
workover rig tripping pipe free sample

Wedge-shaped pieces of metal with teeth or other gripping elements that are used to prevent pipe from slipping down into the hole or to hold pipe in place. Rotary slips fit around the drill pipe and wedge against the master bushing to support the pipe. Power slips are pneumatically or hydraulically actuated devices that allow the crew to dispense with the manual handling of slips when making a connection. Packers and other down hole equipment are secured in position by slips that engage the pipe by action directed at the surface.†
The heavy square or hexagonal steel member suspended from the swivel through the rotary table. It is connected to the topmost joint of drill pipe to turn the drill stem as the rotary table turns.†
A hole in the rig floor 30 to 35 feet deep, lined with casing that projects above the floor. The kelly is placed in the rathole when hoisting operations are in progress.†
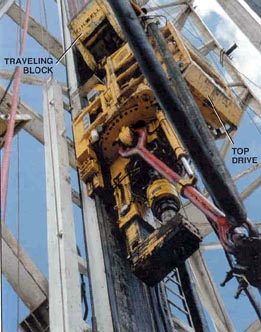
The top drive rotates the drill string end bit without the use of a kelly and rotary table. The top drive is operated from a control console on the rig floor.†
The derrickman"s working platform. Double board, tribble board, fourable board; a monkey board located at a height in the derrick or mast equal to two, three, or four lengths of pipe respectively.†
The large wrenches used for turning when making up or breaking out drill pipe, casing, tubing, or other pipe; variously called casing tongs, rotary tongs, and so forth according to the specific use. Power tongs are pneumatically or hydraulically operated tools that spin the pipe up and, in some instances, apply the final makeup torque.†
The heavy seamless tubing used to rotate the bit and circulate the drilling fluid. Joints of pipe 30 feet long are coupled together with tool joints.†

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

The Attorneys at Spurgeon Law Firm know what it’s like to spend countless hours tripping pipe on a drilling rig. Stephen and Sam both have experience working on drilling rigs where they have roughnecked on Kelly and rotary drilling rigs.
Running in the hole or pulling out of the hole (aka tripping pipe) is one of the most labor intensive job tasks a worker will engage in while on a drilling rig. Long hours of throwing the slips in, breaking or making connections, and racking back stands of pipe in the derrick is mentally and physically exhausting whereby your brain will start to populate abnormal thoughts. Your mind will start to drift due to fatigue and exhaustion and thus cause you to lose focus on the job at hand. Because of this, people are more susceptible of making mistakes, which in turn will cause injury to themselves or someone else. This is why it is imperative that companies have adequate personnel on the job and to allow that personnel to take breaks as needed. Your safety should be priority and always put your health first and the company’s profit second.
All oilfield workers have the right to work in a safe environment. The oilfield is governed by rules, laws, and guidelines to keep workers safe. However, these rules and laws are not always followed and often lead to serious injury. If you have sustained injuries in the oilfield contact our experienced oilfield lawyers at 318-224-2222. Attorneys, Stephen and Sam, have both worked in the oilfield and know the ins and outs. Prior to becoming an attorney, Stephen worked offshore as a Petroleum Engineer gaining valuable experience which he uses to get his clients maximum compensation. Their experience can make the difference when it comes to getting the payment you deserve. Contact Spurgeon Law Firm today for a free consultation.

If you already know that the stuck pipe is caused by wellbore geometry, the following instructions are guidelines on how to free the stuck drill string.

While tripping out of hole to 6,850’MD, observe over pull 40 Klb over pick up weight. Stop tripping out and attempt to go down no issue. Attempt to rotate, pipe is able to rotate at 30K ft-lb. Attempt to circulate, observe restricted flow.
Note: The adjusted weight is used instead of the plain weight because it represents the whole string better than the plain weight. The plain pipe weight can be used for tubular as casing or tubing which don’t have tool joints.
Note: This stuck pipe formulas is derived from Young’s Modulus equation therefore it does not account for friction in the wellbore. Using this formula will give you rough idea where the stuck pipe is and this is a good location for you to start determine the stuck depth using a wireline free point tool. The precision location must come from the free point tool only.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Backreaming is the practice of pumping and rotating the drillstring while simultaneously pulling out of the hole. When reliable topdrive drilling systems (TDSs) on conventional drilling rigs were introduced more than 25 years ago, the practice of backreaming became a popular technique in the driller"s toolbox for tripping out of hole initially in deviated wells.
In general, backreaming operations have become a popular solution to poor hole conditions while pulling out of hole, but they are also notorious for causing the very same problems they are supposed to prevent, such as stuck pipe. If backreaming is not performed properly, it may complicate the operations, cause wellbore-stability issues, cause higher equivalent circulating densities (ECDs), and cause stuck-pipe incidents caused by packoffs.
As part of the company"s stuck-pipe prevention initiative, it became clear that when backreaming is carried out in a wellbore that has a large amount of cuttings and/or cavings, it can cause problems rather than solve them if it is not done with sufficient care. Also, backreaming and tripping operations were usually occasions when the rig-based team went to a "low-vigilance" level. On the basis of historical cases, it was concluded that in the majority of instances, there were no clear guidelines on when to start, how to do it, when to slow down, and when to stop backreaming operations. A review of industry literature also indicated a lack of procedures generally for backreaming.
As a result of the analysis of the real-time data from several case histories, a plan was put in place to improve backreaming operations, define the situations that require backreaming, and focus on tripping practices to prevent stuck-pipe incidents and tool failures.
This paper focuses on one of the industry"s most controversial subjects, reviews the implications of backreaming by using real-time data and case histories, and suggests proven procedures to trouble-free backreaming. It recommends the conditions that require backreaming and also suggests wellbore conditions that are not recommended for backreaming. More importantly, it proposes key drilling parameters that need to be monitored when backreaming. These include pump pressure, torque, hookload, cuttings rate, and downhole measurements (if available) to detect and prevent backreaming-induced operational problems. In addition, this paper provides guidelines for successful backreaming operations and defines conditions that may be resolved without needing to backream. Backreaming guidelines have been developed on the basis of the company"s worldwide operations, supported by real-time case histories and an extensive stuck-pipe prevention program.
In a global first, Mubadala Petroleum in Thailand has successfully completed a three-month trial of a new technology designed to improve the operational performance of the regular program of well maintenance workovers required for its Gulf of Thailand fields. The trial tested the use of an innovative modular Rigless Pulling Unit (RPU) in place of a conventional Hydraulic Workover Unit (HWU) in a program of workover operations.
During the trial period, this new unit achieved similar operational efficiency to a HWU, while proving its capabilities to execute the most complicated tasks that are challenging even for the HWU, in terms of reducing rig time, well cost, and most importantly minimizing the HSE risks. This technology can be developed to be a "fit for purpose" intervention method for the future workover, recompletion and decommissioning activities. The utilization of RPU for a long well services campaign, for post-drilling completions, for slot recoveries and for a decommissioning campaign will have more potential of cost saving vs using the Rig or HWU.
With this first worldwide successful trial of a RPU for well workover operations, we have opened the doors for new opportunities to perform workover activities other than with standard hydraulic workover rigs. The RPU technology offers many advantages and capabilities to perform more efficient complex workovers or recompletion operations.
Material presented is from actual workover operations, including electrical submersible pumps (ESP) change outs and cycling lower completions, wellbore cleanout, etc. It will also display the operational efficiencies increase and risk reduction achieved.

Balance Point: This term refers to the condition during a trip in or out of the hole where the pipe weight and the lift force exerted by the well acting on the cross-sectional area of the pipe being tripped is at or near equal.
BHA: Bottom hole assembly. Describes the production or workover tools used for completion or workover operations. (i.e. packers, bridge plugs, fishing tools, etc).
BOP stack: A series of blow out preventers stacked together using an equalizing and bleed of spool. Stack normally consists of an annular; equalize spool and a set of stripping rams. In snubbing operations the BOP stack is considered a secondary BOP. When working in conjunction with a workover, service or drilling rig the rig supplies the primary BOP’s.
Equalize line: High pressure line pipe, chick sans (swivels) and valves for use during a snubbing operation to equalize or bleed off pressures within different chambers in a snubbing BOP stack.
Gas well snubbing: Workover or completion work on a gas well which is either live or underbalanced with a rig assist or self-contained snubbing unit. Many gas well formations are fluid sensitive making a snubbing operation ideal for maximum production of the well. Eliminates the need for expensive kill fluids.
Guide Tube: Any arrangement of support system that prevents columnar buckling of the pipe being snubbed. Typical arrangements can be telescopic or static depending on the design of the snubbing unit structure.
Hydraulic Workover Unit: A unit that competes directly with conventional work over rigs. By utilizing hydraulic cylinders instead of a traditional draw-works arrangement, the unit maintains a small footprint allowing rig up in tight areas such as on offshore platforms.
Live well completions: A well condition where tubulars and tools are pulled or inserted into a well with the use of a rig assist snubbing unit or self-contained snubbing unit. The well has surface pressure from the down hole formations. Wells can be either gas or oil.
Live well workovers: Describes the condition of a gas or oil well is in when tubulars are snubbed in or out of well. There is pressure at surface in these wells making them ideal candidates for snubbing operations.
Passive Rotary: A turn-table integrally mounted in the snubbing unit traveling plate which allows the rotation of the string with the slips closed on the pipe in either the snub mode or pipe heavy mode. This rotary must be driven with an external force be it by hand or with a power swivel rigged above the unit.
Pipe Heavy: In regards to snubbing, this is a pipe condition in which the tubing has sufficient string weight to overcome the forces acting on its cross-sectional area. Once the weight is sufficient, it overcomes the force applied by the pressure in the well and will fall under its own weight into the well.
Pipe Light: In regards to snubbing, this term describes the condition when the well bore forces acting on the cross-sectional area of the pipe being snubbed are greater than string weight; if tubing is not controlled, the snubbing unit will eject itself from the well.
Powered Rotary: A turn-table integrally mounted in the snubbing unit traveling plate which allows the rotation of the string with the slips closed on the pipe in either the snub mode or pipe heavy mode. This rotary is driven with hydraulic motors, allowing the unit to perform string rotation without external support equipment.
Rig assist snubbing: A mobile snubbing unit, either truck-mounted or skid-mounted, that works in conjunction with a workover, service or drilling rig for workover or completions work on a live well or underbalanced well. Unit is capable of running or pulling tubulars and tools under pressure.
Self contained snubbing:A snubbing unit which stands alone by itself with no need of a service, workover or drilling rig. A self-contained unit is capable of workover or completion work on a live well or underbalanced well or indirect.
Snubbing: A procedure in which tubing is run or pulled from a well, which is in an underbalanced or live well condition. Snubbing units have specialized pressure control devices which permit them to deliver drilling, completion and workover services while there is pressure in the wellbore. Snubbing units eliminate the need to neutralize well pressure prior to servicing and therefore avoid the formation damage which neutralizing pressure can have on a well’s ability to produce.
Snubbing Assistant: This person’s position is primarily focused on taking direction from the snubbing operator, and entails routine maintenance, pipe handling and power tong operation.
Snubbing jack: The structure of the unit designed to withstand engineered ratings for both the pipe weight and the force applied by the unit’s hydraulic cylinders. The hydraulically operated equipment which enables crews to work on underbalanced or live well.
Snubbing slips: A set of hydraulically actuated slips which can be run either inverted or right side up to control the movements of pipe in conjunction with a snubbing jack to insert or extract tubulars under live well or underbalanced conditions.
Snubbing Supervisor:Equivalent to a rig manager or tool push, the snubbing supervisor is responsible for all aspects of the snubbing unit and its operations. He/she is the direct liaison to the oil company representative he/she is working for. All members of the snubbing crew are subordinate to the snubbing supervisor. Typically the supervisor will have in excess of 10 years’ experience in snubbing operations.
Staging tubing: Is the process of moving tubing into or out of a live or underbalanced well by using different sections of the BOP stack to insert or extract tubing connections or larger diameter tool assemblies. I.e. annular and a set of stripping pipe rams or two sets of stripping rams. The preventers are closed and opened in sequence allowing for tubing connections or larger diameter tools to be staged in with at least one preventer being closed to contain well bore pressures.
Stand alone snubbing (see self contained unit): Use of a snubbing unit by itself without the aid of a service, workover or drilling rig. Unit is capable of workover or completion work on a live well or underbalanced well.
Stationary snubbing slips: A set of snubbing slips that are typically mounted on top of a BOP stack which will hold pipe that is in a pipe light or neutral state.
Stripping: : During snubbing operations this is the procedure where you move pipe through a closed preventer (pipe rams or annular) on a live or underbalanced well containing pressure from the well bore with a closed preventer.
Stripping on: : The procedure in which a snubbing unit is rigged onto a service, workover or drilling rig, which is holding the pipe heavy tubing string with their tubing slips and not with a tubing hanger landed.
Stripping Ram: A hydraulically operated ram style BOP used during snubbing and stripping operations. Typically the ram front insert is a sacrificial material that is easily replaced for extended stripping. Materials for the inserts can be custom ordered for the application at hand.
Traveling snubbing slips: A set of slips mounted upside down on a snubbing jacks traveling plate, which controls the movement of tubing in or out of a well. Slips will hold tubing only when tubing is in the pipe light state.
Underbalanced workovers: The well is live with pressure to surface when workover operations are performed. Rig assist snubbing or self-contained snubbing units are used for the running or pulling of tubulars and BHA’s. Typically the snubbing unit pulls pipe from the well, the original zone is worked over, abandoned, or a new zone perforated and the snubbing unit snubs the production string back into the well.

Equipment is as critical as human behavior when it comes to accidents on drilling rigs. So, tong jaws and elevator should be well lubricated, and tong pins should be in place with nuts and bolts while tong dies are sharp and intact.

Operators working in shallow resource plays, such as shallow oil, unconventional shale gas and coalbed methane (CBM), just can’t get enough of a good thing. At their request, rig manufacturers are expanding the operating and mobility features of the industry’s rigs to a new level of sophistication – the highly or ultra-mobile rig. Highly mobile drilling rigs bring increased agility, automation, safety focus and cost savings, and are being used in deeper oil plays to perform top-hole work. Additionally, highly mobile rigs are carving niches for themselves in workover operations from offshore platforms, as well as geothermal applications.
Mobile and highly mobile rigs are different from their predecessor, the heliportable rig, which is used to access locations where no infrastructure exists, such as Siberia and the Amazon region. Heliportable rigs, which first appeared about 30 years ago, are capable of being broken down into a minimum number of loads, with each load weighing three tons, depending on the type of rig.
“Ironically, the helirig concept has not evolved very much, I suppose due to low-volume demand for these units. However, modular highly portable rigs have taken off, and the demand is very high for the foreseeable future,” Ray Pereira, vice president of North America sales for Drillmec, said.
For the purpose of this article, highly or ultra-mobile rigs are defined as small or medium-size self-driving rigs with wheels, mounted on either a substructure or trailer, and quite often their substructure and mast are self-erecting. How is this different from mobile rigs? According to rig manufacturers, features such as a heightened ability to be broken down and reassembled and still retain full functionality, increased use of automation for added safety and operational ability, and a reduction in crew size all set highly mobile rigs apart from mobile rigs.
“A fully engineered drilling system is even more important in highly mobile rigs given the trend toward more factory-styled well construction and automated drilling,” Eric Quinlan, LOC product manager for Huisman, commented. “The complete integration of third-party equipment into the rig design will further reduce the number of loads required, the rig-up and rig-down times, as well as improve on automation.”
“High mobility allows more wells to be drilled in a year,” he continued. Particularly for pad drilling in the shale plays, rigs must not only be able to skid or walk but also move quickly and safely to the next pad.
“There is a stronger focus on self-erecting components in highly mobile designs, for instance slingshot-type substructure and self-elevating or self-erecting masts,” Thomas Janowski, sales manager for Herrenknecht Vertical, said. The advent of portable top drives, iron roughnecks, as well as casing-running tools, have added to efficiencies of highly mobile rigs, he noted.
The design and construction of these highly mobile rigs have become very sophisticated, as with the case of the Drillmec HH Series rig, where the main rig components, such as the mast and part of the drill floor, are fused to the specially designed trailer. This allows the top drive and iron roughneck to be transported without being removed from the mast. The trailer concept has improved the mobility of mud pumps, mud tanks, variable frequency drive houses and pipe bins for the automatic racking system.
“A key limitation to current rigs is the available resources (people, trucks, etc) that enable the rig move. Location of the wells also plays a role and adds constraints, both geographic and regulatory,” Mr Quinlan said.
Therefore, there is a major push to reduce load weights and dimensions of all modules that are required to erect a highly mobile rig on location while at the same time reducing the number of loads required to fully assemble the rig on site, according to Mr Pereira.
Equipment advances have brought challenges to highly mobile rig designs as well. “We are seeing a lot more wires and sensors being installed along with measurement equipment and video cameras,” Mr Quinlan remarked.
According to Atlas Copco, mobile rigs got their start in the energy industry when operators started using water-well rigs to drill for oil and gas. “The industry sort of evolved into using mobile rigs for oil and gas drilling rather than actually beginning at a definitive time. The Atlas Copco RD20 rig was borne out of the need for a mobile rig designed specifically for oil and gas drilling,” Alex Grant, well drilling product line manager for Atlas Copco, recalled. The rig was conceived from the T4 water-well rig and has received several technology upgrades since it was introduced in 1986.
The 120,000-lb hookload RD20 rig now has a sister rig, the highly mobile 200,000-lb hookload Predator, which took five years to develop and is just now finishing field trials. The first production unit is expected to begin work in September this year in a Texas shale play.
“We saw a definite need to get into the bigger fields with the bigger players. That’s where Predator came in. We took a clean sheet of paper and asked the question, ‘What does the oil and gas market need?’ ” Mr Grant said. “Because we desired to have an API 4F rating, we probably spent about two years getting our suppliers lined up…. Structures are designed to three times the loading capacity; that’s something you can’t just evolve from a rig that you already have. In 2010, we built two prototypes and put them in the field in an extensive testing program.”
Recognizing that more operators are performing directional drilling, Atlas Copco also added more pullback capacity to the Predator design. The RD20 rig had a pullback capacity of about 5,500 ft; the Predator has about 8,000 ft to 10,000 ft of pullback capacity.
For Drillmec, the Drillmec HH Series rig saw its evolution from a simple hydraulic rig for water wells upgraded to oil well standards in 1990. The first built-for-purpose HH rig was delivered to Eni in 1994. Since then, each generation of the rig has been improved to include enhanced automatic controls for the pipe handler using programmable logic controllers (PLCs) and advances to the hoisting and hydraulic systems. The latest generations include joystick controls and cyber control touchscreen features. The company offers up to 375-ton HH Series rigs for land applications and up to 600-ton rigs for offshore platforms.
Also on the HH Series rig, the vertical pipe-racking system is assembled in a semi-circular array around the rig floor to contribute to quick rig-up and rig-down. Further, containers can be transported and handled full of drill pipe to save time and to reduce risks associated with pipe handling.
“For us, the challenge in the beginning was to develop a rig that provided very safe working conditions for the crew, a small environmental footprint and a high level of operating efficiency,” Mr Pereira said. “Our extensive knowledge of hydraulics enabled us to effectively use a purpose-made cylinder for the hoisting aspect of the rig, thereby eliminating the need for mechanical drawworks and the operational and transport complexities that it brings. The rigs do not have a conventional mast structure nor drawworks and long wires or traveling equipment as the hydraulic cylinder replaces those items and is the main hoisting element of the rig.”
Safety has become a paramount driver alongside economics for highly mobile rigs. “Try to remove personnel from unsafe areas is what we’ve done,” Atlas Copco’s Mr Grant said.
“From a mechanical standpoint to achieve safety, we’re getting into more computer-controlled systems, such as a wireless pipe-handling system where the operator can stand away from the whole operation, observe from a distance and still control the unit. We’re bringing computers more into it. It’s the same with the driller; with the use of electronics, we’re able to stand away from the drill table, stand back in the doghouse even and operate the rig from back there, out of the area where injuries typically occur,” Mr Grant said.
“Drillmec uses single 45-ft joints of range 3 drill pipe that is transported in pipe bins and ready to be used,” Mr Pereira said. “There are no delays waiting to make up stands and set them in fingerboards. Stand-building operations can take days. With the HH Series rig, there is no need to touch the pipe, thereby increasing safety parameters.”
The LOC 250, Huisman’s first highly mobile rig, is a containerized rig, meaning that all elements of the rig fit into standard ISO containers, and has casing-while-drilling capabilities. Since introducing the LOC 250 in 2005, the company has upgraded its design to include AC drive, a higher hookload and an expanded mud system, and the LOC 400 was introduced in 2009. The next generation of the LOC 400, to be introduced in late 2012 or early 2013, will feature a higher level of automation, even quicker rig moves and enhanced skidding capabilities.
“We’re conducting a study on rig moves, finding the weak links and engineering the process to improve it, and preparing recommendations for field personnel to accomplish rig moves quicker,” Mr Quinlan said.
Increased rig safety features desired by operators have brought about another benefit – a reduction in the number of crews needed to run the rig. “The more features you have, such as self-erecting masts, self-erecting substructures and highly mobile components, the less the risk of accidents related to these activities. In Herrenknecht Vertical’s case, a high level of automation, together with the concept of mobility, eliminates almost all of the dangerous jobs on the rig,” Mr Janowski explained. “The number of people involved in tripping pipe in and out is limited to two persons.”
The Drillmec HH Series rig advanced automation concept requires few crew members as well. The concept “allows it to perform most of the routine drilling operations, including tripping in and out the drill string, with an almost unmanned drill floor where worker presence is basically limited to thread doping and handling the bottomhole assembly,” Mr Pereira said. “No one is exposed to direct contact with rotating tubulars, tongs and wrenches or to falling objects.”
“With the latest Atlas Copco rig, the Predator, we’ve got it down to the minimum amount where we can have three people operating a rig as opposed to the six or seven people that would be on a conventional rig,” Mr Grant said.
With Herrenknecht Vertical’s Terra Invader rig, only two people are involved in tripping pipe in and out. The rig came onto the work scene in a geothermal application in Germany in 2006, just one year after the company was established. This rig, which has a box-on-box substructure, is tailored to the Western European market, where cranes are readily available.
“The design criteria are different in that the situation regarding cranes and heavy trucks in Europe is slightly different from the rest of the world,” Mr Janowski noted. “It’s cheaper to install a crane because it’s available and you can rig-up in two days with a crane.”
An economic boost has been a huge plus for operators choosing highly mobile rigs. In addition to the shale plays in North America, key markets are North Africa and the Middle East. “In the Middle East, you have only to drill 700 to 900 meters (2,297 to 2,953 ft) to access resources. Drilling takes only five or six days,” Mr Janowski commented. “There must be a relation between the drilling time and the moving time. When you drill five days, no one would accept a rig move time of five days.”
“It is not just the rig design that enables high portability,” Mr Quinlan remarked. “The contractor must also have the right procedures and systems in place and have a dedicated rig-moving team that knows the rig and how to move it. It’s no use having a rig that can move in two days and be waiting for trucks for three days before it can move.”
“With the Huisman LOC rigs, we wanted a rig that could be moved anywhere on the planet with the same ease as moving a few miles on the road. In this regard, we have been very successful. To move the LOC rigs overseas is very cost effective and can be cheaper than rig moves over land.”
Also regarding improved economics, Mr Grant pointed out that “in addition to the rig’s ability to be broken down into manageable pieces that can be rolled down the road to the next site, the pieces are smaller and the capital outlay is a lot less to achieve the same result as that achieved by drilling with a conventional rig. We run less crew; staff overhead is a lot less. Ultimately, if you’re going for the shallower stuff, the overall cost of ownership is a lot less … roughly two-thirds of the cost of a big conventional rig.”
Rig manufacturers believe there is savings to be realized from use of a highly mobile rig to drill the top-hole section when an operator is targeting deeper reserves. The conventional rig doesn’t need to stay on-site as long. There’s also savings to be realized from reducing nonproductive time.
“It’s about decreasing nonproductive time and increasing safety,” Mr Pereira remarked. “The correct application of a fast-moving or portable rig can save the operator days in mobilization and demobilization between wells. Depending on the distance to the next well location, the Drillmec HH Series rig can be ready for drilling within 72 hours. A well-trained crew can do it in less than 48 hours.”
According to Drillmec, one of its expanded rig capabilities as a result of the design was for the rig to become an integral part of the substructure. “We figured, wouldn’t it be great if you could run the hydraulics of the substructure from the rig itself and offer connections on the substructure to quickly connect an air or mud pump system and reduce the downtime for setup,” Mr Grant said. “The other part was to have the pipe-handling on the back of that.” The Drillmec rigs have the main rig components fused to the specially designed trailer.
With Atlas Copco, Mr Grant said they’re expanding the operational ability of their highly mobile rigs by taking manual labor out of the scenario where possible. For example, “with the Predator rig, the driller has the more accurate ability to dial-in to a computer what he is trying to accomplish; for instance, establish weight on bit by dialing it in,” Mr Grant said. “Before, the driller had to watch the pressure gauge and dial-in weight-on-bit information as the formation changed.”
Highly mobile rigs are meeting diverse global drilling requirements as well. Drillmec’s HH Series rigs are currently operating in shale plays in North America, in the deserts of Egypt and the Middle East, in remote locations in Peru, Colombia, Venezuela and Australia, as well as in geothermal projects in Iceland and Chile. Further, the company recently announced the sale of 25 hydraulic rigs, with an option for an additional 125 rigs, to Chinese drilling company Greka Drilling. The units will work in CBM and shale-gas applications in China’s Shanxi Province.
Huisman’s LOC rigs have drilled oil, gas and geothermal wells in the US and Europe. Although the LOC rigs were designed for onshore drilling, the company has developed a concept and performed basic engineering on a LOC rig for offshore application.
“We have worked on a very interesting concept for using our LOC rig as a modular platform rig with a unique installation procedure onto the platform. This solution would see platform installation in a few days as compared with the several weeks required for similar modular rigs,” Mr Quinlan said.
In addition to shallow-resource development, Atlas Copco has found success using its highly mobile units to do top-hole drilling and set the casing so that conventional double or triple rigs can go in later to drill the deeper sections.
“We can use a top head drive to push the head down onto the drill bit to create weight on bit,” Mr Grant said. “The conventional rigs are not top head drive; they’re relying on collars and sticks of steel to give them weight on bit, making it harder there at the top of the hole.”
As operators expand their search for resources across the globe, rig manufacturers are keeping pace, delivering innovations in operation and transportability.
With more advances already on the drawing board, rig manufacturers are confident that the next generation of highly mobile rigs will continue to meet operator expectations.

If you have drilled for any length of time, sooner or later you are going to stick your drill pipe. It’s one of the hazards of the job. Recognizing the different ways drill pipe can get stuck is the first step in prevention — and recovery.
One very common way to stick pipe is differential sticking. This happens when the hydrostatic pressure is significantly higher than the formation pressure. This often occurs when you drill through a low pressure formation that takes light mud, and then drill into a higher pressure formation deeper in the well. In order to control the high pressure formation, you increase the mud weight. This may break down the low pressure formation and force the drill pipe against the formation face in the wellbore. The pipe is then very definitely stuck. It only take 1 or 2 pounds of differential pressure over a short area to stick pipe to the point that it is beyond the strength of the pipe, or the capability of the rig. One clue to this situation is that you can usually circulate freely.
The solution is to reduce the hydrostatic pressure in the hole until it is equal to the low pressure zone that has you stuck. While circulating, slowly reduce your mud weight by dilution while holding torque on the pipe until it comes free. One problem with this method is that the lower, high pressure formation may start to flow, so be ready to start out of the hole as soon as you’re free to prevent the hole heaving around your drill pipe. You can condition the mud after you’re up in a safe zone. While tripping out under these conditions, don’t shut down for lunch, grease the rig, smoke a cigarette or anything else but keep the pipe moving. If you have to stop, rotate the pipe.
Another common cause of stuck pipe is key-seating. This happens then you drill a deviated hole. It is often caused by formation inclination — doglegging — or too much pulldown. The bit will drill a full gauge hole, but as you get deeper, the pipe will wear a keyseat in the formation. When you come out of the hole, the BHA will ride in the keyseat until the bit gets to it. Then it will stop. Clues to this type of sticky situation: you can still go down and you can circulate freely. If you have a tophead rig, you can often rotate while pulling the pipe and roll past the keyseat. If you have a conventional rotary table rig, you may have to pull into it very gently and rotate the pipe enough to drill your way out of it. This can prove time consuming and frustrating.
Unstable formations can result in a cave in. This will stick pipe tighter than Dick’s hatband. You can’t move the pipe or rotate. The solution is more serious. You will either have to jar it out or wash over it. This can be time consuming and expensive. The prevention is to keep good mud properties, and monitor your gains and losses in the pipe. At the first sign of trouble, pick up, get away from bottom and condition the hole with good mud. Once you have the pipe moving, don’t stop.
Drill pipe can also be stuck mechanically. Dropped slips or a pipe wrench can stick pipe solid. The cures are different according to circumstances. If you can circulate mud, do it. If you can move the pipe, do it. Sometimes a piece of junk will ride the top of the bit until you get up to a soft formation where you can sidewall the junk and proceed.
A few years ago I was on a stuck pipe job in the Northern Rockies. We could circulate freely, but the pipe wouldn’t move or rotate. A classic case of differential sticking or wall-stuck, as we called it. A friend and mentor taught me a trick I’d never seen before. We conditioned the mud until the hole was as perfect as we could get it. Then we put a pretty fair amount of torque in the string and closed the blowout preventer, sealing the top of the well.
We pumped liquid nitrogen into the top of the well, and let the returns come back through the Kelly to the pits. When we had pushed the hydrostatic head of mud as deep as we felt safe, we cleared the floor and opened the preventer. Talk about spectacular! As soon as the pressure was released, the nitrogen came roaring out, lowering the pressure on the formation and freeing the pipe. We immediately started rotating, and conditioned the hole with good mud. I never had to run any tools or anything to free the pipe! I’ve only done that a couple times for various reasons. Usually, because the company man had never heard of it. But it has worked every time I tried it. My point is, every stuck pipe job is a little different, and you are going to have to think “outside the box” to be successful.



 8613371530291
8613371530291