suitablefor spray application. Once the solvent evaporatesperformance is identical to Wire Rope Dressing.
Mineral oil free lubricant manufactured frombiodegradable and renewable raw materials. Shouldaccidental release to the environment occur it isdesigned to be broken down into harmless substancesby the action of micro-organisms.
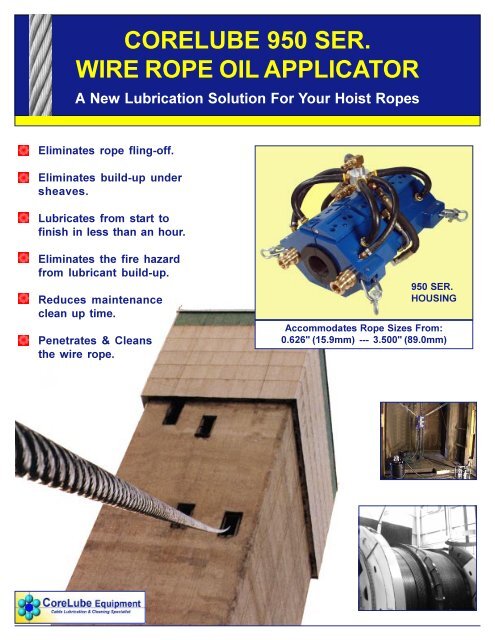
WIRE ROPE LUBRICATIONMethods of rope lubrication range from traditional, unsophisticated techniques such as brushes andswabs to dedicated, high performance equipment.ROCOL wire rope lubricants are designed to be as easy to apply as possible by whichever method is most convenient.While there is no single method that is right and works in all situations, the modern trend is to move away frommanual application, to automated systems which:Maximise efciency of lubricant delivery on to the ropeImprove health and safety by reducing operator contact with the rope and lubricantTo make the selection of the correct system as easy as possible ROCOL recommend the new CoreLube BOS-2100-R1system. This applicator system has been specically optimised to deliver WIRESHIELD by CoreLube Equipment, theleading manufacturer of rope lubrication equipment.
CORELUBE BOS-2100-R1 SYSTEMOptimised WIRESHIELD delivery systemThe BOS-2100-R1 system has been designed todeliver WIRESHIELD in the most effective waypossible. The patent pending unit operates as follows:
FeaturHVDQGEHQHWVLow cost and very easy to useOne brush size covers a large range of rope sizes,eliminating the need for a rubber seal for every sizeof wire ropeCan be permanently installed for continuousoperationsWire rope deformities and cable markers can be runthrough the unit
CLIENT: P&O FERRIESProduct: WIRESHIELDLocation: Dover, UKApplication Details:The Pride of Kent crosses the channel to Calais up to 10 times a day.The vessel is moored using steel wire ropes which can be immersedin sea water up to 20 times a day and are exposed to extreme coastalweather conditions.In order to lubricate the wire ropes, sh oil was applied to themon a regular basis. Although easy to apply and offering reasonablepenetration to the rope core the sh oil produced unsatisfactoryresults, including poor wash-off resistance, leading to increasedlubrication intervals. The operators also had problems when applyingthe oil as it dripped and splashed onto them, causing health andsafety issues, as well as the unpleasant smell associated with sh.
Required Specication:Lubricant with high wash-off resistanceEasy to apply lubricant with no unpleasant odourHigh load carrying capabilitiesProvides corrosion protection to the core of the rope and itsouter strands
It was agreed that a trial would be carried out on one wire rope tocompare the performance of WIRESHIELD to sh oil. The productproved so popular with operators - due to the ease of applicationand improved cleanliness - that within one week the trial had beenextended to all eight steel wire ropes on the vessel. After only twomonths in service no further application of lubricant has beenrequired and the ropes are still in excellent condition.
WIRESHIELD is easy to apply and much more pleasant to use thanthe sh oil we used previously. The improved wash-off resistancemeans that the ropes stay protected and we can extend the relubrication intervals, which saves a great deal of time and frees usup to do other things.Paul Head Boatswain, Pride of Kent
Application Details:The wire ropes on the bulk iron ore unloaders suffered from ahigh degree of wear due to a combination of the large amountof abrasive iron ore dust in the atmosphere and the heavy dutynature of the unloading operation.As a result the ropes were replaced every three to four weekscosting both time and money.
Application Details:The 28,000 tonne capacity Syncrolift ship lift playsa critical role in launching the multi-billion poundsubmarines and surface vessels manufactured by BAE.The 108 individual wire ropes of the Syncrolift areregularly immersed in sea water during regularoperational tests and vessel launches. Failure is notan option.
WIRE ROPE Dressing has been exclusively used on the wireropes since the construction and commissioning of theSyncrolift with faultless performance. The lubricant lm ishighly water resistant and long lasting, resulting inre-lubrication frequencies of 6 months despite theaggressive operating conditions.
After adopting the use of WIRE ROPEDressing as a standard maintenanceprocedure, the operational lifeof the wire ropes increased froman average of 25 days to 40 days.Expressed in terms of productivitythis meant that each rope unloaded190,000 tonnes of iron ore comparedto the previous 120,000 tonnes.The additional benet of reduceddown time further increased theefciency and productivity of theunloading operation resulting insubstantial overall savings.
Wire ropes are in use onTADANO, DEMAG andcrawler cranes. Dueto the atmosphericconditions the cranesoperate in and theviscous nature of theprevious lubricant, theropes accumulated dustand suffered from poorlubrication of the ropecore.
Result:Laing ORourke found that by using ROCOL WIRE ROPEDressing, the life of the wire rope increased, which reducedinitial consumption signicantly. Due to this they also foundthat labour and maintenance costs were reduced, along withdowntime and loss of production time.
Customer Feedback:The WIRE ROPE Dressing from ROCOL has been used on allof our mobile and crawler cranes with fantastic results.Mr Heinz Zoechling, Technical Manager
Heavy duty open gear lubricants based on a clay thickened grease. Suitable for all types and sizes ofopen gears. TUFGEAR Universal can even be used in strong under water currents.Capacity to withstand extremely high loadsExcellent water and corrosion resistanceExcellent adhesion to gear teeth no ingSuitable for all sizes of open gears
Water resistant adhesive lubricant for a wide range of applications.Versatile, extremely adhesive, self-repairing lubricant. For slides, plain bearings, & open gearsparticularly in high load and/or wet conditions.Temperature range 30C to +70COutstanding EP performance (800kg weld load)Excellent water displacing properties can be applied to wet surfacesGood corrosion protectionHighly resistant to water wash-offTenacious, self-repairing lm
Highly versatile and high performance chain lubricant suitable for all types of drive and conveyorchains in a convenient aerosol can.Multi-purpose drive and conveyor chain lubricantMarket leading corrosion protectionIdeal for wet and humid conditionsGood water displacing propertiesHighly water repellentExcellent anti-wear performanceTemperature range 30C to +150CAvailable in 300ml
High performance, aerosol chain lubricant containing molybdenum disulphide for use in the mostarduous conditions. Ideally suited for use on all types of chains under heavy loads.Heavy duty, multi-purpose drive and conveyor lubricantIdeal for fork lift truck chainsFortied with MoS2 for exceptional load and wear resistanceExcellent corrosion protectionIdeal for wet and humid conditionsGood water displacing propertiesHighly water repellentTemperature range 30C to +180CAvailable in 300ml
Waxy lm for long term outdoor corrosion protection. Ideal for long term protection of machinery,elevators, forklift trucks, underground installations and offshore platforms.Temperature range -20C to +110CHeavy duty, waxy lm for long term corrosion protectionExcellent corrosion protection outdoors for up to 2 yearsGood de-watering propertiesGood penetrationCan provide a light lubricating lm in some applicationsIdeal for outdoor corrosion protection of exposedmetal partsDoes not contain silicones or chlorinated solventsAvailable in 300ml, 5L and 20L

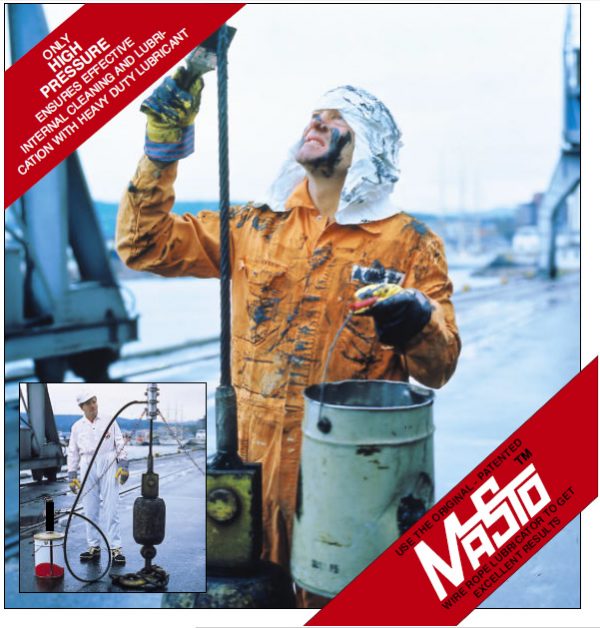
Wire Rope lubrication allways has been a time consuming, dirty and unefficient job. But most of all unreliable because the fact that manual greasing has no penetrating effective lubricationas a result .
The Wire Rope Lubricator is designed to lubricate steel ropes in a reliable manner , deep into the strings under high pressure. This is done in a semi-automatic way , whereas the ropes passes trough the grease applicator which is fixed. The ropes do not to be dismounted from the installations. Using the Wire Rope Lubricator , the life of the ropes as well as of the rope equipment is extended.
Many industries are encountering difficult operating conditions and a variety of business constraints in today"s adverse economic climate. The expectation in the construction business is that operations maintain high levels of reliability, efficiency, and safety while also cutting costs and remaining competitive. Fuel is one of the largest operational expenditures for heavy equipment fleet managers; in the long term, even small improvements in fuel efficiency can make a significant impact to a company"s bottom line. So, how can operators of construction equipment take advantage of the new oils? The function of lubricants in lowering upfront expenses has sparked a lot of discussion. Lubricants can help you save money on gas while also improving engine performance and protection. This is accomplished by lowering pumping and spinning losses while minimising metalto-metal contact between moving components. Because the oil has a reduced viscosity, it takes less effort to go through the engine and hence flows more quickly. Newer engine types, which operate at greater temperatures, can put conventional lubricants under stress, speeding up the oxidation and degradation of the oil. When it comes to keeping your construction equipment running smoothly, the lubricants you use are crucial. Premium lubricants may cost a little more up front if your dealer or OEM advises them, but the benefits to your machines over time can actually save your operating costs. Lubricant Failure A failure occurs when an objective or expectation is not met. As a result, describing the lubrication goals that were not met is critical in defining a lubricant failure. These objectives are frequently attributed to the lubricant, but



 8613371530291
8613371530291