
pto hydraulic pump with reservoir free sample

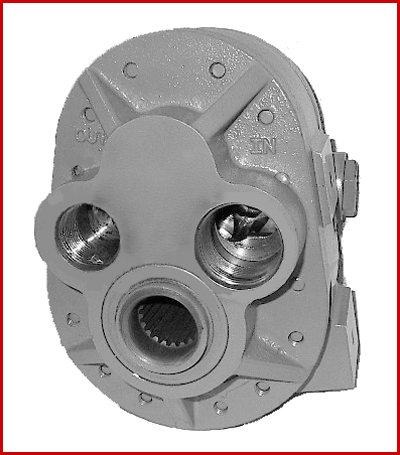
Model GP-PTO is a Power Take Off gear pump constructed with cast iron end plates and aluminium center section. It offers 4 displacement sizes from 3.41-9.76 in³/rev (56-160 cm³/rev). The standard drive is 1 3/8" diameter 6-tooth female spline.

Model GP-PTO is a Power Take Off gear pump constructed with cast iron end plates and aluminium center section. This rear ported pump offers 9.76 in³/rev (160 cm³/rev) displacement and higher flows at reduced engine rpm as compared to other PTO pumps. The standard drive on our rear ported model is a 1 3/8" diameter 21-tooth female spline.

Whether gear, vane, or piston pump, there may come a time when you have to replace your hydraulic pump. When your equipment isn’t working properly and you have narrowed the problem down to a hydraulic pump that needs to be replaced, what do you need to know?
The pump may simply be worn out—they do have a natural lifespan, as they are a wearable item in a hydraulic system. Although it is not possible to give an average lifespan given the different types of pumps and widely varying hours of operation; in general, you can expect many years of good operation from a hydraulic pump in most truck-mounted hydraulic systems. However, the life of a hydraulic pump might be much longer than what you are experiencing. Here are some questions you should ask:
Has the equipment been operating acceptably with this pump for a number of years without incident, and has the decline in performance been gradual over a longer period of time?
In this case, you’ll need to get the pump make and model number so that you can make sure that your replacement will be correct—either with an exact replacement or with another make that has the same operating specifications.
In any case, when replacing a failed hydraulic pump you will want to make sure to use this opportunity to also change out your hydraulic fluid (or at the very least use a filter cart and filter your oil). In the process of failing, your pump has introduced contaminants into your hydraulic system that you want to remove before they damage your new pump or any other hydraulic component. You will want to change your filter element(s) when you install your new pump, and then change it (them) out after a break-in period on your new pump.
If not, then let’s make sure there is not something else going on, or you may just find yourself replacing pumps frequently because the underlying problem hasn’t been addressed.
Input shaft is twisted/bcanroken: This occurs due to an extreme shock load to the pump. Typically, this happens when a relief valve is missing from the system, not functioning correctly, set to a much higher value than what the pump can withstand, or is too small for the system flow and thus cannot function correctly.
Shaft fretting:Fretting corrosion occurs under load in the presence of repeated relative surface motion, for example by vibration. Direct mount pump splines can be worn away. The solutions include:
Using larger pump and PTO shafts will not eliminate fretting, but may resolve the problem because of the increased metal available before the failure occurs.
Check to see that there is a sufficient amount of oil in the reservoir. Not just when the system is at rest, but also when all cylinders are extended to their maximum length or when all the components are running.
Make sure that the pump is able to get a good flow of oil from the reservoir—pumps are designed to have the oil feed pushed to the pump by gravity and atmospheric pressure, not by “sucking” oil. If the oil level in the reservoir is lower than the inlet of the pump, or the run too long or uphill, oil may not flow adequately to the pump. You can check if the pump is receiving oil adequately by using a vacuum gauge at the pump inlet. For a standard gear pump, at maximum operating RPM, the gauge should read a maximum of 5 inches HG. Larger numbers will damage a gear pump, and if you have a piston pump, the maximum number will be lower for good pump life.
Over pressurization: Pressure relief settings may have been adjusted or changed, and are now higher than what the pump can withstand without causing damage.
Pumps don’t produce pressure, they produce flow and are built to withstand pressure. When the system pressure exceeds the pump design, failure begins—either gradually or catastrophically.
When installing the new pump, back all the relief settings off. Then with the use of a pressure gauge T’d in at the pump outlet, gradually adjust the pressure relief setting until a cylinder or motor begins to move. Once the cylinder has reached the end of its stroke, gradually increase the pressure relief setting until reaching the max system pressure (which would be the pressure rating of the lowest rated component in the system). Sometimes, if a pump has been replaced and is larger than the original (produces more flow), the relief may not be able to allow all the flow being produced to escape back to tank. When that happens, the relief valve is “saturated” and the effect is the same as having no relief in the system. Pressures can reach levels much higher than the relief settings and components can be damaged or destroyed.
Contamination: Over time, the system oil has gotten dirty or contaminated and no longer is able to lubricate the pump, or is carrying contamination to the pump.
Make sure the oil is clean, the oil filer changed on schedule, and that there are no entry points for contamination like water, dust, or dirt from a reservoir filler cap that is unfiltered or missing, seals in motors or cylinders that are allowing contaminants in, etc.
Even new oil may be quite dirty if stored incorrectly, or exposed to dust and dirt. It’s always a good idea to use a filter cart and filter the system once it’s refilled with oil before turning on the system.
Things like restrictions and blockages can impede the flow of fluid to your pump. which could contribute to poor fluid flow. Air leak in suction line. Air present in the pump at startup. Insufficient supply of oil in pump. Clogged or dirty fluid filters. Clogged inlet lines or hoses. Blocked reservoir breather vent. Low oil in the reservoir
Now that we’ve ensured that the directional control is not reversed, it’s time to check that the drive motor itself is turning in the right direction. Sometimes incorrect installation leads to mismatched pipe routings between control valves and motors, which can reverse the direction of flow. Check to see that the motor is turning the pump in the right direction and if not - look at your piping.
Check to ensure that your pump drive motor is turning over and is developing the required speed and torque. In some cases, misalignment can cause binding of the drive shaft, which can prevent the motor from turning. If this is the case, correct the misalignment and inspect the motor for damage. If required, overhaul or replace motor.
Check to ensure the pump to motor coupling is undamaged. A sheared pump coupling is an obvious cause of failure, however the location of some pumps within hydraulic systems makes this difficult to check so it may go overlooked
It is possible that the entire flow could be passing over the relief valve, preventing the pressure from developing. Check that the relief valve is adjusted properly for the pump specifications and the application.
Seized bearings, or pump shafts and other internal damage may prevent the pump from operating all together. If everything else checks out, uncouple the pump and motor and check to see that the pump shaft is able to turn. If not, overhaul or replace the pump.
If your pump is having problems developing sufficient power, following this checklist will help you to pinpoint the problem. In some cases you may find a simple solution is the answer. If your pump is exhibiting any other issues such as noise problems, heat problems or flow problems, you may need to do some more investigation to address the root cause of your pump problem. To help, we’ve created a downloadable troubleshooting guide containing more information about each of these issues. So that you can keep your system up and running and avoid unplanned downtime. Download it here.
Things like restrictions and blockages can impede the flow of fluid to your pump. which could contribute to poor fluid flow. Air leak in suction line. Air present in the pump at startup. Insufficient supply of oil in pump. Clogged or dirty fluid filters. Clogged inlet lines or hoses. Blocked reservoir breather vent. Low oil in the reservoir
Now that we’ve ensured that the directional control is not reversed, it’s time to check that the drive motor itself is turning in the right direction. Sometimes incorrect installation leads to mismatched pipe routings between control valves and motors, which can reverse the direction of flow. Check to see that the motor is turning the pump in the right direction and if not - look at your piping.
Check to ensure that your pump drive motor is turning over and is developing the required speed and torque. In some cases, misalignment can cause binding of the drive shaft, which can prevent the motor from turning. If this is the case, correct the misalignment and inspect the motor for damage. If required, overhaul or replace motor.
Check to ensure the pump to motor coupling is undamaged. A sheared pump coupling is an obvious cause of failure, however the location of some pumps within hydraulic systems makes this difficult to check so it may go overlooked
It is possible that the entire flow could be passing over the relief valve, preventing the pressure from developing. Check that the relief valve is adjusted properly for the pump specifications and the application.
Seized bearings, or pump shafts and other internal damage may prevent the pump from operating all together. If everything else checks out, uncouple the pump and motor and check to see that the pump shaft is able to turn. If not, overhaul or replace the pump.
If your pump is having problems developing sufficient power, following this checklist will help you to pinpoint the problem. In some cases you may find a simple solution is the answer. If your pump is exhibiting any other issues such as noise problems, heat problems or flow problems, you may need to do some more investigation to address the root cause of your pump problem. To help, we’ve created a downloadable troubleshooting guide containing more information about each of these issues. So that you can keep your system up and running and avoid unplanned downtime. Download it here.

For example, Sell points out that the manual for an R-23 Vermeer Twin Rake calls for an 18-gal. reservoir minimum. "Not many tractors have that capacity until you get well over 100 hp," he notes.
"Newer hydraulically-powered rakes, particularly twin rakes, need a hydraulic flow of 20 gal. per minute or more," Sell says. "Some of the older tractors we"ve normally thought of as �rake tractors" just don"t have this kind of hydraulic capacity."
Sell"s neighbor, Don Rodel, Woodville, Wis., wanted to use a Deere 4010 on his Vermeer Twin rake. When he did, though, the hydraulic system got red hot. There wasn"t enough oil in the reservoir and therefore, not enough cooling capacity for the rake. They double-checked the tractor"s hydraulic system to make sure it was operating properly. Then they put Rodel"s 4430 on the rake and its hydraulic system overheated, too.
Sell solved the problem by equipping the tractor with a pto-powered hydraulic pump and mounting a 20-gal. reservoir and cooler directly on the rake hitch. The existing rake hydraulics plug into this system, just like they plugged into the tractor"s hydraulic outlets.
"The 4010 has plenty of horsepower to pull the rake and run the PTO. This protects the 4010"s hydraulic system while providing plenty of hydraulic power to the rake," Sells says.
Sell says the conversion was fairly inexpensive, especially when compared with the cost of having to split a tractor open to rebuild a hydraulic pump worn out because of the intense heat build-up.
In addition to farming, Sell operates B-W Machine, a metalworking and machinery repair shop on his farm. "This is the first conversion of this type I"ve made," he says. "If there"s interest, I could put together a kit, along with instructions for mounting it on the rake. There"s enough hydraulic capacity from this pump that we could also plumb it to handle the lift cylinder on the rake so there"d be no hoses to hook up to the tractor at all."
Rodel now uses a David Brown 995 on the rake. He says there was never a time during the first two cuttings this year that the pump or reservoir got warm enough that you couldn"t touch them.
Add-On Hydraulics Allow Small Tractor To Handle Big Twin Rake HAY & FORAGE HARVESTING Rakes (44) 24-5-41 It doesn"t take a lot of horsepower to power a big hay rake but Bob Sell, Woodville, Wisconsin, says it can take quite a bit of hydraulic capacity.For example, Sell points out that the manual for an R-23 Vermeer Twin Rake calls for an 18-gal. reservoir minimum. "Not many tractors have that capacity until you get well over 100 hp," he notes. "Newer hydraulically-powered rakes, particularly twin rakes, need a hydraulic flow of 20 gal. per minute or more," Sell says. "Some of the older tractors we"ve normally thought of as �rake tractors" just don"t have this kind of hydraulic capacity."Sell"s neighbor, Don Rodel, Woodville, Wis., wanted to use a Deere 4010 on his Vermeer Twin rake. When he did, though, the hydraulic system got red hot. There wasn"t enough oil in the reservoir and therefore, not enough cooling capacity for the rake. They double-checked the tractor"s hydraulic system to make sure it was operating properly. Then they put Rodel"s 4430 on the rake and its hydraulic system overheated, too.Sell solved the problem by equipping the tractor with a pto-powered hydraulic pump and mounting a 20-gal. reservoir and cooler directly on the rake hitch. The existing rake hydraulics plug into this system, just like they plugged into the tractor"s hydraulic outlets. "The 4010 has plenty of horsepower to pull the rake and run the PTO. This protects the 4010"s hydraulic system while providing plenty of hydraulic power to the rake," Sells says. Sell says the conversion was fairly inexpensive, especially when compared with the cost of having to split a tractor open to rebuild a hydraulic pump worn out because of the intense heat build-up. In addition to farming, Sell operates B-W Machine, a metalworking and machinery repair shop on his farm. "This is the first conversion of this type I"ve made," he says. "If there"s interest, I could put together a kit, along with instructions for mounting it on the rake. There"s enough hydraulic capacity from this pump that we could also plumb it to handle the lift cylinder on the rake so there"d be no hoses to hook up to the tractor at all."Rodel now uses a David Brown 995 on the rake. He says there was never a time during the first two cuttings this year that the pump or reservoir got warm enough that you couldn"t touch them. Contact: FARM SHOW Followup, Bob Sell, B-W Machine, 2439 County Road BB, Woodville, Wis. 54028 (ph 715 684-2286).

A: PTO stands for power take-off, which is an auxiliary clutch on the bottom of an industrial truck. These are used in construction applications. You see these big trucks with the water tanks on them going up and down and spraying water out the back. They’re using that for dust control.
While water covers over 70% of the earth not all of it is readily accessible to all locations. Water trucks often bring water where it’s needed the most. They carry thousands of gallons of water and disperse them using a PTO water truck pump.
Before we get into what a PTO water truck pump is and PTO for that matter, let’s talk about PTO water trucks. A water truck is essentially a water reservoir on wheels that can disperse water at a regulated volume. It is mainly used for irrigation or other watering applications where a fixed water source is not readily accessible.
The rig includes the cab area for a driver and often a single passenger seat for a helper. Also within this cab is a full control panel for controlling how water is dispersed.
When you’re dealing with new construction or mining you can be guaranteed that there will be a lot of displaced dirt. That dirt when the wind picks up can create a ton of dust when it’s very dry. On a large construction or mining site, dust can become a hazard. It can limit visibility to dangerous levels, cause respiratory issues and get out of control in general. Water trucks are an excellent solution to tamp down the dust with a light dousing of water.
PTO water trucks are also used for compaction on construction sites. When dirt is dug up and displaced it is often very uneven. That can be dangerous for heavy equipment, plus it makes it hard to create flat road surfaces. The trucks can add just the right amount of water distributed evenly so that a plate compacter can smooth the ground. If there’s too much water it will turn to sludge, if not enough water the soil particles will not stick to each other. With the controls on water trucks, the water flow can be precisely controlled.
Using PTO water trucks for irrigation became very popular between 2011 and 2017 due to a series of droughts along the west coast and in the Midwest. California, one of the hardest states hit, was struggling to keep crops in the central valley from drying up.
Irrigation isn’t just for the crops though; livestock suffer too when watering holes dry up. A water truck with its large capacity can remedy both. Before these long drought seasons, water trucks were mainly used in construction and mining.
PTO water trucks are used both in a precautionary role and a reactive role in firefighting applications. Especially in the country and rural areas that lack organized water sources such as hydrants. They’re not only used for putting out fires but also as a precaution against wildfires. Water trucks during the summer will frequently dampen areas prone to burn.
Bulk water delivery providers rely heavily on water trucks to deliver bulk water to their residential customers. Often used to fill swimming pools, and landscape water features, for example. This application is especially popular for residential properties under drought control or surviving on untreated water from a well. Rather than wait for days for a hose to fill a pool wasting well water, trucks bring in the water and get it done quickly. This also prevents damage or excess stress on the well pump.
As evident in the recent winter freeze here in Houston—natural disasters, extreme climate events, or hurricanes can cause a water shortage. In the aftermath of the recent storm, water trucks parked outside many communities for people to fill up water bottles. This helped families by providing water to drink, bathe with, and wash dishes until pipes were repaired.
Water trucks use a special type of pump that runs off the powerful engine these trucks have. The process is referred to as “power take-off or PTO for short. A power take-off (PTO) pump is used to convert the rotary power from the engine to hydraulic power to run the water pump. A PTO doesn’t just run pumps, on tractors they can also run cotton balers, power mowers, and more. In the city, you see PTO’s in use on street sweepers and fire truck pumps.
PTO pumps, also called trunk pumps connect directly to the truck’s driveshaft. It uses that rotary power and converts it with the PTO, into hydraulic power. The hydraulic power is used to power the PTO water pump which is typically connected on-frame and to the tank.
PTO pumps deliver water at a high-output, and their most unique benefit is the ability to capture the massive engine output of these trucks. This output is the source behind the pumps ability to move large amounts of water very quickly. There are other great benefits PTO pumps bring to the table:
If you’ve ever tried repairing a broken water pump you know it’s almost easier to just buy a new one. That’s why you have to take such great care in maintaining most water pumps—except PTO pumps. These pumps, since they use the power of the truck engine to drive them—are practically maintenance-free.
There’s no worries about gasoline breaking down the pump. No spark plugs to worry about changing, and PTO pumps are built from powder-coated steel to take a beating.
Because they are quite large and have extreme performance capabilities, some assume these pumps are hard to set up. However, you’d be surprised just how simple it is.
Simply follow the instructions to mount the pump, connect it to the driveshaft and be about your business. They don’t even require many tools for setup and teardown.
These pumps simply do not cut corners on power. In fact, the most powerful PTO pump in existence moves 30,000 gallons of water an hour (GPH). GPH capability is typically the most important factor when choosing the right PTO pump for your application. However, keep in mind most PTO pumps measure capacity in gallons per minute (GPM).
Whether you have a single water truck or a fleet of 20 trucks for your contracting company, we’ve got you covered. Gulf Coast only carries the best pumps from legendary manufacturers such as Goulds. Contact us today and let us show you our selection and help you get the pump you need.



 8613371530291
8613371530291