
priming hydraulic pump free sample
Pump is a machine or mechanical equipment which is required to lift a fluid (liquid, semi-solid, gas, steam etc) from low level to high level or to flow fluid from low pressure area to high pressure area or as a booster in a piping network system. Principally, pump converts mechanical energy of motor into fluid flow energy.
Pump Priming is the process of removing air from the pump and suction line. In this process the pump is been filled with the liquid being pumped and this liquid forces all the air, gas, or vapor contained in the passage ways of pump to escape out. Priming maybe done manually or automatically. Not all pumps require priming but mostly do. There are Self Priming Pumps and also some layout situations where priming is not required. Same will be discussed in this article as it progresses.
Priming a pump is probably the first and one of the most important thing one should do before operating it. Not priming a pump or not doing it properly makes majorityof pump problems. Any problem in pump due to lack of priming may cause financial impact due to pump maintenance and the downtime of piping system due to a malfunctioning pump.
Priming reduces the risk of pump damage during start-up as it prevents the the pump impeller to becomes gas-bound and thus incapable of pumping the desired liquid.
For reliable operation, pumps must first be primed; that is, air or gases to be expelled from the suction and impeller eye area and replaced with liquid to be pumped. The pump would not function properly when not completely filled with liquid. Along with compromised performance, not priming the pump and allowed to run without fluid, it will overheat the pump system and there will be a danger of damage to critical internal pump components.
In principle, all Positive Displacement Pumps are self-priming. In particular, this includes different type of rotary and reciprocating pumps. The priming of Positive Displacement Pump is required only at the time of first starting as under dry running conditions the pump may overheat. But in a Centrifugal Pump (except Self Priming Pump) priming is required in starting after every shutdown.
Centrifugal Pumps are designed to pump liquids not gases. Centrifugal Pump can not suck the liquid, but it pushes the liquid from suction to discharge. Due to pressure difference created by the liquid pushed to the discharge with an additional push on liquid from the atmospheric pressure in the storage tank connected to pump suction piping, more liquid enter in the suction side of pump provided suction line is completely filled with liquid (primed). Its sort of that pushesthe liquid out and pullingeffect is not so prominent. During the start up of the pump if any air pocket is present at the suction side, then pump will push the air. As a result air present in the suction side will try to expand and it will block the liquid from entering into the centrifugal pump.
Also explained in other words, in Centrifugal Pump the head developed (in meters of liquid that is pumped) depends on the velocities determined by diameter of the impeller and the impeller speed (rpm.). As the pressure developed is related to the head by the equation head = pr / sp. weight,the pressure available will be proportional to the specific weight of the liquid. This means that the pressure (or pressure difference) created with air will be only around 1/800 times that with water (density of water = 1000 kg/ m3 and dry air at S.T.P has a density of 1.2 kg/m3 ). Therefore, if the pump is not primed, the suction pressure created will not be sufficient to lift water.
Whereas in Positive Displacement Pump, during suction phase, piston moves backward and form a low pressure zone in the pump. This pressure difference between suction & storage tank is large enough to pull the liquid, even if air pocket is present in the suction line. In short, it creates a high initial vacuum during the start of suction stroke. Positive displacement pumps can evacuate all the air in its cylinder by virtue of its motion and therefore a better pressure (vacuum) is also generated. So we need not have priming operation in positive displacement pumps.
Also a common feature of all Positive Displacement Pumps is the use of close tolerance parts to prevent fluid returning from the discharge to the suction side. Depending on the effectiveness of these seals created by these close-tolerance parts, a positive displacement pump is capable of venting air from its suction to discharge and prevent the vented air from returning back. Whereas in Centrifugal Pumps, the pumping action is generated by the transfer of rotational energy from the impeller to the liquid. There are no seals between the suction and discharge sides of the pump making it ineffective with gases.
With Positive Displacement Pumps, there is a danger of cavitation occurring at the point when liquid starts to enter the pump and there is a liquid/air mixture. Under these conditions, vapor bubbles form and expand on the suction side of the pump. Upon reaching the high pressure, discharge side of the pump, the bubbles collapse violently causing vibration and damage to the pumping elements. For these reasons, it is important to refer to the manufacturer standard and operating procedure before using a positive displacement pump in an application where it must self-prime and, of necessity, be run dry for any period.
However, with a few modifications to the basic design, a centrifugal pump can be made Self Priming. The details of Self Priming Pumps will be discussed in this article later on.
Priming is only not required when the pump is either capable of removing air and gases from itself (also known as Self Priming Pumps) or the layout conditions are so much favorable that the pump will be always completely filled with the liquid to be pumped. Few such conditions are detailed out below.
Priming is not required when the pump is at a lower elevation than the supply and this ensures that pump suction will be completely filled with liquid at all times (known as “Flooded Suction Condition”).
Priming of a pump can be achieved by either layout consideration, or by means of some external arrangements that ensures priming or by use of Self Priming Pumps. Few of the external arrangements that ensures priming of a pump are detailed out below.
In this method of pump priming, liquid is poured in the pump suction. This can be achieved by pouring liquid directly in suction or with the help of other devices like a funnel and the pump will be manually primed with a gravity feed. While priming is being done, all the air escapes through air vent valve.
In this method of pump priming, a small size vacuum pump or self priming pump or a positive displacement pump is being used for priming the main centrifugal pump. The suction line of positive displacement pump is connected to the discharge line of main centrifugal pump. This positive displacement priming pump evacuate all the air in the primary pump and suction piping.
In this method of pump priming, water available at high head is allowed to flow through a nozzle. The nozzle is so designed that at the jet outside the nozzle the pressure is less than the atmospheric pressure so it is possible to suck water from the sump.
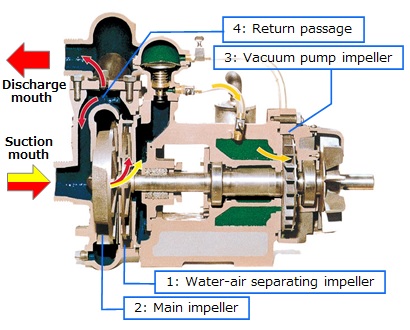
In this method of pump priming, air-water separation chamber is provided on the delivery side of pump and a bent suction pipe portion is provided at the inlet of the pump. Bent suction pipe portion always maintain some liquid in the pump. Air is separated and expelled through pump discharge or air vent and liquid, being heavier than air, falls back into separation chamber.
This design is made part of some self priming centrifugal pumps too. In self-priming centrifugal pumps with a separation chamber the fluid pumped and the entrained air bubbles are pumped into the separation chamber by the impeller action. The air escapes through the pump discharge nozzle whilst the fluid drops back down and is once more entrained by the impeller. The suction line is thus continuously evacuated. This design has two major drawbacks. Firstly reduced pump efficiency and secondly large dimensions due to incorporation of separation chamber.
In this method of pump priming, ejector is provided on the suction side of pump. Ejectors operate by creating a vacuum inside the suction line of the pump. The vacuum draws the liquids from sump up to the pump elevation. Ejectors require a Compressed Air Supply as an energy input.
In this method of pump priming, a foot valve (functioning as a NRV) is installed in the suction piping to insure that the liquid will not drain from the pump casing and suction piping once the pump stops operating. A foot valve is a form of check valve installed at the bottom, or foot, of a suction line. When the pump stops and the ports of the foot valve close, the liquid cannot drain back from pump suction if the valve seats tightly. Keep in mind that these foot valves have a nasty habit of leaking.
For prevention of a pump, where priming is required, operation without being primed various methods are being used. The basic of these methods are to trigger some form of alarm or auto shutdown of pump if the pump is not filled with liquid completely. One such scenario is discussed below.
In some pumps, a form of float switch in a chamber connected with the suction line is being used. If the level in the chamber is above the impeller eye of the pump, the float switch control allows the pump to operate. If the liquid falls below a safe level, the float switch acts through the control to stop the pump, to prevent its being started, to sound an alarm, or to light a warning lamp.
Self Priming Pumps are designed to have the ability to prime themselves automatically, when operating under a suction lift, to free themselves of entrained air or gases, and to continue normal pumping without external priming. They can be broken down into three basic types:
Liquid Primed Self Priming Pumps have their own in-built or separate liquid reservoir (known as “Priming Chamber”) that must be filled with liquid in order to “self prime” the pump. Without this initial liquid charge filled in priming chamber, a liquid primed self priming pump will not prime or pump. Liquid primed self priming pump generally operate in an air-liquid mixture by transforming this mixture into a fluid that can be pumped without help of any external auxiliary devices. Priming chamber allows liquid primed self priming pumps to recirculate liquid within the pump at will, ridding the pump of the air that prevents it from operating whenever necessary.
A Liquid Primed Self Priming Pump has two phases of operation: “Priming Mode” and “Pumping Mode”. During priming mode, the pump essentially acts as a liquid-ring pump. The rotating impeller generates a vacuum at the impeller’s ‘eye’ which draws air into the pump from the suction line. At the same time, it also creates a cylindrical ring of liquid on the inside of the pump casing. This effectively forms a gas-tight seal, stopping air returning from the discharge line to the suction line. Air bubbles are trapped in the liquid within the impeller’s vanes and transported to the discharge port. There, the air is expelled and the liquid returns under gravity to the reservoir (“Priming Chamber”) in the pump housing. Gradually, liquid rises up the suction line as the air is evacuated. This process continues until liquid replaces all the air in the suction piping and the pump. At this stage, the normal pumping mode commences, and liquid is discharged. If the attached discharge piping does not allow this separated air to escape out to the downstream discharge piping system, a bypass line may be required to evacuate it.
When the pump is shut off, the design of the priming chamber ensures that enough liquid is retained so that the pump can self prime on the next time it is operated. Liquid primed self priming pumps ability to operate in a mixture of air and liquid makes them far more versatile than their non self priming counterparts, which allows them to work in a broader range of environments and industries.
In Compressed Air Primed Self Priming Pumps, compressed air is blown through a jet into a tapered tube to create a vacuum, so air from the pump casing and suction line is drawn in with the compressed air and exhausted to the atmosphere. A non-return ball check valve seals out air from the discharge, allowing fluid to enter the pump body. Water then replaces the air which allows the pump to begin pumping. This pump type also avoids the potential build up of solids, since it has no priming chamber, so it can be used for sewage applications, plus it has dry running capability.
Vacuum Primed Self Priming Pumps typically has a vacuum pump and positive sealing float box installed at the pump discharge, close to the discharge valve. This allows it to pull a vacuum on the pump until it is full of water. Note that the maximum height that water can be lifted with a vacuum is 34 feet (at sea level), and that is with a perfect vacuum, and no liquid flowing. This pump type can have dry run capability, and is also capable of handling sewage.
Even a self priming pump has to be primed prior to its first operation. No matter the design, there is a priming chamber (integral or external) or some portion of the volute that will require filling prior to startup.
The discharge line must not be pressurized or blocked. The air in the suction side of the system being displaced by the liquid has to have somewhere to go, otherwise the pump will air bind.
The suction line must be air-tight. If air continues to be drawn into the pump, the pressure will never be reduced and fluid will not be drawn up the suction line.
Volume of the suction side piping to be minimized to reduce the priming time. With excessive priming times, there is a danger that the liquid charge will evaporate before the pump is primed.
If the liquid contains any solids, debris may collect in the re-circulation port, impeding the circulation of fluid and the generation of the liquid ring. For this a strainer may be required to keep solids from accumulating in the priming chamber and displacing the priming liquid.
When pumping liquid in cold conditions, the fluid in the priming chamber of the pump, usually water, will solidify if the ambient temperature drops below freezing for a sufficient period of time. When water freezes it expands and the casing will crack. Either drain the fluid out of the pump or supply a heat source when the ambient temperature is predicted to be below freezing.

next steps to bleed any air and prime the pump:Remove the plug at the top of the tee fitting and use this to fill the pump housing with oil. You will see air bubbles start to push past the oil being filled into the pump and inlet hose.
Turn on the pump for about 15-20 seconds. This “burping” of the pump will help push any residual air through the pump and allow you to determine if you need to open the plug at the top of the pump to remove any additional trapped air.
Additionally, you want to make sure the outlet of the pump is either fed directly back to tank with no restriction, or that the pressure controls are at their lowest possible setting.

A gear pump is a type of positive displacement (PD) pump. It moves a fluid by repeatedly enclosing a fixed volume using interlocking cogs or gears, transferring it mechanically using a cyclic pumping action. It delivers a smooth pulse-free flow proportional to the rotational speed of its gears.
Gear pumps use the actions of rotating cogs or gears to transfer fluids. The rotating element develops a liquid seal with the pump casing and creates suction at the pump inlet. Fluid, drawn into the pump, is enclosed within the cavities of its rotating gears and transferred to the discharge. There are two basic designs of gear pump: external and internal(Figure 1).
An external gear pump consists of two identical, interlocking gears supported by separate shafts. Generally, one gear is driven by a motor and this drives the other gear (the idler). In some cases, both shafts may be driven by motors. The shafts are supported by bearings on each side of the casing.
As the gears come out of mesh on the inlet side of the pump, they create an expanded volume. Liquid flows into the cavities and is trapped by the gear teeth as the gears continue to rotate against the pump casing.
No fluid is transferred back through the centre, between the gears, because they are interlocked. Close tolerances between the gears and the casing allow the pump to develop suction at the inlet and prevent fluid from leaking back from the discharge side (although leakage is more likely with low viscosity liquids).
An internal gear pump operates on the same principle but the two interlocking gears are of different sizes with one rotating inside the other. The larger gear (the rotor) is an internal gear i.e. it has the teeth projecting on the inside. Within this is a smaller external gear (the idler –only the rotor is driven) mounted off-centre. This is designed to interlock with the rotor such that the gear teeth engage at one point. A pinion and bushing attached to the pump casing holds the idler in position. A fixed crescent-shaped partition or spacer fills the void created by the off-centre mounting position of the idler and acts as a seal between the inlet and outlet ports.
As the gears come out of mesh on the inlet side of the pump, they create an expanded volume. Liquid flows into the cavities and is trapped by the gear teeth as the gears continue to rotate against the pump casing and partition.
Gear pumps are compact and simple with a limited number of moving parts. They are unable to match the pressure generated by reciprocating pumps or the flow rates of centrifugal pumps but offer higher pressures and throughputs than vane or lobe pumps. Gear pumps are particularly suited for pumping oils and other high viscosity fluids.
Of the two designs, external gear pumps are capable of sustaining higher pressures (up to 3000 psi) and flow rates because of the more rigid shaft support and closer tolerances. Internal gear pumps have better suction capabilities and are suited to high viscosity fluids, although they have a useful operating range from 1cP to over 1,000,000cP. Since output is directly proportional to rotational speed, gear pumps are commonly used for metering and blending operations. Gear pumps can be engineered to handle aggressive liquids. While they are commonly made from cast iron or stainless steel, new alloys and composites allow the pumps to handle corrosive liquids such as sulphuric acid, sodium hypochlorite, ferric chloride and sodium hydroxide.
External gear pumps can also be used in hydraulic power applications, typically in vehicles, lifting machinery and mobile plant equipment. Driving a gear pump in reverse, using oil pumped from elsewhere in a system (normally by a tandem pump in the engine), creates a hydraulic motor. This is particularly useful to provide power in areas where electrical equipment is bulky, costly or inconvenient. Tractors, for example, rely on engine-driven external gear pumps to power their services.
Gear pumps are self-priming and can dry-lift although their priming characteristics improve if the gears are wetted. The gears need to be lubricated by the pumped fluid and should not be run dry for prolonged periods. Some gear pump designs can be run in either direction so the same pump can be used to load and unload a vessel, for example.
The close tolerances between the gears and casing mean that these types of pump are susceptible to wear particularly when used with abrasive fluids or feeds containing entrained solids. However, some designs of gear pumps, particularly internal variants, allow the handling of solids. External gear pumps have four bearings in the pumped medium, and tight tolerances, so are less suited to handling abrasive fluids. Internal gear pumps are more robust having only one bearing (sometimes two) running in the fluid. A gear pump should always have a strainer installed on the suction side to protect it from large, potentially damaging, solids.
Generally, if the pump is expected to handle abrasive solids it is advisable to select a pump with a higher capacity so it can be operated at lower speeds to reduce wear. However, it should be borne in mind that the volumetric efficiency of a gear pump is reduced at lower speeds and flow rates. A gear pump should not be operated too far from its recommended speed.
For high temperature applications, it is important to ensure that the operating temperature range is compatible with the pump specification. Thermal expansion of the casing and gears reduces clearances within a pump and this can also lead to increased wear, and in extreme cases, pump failure.
Despite the best precautions, gear pumps generally succumb to wear of the gears, casing and bearings over time. As clearances increase, there is a gradual reduction in efficiency and increase in flow slip: leakage of the pumped fluid from the discharge back to the suction side. Flow slip is proportional to the cube of the clearance between the cog teeth and casing so, in practice, wear has a small effect until a critical point is reached, from which performance degrades rapidly.
Gear pumps continue to pump against a back pressure and, if subjected to a downstream blockage will continue to pressurise the system until the pump, pipework or other equipment fails. Although most gear pumps are equipped with relief valves for this reason, it is always advisable to fit relief valves elsewhere in the system to protect downstream equipment.
Internal gear pumps, operating at low speed, are generally preferred for shear-sensitive liquids such as foodstuffs, paint and soaps. The higher speeds and lower clearances of external gear designs make them unsuitable for these applications. Internal gear pumps are also preferred when hygiene is important because of their mechanical simplicity and the fact that they are easy to strip down, clean and reassemble.
Gear pumps are commonly used for pumping high viscosity fluids such as oil, paints, resins or foodstuffs. They are preferred in any application where accurate dosing or high pressure output is required. The output of a gear pump is not greatly affected by pressure so they also tend to be preferred in any situation where the supply is irregular.
A gear pump moves a fluid by repeatedly enclosing a fixed volume within interlocking cogs or gears, transferring it mechanically to deliver a smooth pulse-free flow proportional to the rotational speed of its gears. There are two basic types: external and internal. An external gear pump consists of two identical, interlocking gears supported by separate shafts. An internal gear pump has two interlocking gears of different sizes with one rotating inside the other.
Gear pumps are commonly used for pumping high viscosity fluids such as oil, paints, resins or foodstuffs. They are also preferred in applications where accurate dosing or high pressure output is required. External gear pumps are capable of sustaining higher pressures (up to 7500 psi) whereas internal gear pumps have better suction capabilities and are more suited to high viscosity and shear-sensitive fluids.

In waterworks and wastewater systems, pumps are commonly installed at the source to raise the water level and at intermediate points to boost the water pressure. The components and design of a pumping station are vital to its effectiveness. Centrifugal pumps are most often used in water and wastewater systems, making it important to learn how they work and how to design them. Centrifugal pumps have several advantages over other types of pumps, including:
A centrifugal pump consists of a rotating shaft that is connected to an impeller, which is usually comprised of curved blades. The impeller rotates within its casing and sucks the fluid through the eye of the casing (point 1 in Figure 10.1). The fluid’s kinetic energy increases due to the energy added by the impeller and enters the discharge end of the casing that has an expanding area (point 2 in Figure 10.1). The pressure within the fluid increases accordingly.
The characteristic curves of commercial pumps are provided by manufacturers. Otherwise, a pump should be tested in the laboratory, under various discharge and head conditions, to produce such curves. If a single pump is incapable of delivering the design flow rate and pressure, additional pumps, in series or parallel with the original pump, can be considered. The characteristic curves of pumps in series or parallel should be constructed since this information helps engineers select the types of pumps needed and how they should be configured.
Many pumps are in use around the world to handle liquids, gases, or liquid-solid mixtures. There are pumps in cars, swimming pools, boats, water treatment facilities, water wells, etc. Centrifugal pumps are commonly used in water, sewage, petroleum, and petrochemical pumping. It is important to select the pump that will best serve the project’s needs.
The objective of this experiment is to determine the operational characteristics of two centrifugal pumps when they are configured as a single pump, two pumps in series, and two pumps in parallel.
Each configuration (single pump, two pumps in series, and two pumps in parallel) will be tested at pump speeds of 60, 70, and 80 rev/sec. For each speed, the bench regulating valve will be set to fully closed, 25%, 50%, 75%, and 100% open. Timed water collections will be performed to determine flow rates for each test, and the head, hydraulic power, and overall efficiency ratings will be obtained.
The hydraulics bench is fitted with a single centrifugal pump that is driven by a single-phase A.C. motor and controlled by a speed control unit. An auxiliary pump and the speed control unit are supplied to enhance the output of the bench so that experiments can be conducted with the pumps connected either in series or in parallel. Pressure gauges are installed at the inlet and outlet of the pumps to measure the pressure head before and after each pump. A watt-meter unit is used to measure the pumps’ input electrical power [10].
Consider the pump shown in Figure 10.3. The work done by the pump, per unit mass of fluid, will result in increases in the pressure head, velocity head, and potential head of the fluid between points 1 and 2. Therefore:
While pumping fluid, the pump has to overcome the pressure loss that is caused by friction in any valves, pipes, and fittings in the pipe system. This frictional head loss is approximately proportional to the square of the flow rate. The total system head that the pump has to overcome is the sum of the total static head and the frictional head. The total static head is the sum of the static suction lift and the static discharge head, which is equal to the difference between the water levels of the discharge and the source tank (Figure 10.4). A plot of the total head-discharge for a pipe system is called asystem curve; it is superimposed onto a pump characteristic curve in Figure 10.5. The operating point for the pump-pipe system combination occurs where the two graphs intercept [10].
Pumps are used in series in a system where substantial head changes take place without any appreciable difference in discharge. When two or more pumps are configured in series, the flow rate throughout the pumps remains the same; however, each pump contributes to the increase in the head so that the overall head is equal to the sum of the contributions of each pump [10]. For n pumps in series:
The composite characteristic curve of pumps in series can be prepared by adding the ordinates (heads) of all of the pumps for the same values of discharge. The intersection point of the composite head characteristic curve and the system curve provides the operating conditions (performance point) of the pumps (Figure 10.6).
Parallel pumps are useful for systems with considerable discharge variations and with no appreciable head change. In parallel, each pump has the same head. However, each pump contributes to the discharge so that the total discharge is equal to the sum of the contributions of each pump [10]. Thus for pumps:
The composite head characteristic curve is obtained by summing up the discharge of all pumps for the same values of head. A typical pipe system curve and performance point of the pumps are shown in Figure 10.7.
d) Record the pump 1 inlet pressure (P1) and outlet pressure (P2). Record the input power from the watt-meter (Wi). (With the regulating valve fully closed, discharge will be zero.)
d) Record the pump 1 and 2 inlet pressure (P1) and outlet pressure (P2). Record the input power for pump 1 from the wattmeter (Wi). (With the regulating valve fully closed, discharge will be zero.)
Correct the pressure rise measurement (outlet pressure) across the pump by adding a 0.07 bar to allow for the difference of 0.714 m in height between the measurement point for the pump outlet pressure and the actual pump outlet connection.
In each of above graphs, show the results for single pump, two pumps in series, and two pumps in parallel – a total of three graphs. Do not connect the experimental data points, and use best fit to plot the graphs

Things like restrictions and blockages can impede the flow of fluid to your pump. which could contribute to poor fluid flow. Air leak in suction line. Air present in the pump at startup. Insufficient supply of oil in pump. Clogged or dirty fluid filters. Clogged inlet lines or hoses. Blocked reservoir breather vent. Low oil in the reservoir
Now that we’ve ensured that the directional control is not reversed, it’s time to check that the drive motor itself is turning in the right direction. Sometimes incorrect installation leads to mismatched pipe routings between control valves and motors, which can reverse the direction of flow. Check to see that the motor is turning the pump in the right direction and if not - look at your piping.
Check to ensure that your pump drive motor is turning over and is developing the required speed and torque. In some cases, misalignment can cause binding of the drive shaft, which can prevent the motor from turning. If this is the case, correct the misalignment and inspect the motor for damage. If required, overhaul or replace motor.
Check to ensure the pump to motor coupling is undamaged. A sheared pump coupling is an obvious cause of failure, however the location of some pumps within hydraulic systems makes this difficult to check so it may go overlooked
It is possible that the entire flow could be passing over the relief valve, preventing the pressure from developing. Check that the relief valve is adjusted properly for the pump specifications and the application.
Seized bearings, or pump shafts and other internal damage may prevent the pump from operating all together. If everything else checks out, uncouple the pump and motor and check to see that the pump shaft is able to turn. If not, overhaul or replace the pump.
If your pump is having problems developing sufficient power, following this checklist will help you to pinpoint the problem. In some cases you may find a simple solution is the answer. If your pump is exhibiting any other issues such as noise problems, heat problems or flow problems, you may need to do some more investigation to address the root cause of your pump problem. To help, we’ve created a downloadable troubleshooting guide containing more information about each of these issues. So that you can keep your system up and running and avoid unplanned downtime. Download it here.

Most experts agree that the majority of centrifugal pump problems occur on the suction side of the pump. Based solely on my experience, I would state the percentage is at least 80 percent, and in the case of self-priming pumps I am sure the percentage is higher.
Even a self-priming pump has to be primed prior to the first operation. No matter the manufacturer, there is a priming chamber (integral or external) or some portion of the volute that will require filling prior to startup. Please read the manual and/or contact the manufacturer for details. There are other methods to prime a pump, which include ancillary pumps, vacuum, vacuum ejectors and/or eductors. This article only addresses liquid self-priming centrifugal pumps.
Sometimes the pump will require manual re-priming after the initial prime. There can be several reasons for re-priming, one of the most common is evaporation of the fluid, and other reasons include leakage, pump movement and other maintenance related matters.
At sea level in a perfect world, you can theoretically lift 65-degree water 34 feet with a self-primer. I normally caution users to limit their suction lift to a maximum of 25 feet due to factors such as fluid temperature (think vapor pressure), specific gravity, friction, system leakage, pump inefficiencies and elevation above sea level.
Place the pump as close as possible to the suction source. Usually 25 to 30 feet is the maximum recommended distance. Prudent system design dictates that the suction pipe length be held to a minimum to promote long pump life. Every section of suction piping equates to a volume of air that must be removed when the pump starts. Best practices say to reduce priming time to a minimum.
Some system designers will add foot valves to mitigate the prime time and strainers to preclude the introduction of solids into the pump. A foot valve is in essence a check valve placed at the beginning (bottom) of the suction line. My experience is that foot valves add undesired friction and will leak or fail closed (or partially closed) at some point. I typically do not recommend foot valves for use on commercial and industrial self-primer applications. For similar reasons I do not recommend suction strainers. If the pump cannot handle solids and a strainer is utilized, monitor the differential pressure across the strainer. Most industrial self-priming pumps are of robust design and can handle passing solids, but check with the manufacturer. Note: A few applications may perform better with a foot valve.
I frequently need to point out to end users that the suction line on a self-primer pump in operation is at less than atmospheric pressure and so there will not be a leak of the liquid out of the suction line. There can, however, be a leak of air into the line. It is possible to have a suction line at 20 inches of Hg (vacuum) when the pump is operating. As a tip for field problem solving, I frequently use plastic wrap around the flanges or suspected areas to test for ingress leaks.
Simply as a general guideline, if your pump takes more than four minutes to prime than you should shut the pump down and look for and correct the cause of the problem.
The air in the suction side of the system being displaced by the liquid has to have somewhere to go, otherwise the pump will air bind. Centrifugal pumps are not compressors. Water is approximately 840 times denser than air. As an example if a pump was rated at a discharge pressure of 210 psig pumping water, the pump could theoretically compress air to approximately one quarter of a pound (0.25 psig) (210 psig divided by 840 is equal to 0.25). If the pump discharge valve and/or the discharge check valve are shut, the generated pressure of 0.25 psig will not be able to overcome the valves.
Within the confines of the article I will simply state that the air must be vented to an area of lower pressure for the pump to properly prime. There are many acceptable methods to accomplish the process, please contact your pump manufacturer or the author.
Most experienced pump users know that as a general rule you should always design the suction line to be one size larger than the pump suction. Self–priming pumps are an exception, and the suction piping should be the same size as the pump suction. The infraction of the rules is encouraged because of the added air volume that bigger suction lines require. More air means more priming time.
The suction pipe should rise continuously to the pump and not higher. In the field, I frequently see suction pipes with high points before the pump suction usually due to obstructions. These high points become a place for the air and other non-condensable gases to collect and will bind the pump suction line. Never install piping that is smaller than the pump suction in any pump.
The sump you are drawing from will likely have operating levels that are constantly changing. At some value of minimum submergence it will be possible for the system to create a vortex and air bind the pump. I covered submergence in the last article, but simply defined, it is the minimum distance from the top of the fluid to the center of the suction line that will prevent a vortex from initiation. Even if you do not completely air bind, the pump performance can be affected.
This problem occurs more often in areas that have infrequent freezing weather, but can happen anywhere the temperature will drop below freezing for an hour or more. The fluid in the priming chamber of the pump, usually water, will solidify if the ambient temperature drops below freezing for a sufficient period of time. When water freezes it expands and the casing will crack. The casing will require replacement at a high cost. Either drain the fluid out of the pump or supply a heat source when the ambient temperature is predicted to be below freezing.
Unlike an ANSI pump, the impeller will stay in place on most self-primers for a period of time (unless it is an ANSI self-primer. Eventually the impeller may come loose and damage the pump. The backward-running impeller generally will create about 50 percent of the rated flow and, depending on the impeller specific speed (NS), will generate about 50 percent of the rated head. Reduced efficiency of the wrong rotation will likely prevent it from priming or operating correctly but in the simplest of suction lift cases.
The pump performance must be de-rated for higher elevation changes (less absolute pressure less NPSHa). If the pump is engine driven in lieu of an electric motor, the resulting intermittent torque introduces limitations to the shaft design capabilities.

A hydraulic pump converts mechanical energy into fluid power. It"s used in hydraulic systems to perform work, such as lifting heavy loads in excavators or jacks to being used in hydraulic splitters. This article focuses on how hydraulic pumps operate, different types of hydraulic pumps, and their applications.
A hydraulic pump operates on positive displacement, where a confined fluid is subjected to pressure using a reciprocating or rotary action. The pump"s driving force is supplied by a prime mover, such as an electric motor, internal combustion engine, human labor (Figure 1), or compressed air (Figure 2), which drives the impeller, gear (Figure 3), or vane to create a flow of fluid within the pump"s housing.
A hydraulic pump’s mechanical action creates a vacuum at the pump’s inlet, which allows atmospheric pressure to force fluid into the pump. The drawn in fluid creates a vacuum at the inlet chamber, which allows the fluid to then be forced towards the outlet at a high pressure.
Vane pump:Vanes are pushed outwards by centrifugal force and pushed back into the rotor as they move past the pump inlet and outlet, generating fluid flow and pressure.
Piston pump:A piston is moved back and forth within a cylinder, creating chambers of varying size that draw in and compress fluid, generating fluid flow and pressure.
A hydraulic pump"s performance is determined by the size and shape of the pump"s internal chambers, the speed at which the pump operates, and the power supplied to the pump. Hydraulic pumps use an incompressible fluid, usually petroleum oil or a food-safe alternative, as the working fluid. The fluid must have lubrication properties and be able to operate at high temperatures. The type of fluid used may depend on safety requirements, such as fire resistance or food preparation.
Air hydraulic pump:These pumps have a compact design and do not require an external power source. However, a reliable source of compressed air is necessary and is limited by the supply pressure of compressed air.
Electric hydraulic pump:They have a reliable and efficient power source and can be easily integrated into existing systems. However, these pumps require a constant power source, may be affected by power outages, and require additional electrical safety measures. Also, they have a higher upfront cost than other pump types.
Gas-powered hydraulic pump:Gas-powered pumps are portable hydraulic pumps which are easy to use in outdoor and remote environments. However, they are limited by fuel supply, have higher emissions compared to other hydraulic pumps, and the fuel systems require regular maintenance.
Manual hydraulic pump:They are easy to transport and do not require a power source. However, they are limited by the operator’s physical ability, have a lower flow rate than other hydraulic pump types, and may require extra time to complete tasks.
Hydraulic hand pump:Hydraulic hand pumps are suitable for small-scale, and low-pressure applications and typically cost less than hydraulic foot pumps.
Hydraulic foot pump:Hydraulic foot pumps are suitable for heavy-duty and high-pressure applications and require less effort than hydraulic hand pumps.
Hydraulic pumps can be single-acting or double-acting. Single-acting pumps have a single port that hydraulic fluid enters to extend the pump’s cylinder. Double-acting pumps have two ports, one for extending the cylinder and one for retracting the cylinder.
Single-acting:With single-acting hydraulic pumps, the cylinder extends when hydraulic fluid enters it. The cylinder will retract with a spring, with gravity, or from the load.
Double-acting:With double-acting hydraulic pumps, the cylinder retracts when hydraulic fluid enters the top port. The cylinder goes back to its starting position.
Single-acting:Single-acting hydraulic pumps are suitable for simple applications that only need linear movement in one direction. For example, such as lifting an object or pressing a load.
Double-acting:Double-acting hydraulic pumps are for applications that need precise linear movement in two directions, such as elevators and forklifts.
Pressure:Hydraulic gear pumps and hydraulic vane pumps are suitable for low-pressure applications, and hydraulic piston pumps are suitable for high-pressure applications.
Cost:Gear pumps are the least expensive to purchase and maintain, whereas piston pumps are the most expensive. Vane pumps land somewhere between the other two in cost.
Efficiency:Gear pumps are the least efficient. They typically have 80% efficiency, meaning 10 mechanical horsepower turns into 8 hydraulic horsepower. Vane pumps are more efficient than gear pumps, and piston pumps are the most efficient with up to 95% efficiency.
Automotive industry:In the automotive industry, hydraulic pumps are combined with jacks and engine hoists for lifting vehicles, platforms, heavy loads, and pulling engines.
Process and manufacturing:Heavy-duty hydraulic pumps are used for driving and tapping applications, turning heavy valves, tightening, and expanding applications.
Despite the different pump mechanism types in hydraulic pumps, they are categorized based on size (pressure output) and driving force (manual, air, electric, and fuel-powered). There are several parameters to consider while selecting the right hydraulic pump for an application. The most important parameters are described below:
Speed of operation: If it is a manual hydraulic pump, should it be a single-speed or double-speed? How much volume of fluid per handle stroke? When using a powered hydraulic pump, how much volume per minute? Air, gas, and electric-powered hydraulic pumps are useful for high-volume flows.
Portability: Manual hand hydraulic pumps are usually portable but with lower output, while fuel power has high-output pressure but stationary for remote operations in places without electricity. Electric hydraulic pumps can be both mobile and stationary, as well as air hydraulic pumps. Air hydraulic pumps require compressed air at the operation site.
Operating temperature: The application operating temperature can affect the size of the oil reservoir needed, the type of fluid, and the materials used for the pump components. The oil is the operating fluid but also serves as a cooling liquid in heavy-duty hydraulic pumps.
Operating noise: Consider if the environment has a noise requirement. A hydraulic pump with a fuel engine will generate a higher noise than an electric hydraulic pump of the same size.
Spark-free: Should the hydraulic pump be spark-free due to a possible explosive environment? Remember, most operating fluids are derivatives of petroleum oil, but there are spark-free options.
A hydraulic pump transforms mechanical energy into fluid energy. A relatively low amount of input power can turn into a large amount of output power for lifting heavy loads.
A hydraulic pump works by using mechanical energy to pressurize fluid in a closed system. This pressurized fluid is then used to drive machinery such as excavators, presses, and lifts.
A hydraulic ram pump leverages the energy of falling water to move water to a higher height without the usage of external power. It is made up of a valve, a pressure chamber, and inlet and exit pipes.
A water pump moves water from one area to another, whereas a hydraulic pump"s purpose is to overcome a pressure that is dependent on a load, like a heavy car.

I was recently asked about a procedure for flushing hydraulic systems in order to change from one type of fluid to another. Among the ideas mentioned involved using brake cleaner, diesel fuel or some type of acid cleaning.
Therefore, depending on the types of O-rings and seals in your hydraulic system, the solvents used in brake cleaner and diesel fuel can dry out or damage your system’s O-rings. There is also the issue of compatibility with the new type of fluid that has been chosen.
In his article for Machinery Lubrication titled “Cleaning and Flushing Basics for Hydraulic Systems and Similar Machines,” Tom Odden outlines the procedure for thoroughly cleaning a hydraulic system. This would be the only “one-size-fits-all” solution and an example of best practices. It involves mechanical and chemical cleaning of both the components and the system.
Of course, not everyone is going to do a complete teardown along with a chemical and mechanical cleaning of each component and the system each time a fluid changeover is performed. So let’s examine what should be done at the bare minimum to clean a hydraulic system.
Fill the system to approximately 75 percent with the fluid to be used. Bleed/vent the pump. If the pump has a pressure relief or bypass, it should be wide open. Run the pump for 15 seconds, then stop and let it sit for 45 seconds. Repeat this procedure a few times to prime the pump.
Run the pump for a minute with the bypass or pressure relief open. Stop the pump and let it sit for a minute. Close the bypass and permit the pump to operate loaded for no more than five minutes. Allow the relief valve to lift to confirm that it is flushed as well. Do not operate the actuators at this time. Stop the pump and let the system sit for about five minutes.
Start the pump and operate the actuators one at a time, allowing fluid to return to the reservoir before moving to the next actuator. After operating the final actuator, shut down the system. Keep an eye on the fluid level in the reservoir. If the level drops below 25 percent, add fluid and fill to 50 percent.
Refill the reservoir to 75 percent and run the system in five-minute intervals. At each shutdown, bleed the air from the system. Pay close attention to the system sounds to determine if the pump is cavitating.
Just because the changeover has been completed does not mean that you are “out of the woods.” Your system will need to be closely monitored for a while to make certain that the flushing was thorough. Taking the time to verify that the system is fully flushed and purged of the old fluid prior to introducing the new fluid will go a long way toward ensuring a healthier hydraulic system.

SKD self-priming rotodynamic pumps with side channel and centrifugal impeller before the first stage serve to pump liquids within the corrosion resistance limits of materials used for their construction. Liquids can contain trace amounts of solid particles up to 0.5 mm in size. SKD is a self-priming pump. Pump priming is necessary but there is no need to prime its suction pipeline with liquid.
SKD pumps can pump liquid with a minimum excess pressure over boiling point. Small NPSHr net positive suction head in pumping system and very good priming ability are of particular advantage.
At SKD pumps suction side there is an axial inlet of increased diameter, outlet opening at the discharge side is directed vertically upwards. Before the first stage at the suction side a centrifugal impeller and stator are applied. Pump stages are typical circulation pump stages with side channels and open impellers. Encased ball bearings and an appropriate shaft seal are located at the pump discharge side. Depending on pump purpose and constructional execution a front seal is used, among others things, to ensure total tightness.
The front seal can be lubricated and flushed with pumped or outside liquid. In LPG-execution pumps a special sealing LOCTITE-573 mass is applied, in other executions 0.11 mm thick gaskets are used between stages. LPG pumps are subject to a special test for tightness and mechanical strength. The SKD pump is additionally equipped with a diffuser installed on its suction housing, and with a circulation pipe through which the slide bearing placed in pump stator is lubricated by liquid contained in the pump when it pumps air from suction pipeline.
Liquid compounds like propane-butane and other mixtures are subject to specific laws of physics. Propane-butane liquefied gas is a mixture of upper saturated hydrocarbons characterized with high vapour pressure dependence on ambient temperature. In normal physical conditions (1013 hPa, 20oC) they are heavier than air (gas density is higher than air density) and when their outflow is uncontrolled, they trail close to the ground surface filling all hollows in. In its volatile phase the gas is highly inflammable and when mixed with air creates a very dangerous explosive mixture. In its liquid phase it is lighter than water and, when evaporating, floats on the surface. Passing from liquid to the volatile phase in a free space begins at -30oC (50/50 propane/butane mixture). To keep the propane-butane mix in liquid state during the whole distribution process and especially at the pump first stage impeller inflow, liquid pressure must be subjected to any excess pressure Ap in relation to its value determined from the liquid evaporation curve.
When the required Hzsvalue calculated for the complex (LPG station) in the technical project is not met, it will lead to pump destruction. Destruction of the front mechanical seals on the pump shaft, pump slide bearing and the whole hydraulic system (impellers and members) is likely. A properly designed pumping system must fulfil the conditions:
Inflow height Hzs [m] specified on the basis of geometrical formula must be unconditionally kept. The ball valve at the pump discharge side must be half-open during pump switch-off. When the ball valve is fully open a danger of total gas evaporation exists (pump will operate off its catalogue operating range). Both ball bearings: in the pressure equalization conduit at the suction side to the tank and at the suction side must be fully open. One should be absolutely sure that the pump is filled with liquid gas during the pump start up.
suction pipeline minimum diameter should be at least equal to pump connector diameter (dr>ds) on the whole pipeline length (from tank outlet to pump connection),
Controlled-volume (CV) pumps, also known as metering or dosing pumps, are designed to deliver a small quantity of fluid at a precise rate with relatively high pressure.
Controlled-volume (CV) pumps, also known as metering or dosing pumps, are designed to deliver a small quantity of fluid at a precise rate with relatively high pressure. They are essentially a positive displacement pump of the reciprocating design, but with a more complex design that prevents product leakage. CV pumps are used in various applications to inject solutions or chemicals, such as corrosion inhibitors, acids and caustics, into process streams.
Although these pumps are small in size and power and have a relatively simple operation principle, determining the cause for a reduction or stoppage in flow can be difficult. In this article, four different cases of pump failures are discussed where the causes of these failures were found to be due to liquid characteristics, pump and system design, or pump maintenance.
A CV pump (FIG. 1) consists of two sections: a driver section and a liquid section. The driver section includes gearbox assembly, which moves a plunger axially through a connecting rod at a reduced speed. This movement is called a stroke, which can be adjusted to control pump capacity.
The two sections are separated by a leak-free diaphragm made out of flexible material, such as Teflon, rubber or a thin, flexible sheet of stainless steel. This diaphragm reciprocates back and forth, synchronizing with the plunger movement. The mechanism of driving the diaphragm can be mechanical (linkages attached to the plunger and diaphragm) or hydraulic, where a hydraulic fluid fills in the cavity between the plunger and diaphragm (hydraulic chamber).
A complete movement of the plunger from one side to another is called a stroke. When the plunger moves away from the liquid side, it creates a vacuum that causes the suction check valve to open and pull pumped fluid inside the liquid cavity. This is called a suction stroke.
In contrast, the reverse movement of the plunger will add pressure to the enclosed volume, causing the discharge check valve to open and push the liquid outside (discharge stroke). This cycle is continuously repeated to deliver a certain amount of volume at a certain rate. The flowrate can be controlled either by adjusting the stroke length (distance the plunger travels), controlling hydraulic fluid volume inside the hydraulic chamber or adjusting the number of strokes (variable speed drive).
All CV pumps have the same operating principle, as previously explained. Based on each pump’s specific design, other characteristics may be considered when investigating a reduction or stoppage of flow.
Pump priming is essential before restarting any pump after maintenance on the pump or its piping system. As stated, CV pumps are especially sensitive in this perspective due to their small pumped capacity. Priming is required to release any trapped air by venting pump casing and system piping from the highest feasible points. Venting valves should be kept open until continuous liquid is seen flowing. If venting lines are directed to a closed system and the flow is invisible, then sufficient time for venting should be given to ensure that the pump is properly primed. In this case, two pump designs from two different vendors are considered.
The first pump does not include a vent on the head and has a spring-loaded discharge check valve, as shown in FIG. 2. Plant personnel were in the habit of opening a vent on the pump discharge line to release the trapped air; however, air was still trapped in the pump head since the pump discharge check valve was spring-loaded. Even when the discharge pipe vent was open, the pump discharge check valve remained closed, preventing air release. This was mainly due to the low suction pressure from the suction tank, which was much lower than the pressure needed to open the spring-loaded discharge check valve.
To overcome this issue, the venting was achieved by temporarily connecting the pump suction to a high-pressure source through a hose hookup. In this case, the pump vendor did not include the vent in the design, as the vendor considered it optional. Instead, the vendor added a note to the operating manual, stating that a high-pressure source may be needed. The project contractor did not add a permanent connection for a high-pressure source at the suction. As such, a temporary house hookup was used every time the pump and system piping needed priming.
As an alternative solution, the pump head can be modified to add a casing vent. Another solution is to remove the spring from the discharge check valve, along with the process check valve. The main reason for the spring-loaded check valve is to provide enough force for closing the valve and preventing liquid from returning from the discharge pipe into the pump cavity. This needed force can be obtained from the process backpressure if the process check valve is removed. This way, the entire system can be vented when the discharge isolation valve is closed and the discharge vent connection is open, since the suction pressure will be higher than the check valve’s closing force.
For the second pump design, the pump casing included a vent for the pump head as part of the double discharge check valve, as shown in FIG. 3. In addition, it is worth mentioning that the discharge pipe of each pump was designed with a check valve (also called the process check valve).
In this case, the pump and suction line were vented through the pump vent connection. The pump started, but did not build any pressure since the discharge line was not primed. Even after opening the discharge isolation valve, the piping section from the pump check valve to the process check valve remained at low pressure and was not be primed. As a result, the pump required a long time to fill and build pressure in this pipe section. It is important to ensure that the discharge pipe is filled as part of the startup procedure, to ensure quick pressure buildup once the pump starts.
As an alternative solution, the process check valve can be removed so that every time the isolation valve is opened, the discharge pipe pressure will be at the same pressure as the main header. On the same subject, the backpressure is not the only concern with the piping system. The pumps with spring-loaded discharge check valves will not have any problem building up pressure inside their cavities. The time required for the pump to fill the empty portion of the discharge pipe can be long, considering pump low capacity. This depends, of course, on the pipe diameter and length to the process check valve.
For example, if the pump flowrate is 2.5 l/hr (which means it will deliver only 0.042 l/min), then the required time to fill up a 118-in. pipe with a 0.5-in. diameter is about 10 min. This example shows the approximate time before the discharge pressure is high enough to open the process check valve. Normally, the operator will immediately suspect a pump failure when the pressure gauge is reading low pressure. For this reason, the process check valve is recommended to be removed in such cases.
It is always recommended to follow the pump manufacturer’s instructions for the priming and startup of a pump. Startup procedures and precommissioning checks can differ from one manufacturer to another, depending on the pump design and internal details.
One important aspect is how to vent the pump hydraulic chamber. It is critical to ensure that the hydraulic section is vented properly and not rely only on the oil level indication. The hydraulic chamber is a contained cavity between the pump plunger and the diaphragm, as depicted in FIG. 4. This chamber is connected to an oil reservoir through internal passages.
Different mechanisms exist to control CV pump strokes. In some designs, continuous oil exchange between oil reservoirs and hydraulic chambers is used to control pump flow duty. (Note: Hydraulic fluid volume varies based on adjusted capacity.) For other designs, hydraulic oil volume is fixed, and capacity is controlled by adjusting stroke length. (Note: The oil reservoir feeds the chamber only when hydraulic oil is reduced.)
Regardless of the mechanism, the hydraulic chamber should be properly vented following the vendor instructions. Since the displaced volume of this type of pump is very small, a small amount of air can have a huge impact on pump performance.
If we assume a bubble of 1 ml (V1) is inside the hydraulic chamber (P1 = Patm = 14.7 psia) and the pump (fully primed) is started with a backpressure of only 45 psia from a spring-loaded check valve, then the pump operation will result in compressing the bubble size during the discharge stock. The change in the bubble size is described in Eq. 3:
As shown, CV pumps are designed for a small flowrate, which means that the displaced volume per stroke is very small. When the variation in bubble volume (V1 – V2) is larger than the displaced volume per stroke (Vd), then all the work done by the pump is used to compress the bubble, and with no outflow from the pump (i.e., no pumping). In the previous example, a small backpressure (from only the spring-loaded discharge check valve) is assumed, as the pump is pushing the liquid to an empty discharge pipe during startup. Backpressure is much higher during normal operation, which also makes the difference in volume higher. In other words, pump performance can be impacted even with a smaller bubble volume than assumed in the previous example.
For hazardous applications or when process leakage must be prevented, a double-diaphragm design is specified to add a medium cavity between the liquid and hydraulic sides. When one of the diaphragms is ruptured, this cavity between the diaphragms will be filled with either process media or hydraulic oil, and the rupture can be detected by installing a pressure detection or liquid sensor.
Under normal operation, these two diaphragms have a synchronized movement. The cavity between the two diaphragms is usually vacuumed to ensure that they are in contact during operation. If this is not done during pump assembly at the shop, then the cavity will be filled with air. As a res



 8613371530291
8613371530291