
quiet hydraulic pump free sample

Continuum pumps are used to pump fluids in a continuous flow. They are often used in industries such as the chemical, oil and gas industry, water treatment plants, and power stations as well as in forklifts, machine tools, and on boats.
These silent pumps’ helical rotors don’t trap any fluid volume. Continuum pumps run highly efficiently while still producing minimal sound, continuous flow can be maintained even at maximum operating speed. They produce exremely low vibrations and low pulsations, operating silently which helps to not disrupt operations and prevent noise pollution or complaints.
Pumps are a vital part of any water or wastewater project, and choosing the right one is an important decision. Continuum pumps are one of the most popular options because they offer a number of advantages over other types, such as centrifugal pumps. Here at Antech, we can help you choose the right pump for your project or application, we have a team of experts who have been supplying hydraulic equipment for many years and know all the ins and outs of it.
Here at Antech, we’re complete experts in everything to do with hydraulic engineering, as well as our team always being happy to help our existing customers, past customers, and potential future customers. We always provide fantastic customer service and our team is always here to provide advice and guidance when you need it. Simply use our contact form, email us, or call our number and you’ll be put through to a member of our fantastic sales team.

Gear pumps are widely used in applications ranging from injection-molding machines to wind-turbine power plants. The new QXEH Series internal-gear drive units from Bucher Hydraulics are said to offer a performance advantage over other gear pumps, thanks to several engineering features. These include:
According to Bucher Hydraulics engineers, this results in extremely quiet operation, precise controllability in highly dynamic reversing modes, and higher reliability and efficiency versus similar products from competing suppliers—as proven by benchmark tests conducted by several major injection-molding machine manufacturers. In addition, intrinsic low noise emissions and low flow pulsations lets OEMs save costs by eliminating the need for additional noise-reduction measures.
The free-running gear with pinion and sprocket in the non-compensated pump allows for simple and quick configuration over a wide pressure and speed range. The drive unit also has high hydraulic-mechanical efficiency. The non-compensated system exhibits low mechanical friction. Moreover, fluid feeds into the pump through internal cast-metal suction and pressure channels designed for low turbulence. Both features lower energy consumption.
The pump’s symmetric structure also helps ensure high operational reliability. This is particularly relevant in highly dynamic servodrives, where the pump briefly reverses to avoid pressure peaks. Enclosed in a precisely manufactured chamber, the QXEH Series units contain a free-running gear without sealing elements in the crescent, thus requiring no special backup pressure at the pump outlet. So the pump runs normally even in reverse mode with outlet pressures of up to 1 bar. This not only pays off through high drive-unit reliability but it also eliminates auxiliary valves that other pumps require to protect against failure in reverse operation—which reduces costs and energy losses.
For operation in a multi-quadrant mode, Bucher Hydraulics has developed a special design: The QXEM internal-gear drive unit. It also has a symmetric structure with identical high- and low-pressure areas, special metering grooves and lubrication systems, as well as two same-size pressure-tight connections. The design is optimized for two- and four-quadrant modes and is thus suited for rotation in both directions at high and low pressures.
The single-stage QXEH Series units are rated for pressures to 280 bar over a broad temperature, viscosity and speed range. Thus, they are suited for numerous applications. For example, according to Bucher officials, they offer high reliability and operational safety over millions of load cycles in injection-molding machines. They meet strict low-noise emission requirements in folding and bending machines. And press manufacturers are teaming QXEH pumps with variable-speed drives, permitting smaller and more cost-effective drives.
Highly dynamic servodrives can briefly reverse pump rotation to release pressure, thanks to a symmetric structure requiring no extra pressure-retaining valves.
The single-stage QXEH Series expands Bucher Hydraulics’ QX drive series, which is available with one to three stages and pressure levels from 125 to 400 bar.
Pulsations and noise can be captured inside the hydraulic power pack. Noise levels of 65 dBA can be achieved at 300 bar pressure. The TPD pulsation damper is one active part of the overall concept but there are also suction line technology and technology for sound traps in the ventilation system of power packs that helps achieve overall silence. PMC Hydraulics can offer a standard solution for silent power packs made in steel with one or more pump units equipped with electric motors ranging from 5,5 to 55 kW. Dampers are also often used in industrial press applications like extruding presses that work at high pressure for long periods of time.
Mobile pulsation dampingPulsations can create problems in mobile systems. One example is truck applications with pump units that run constantly at high pressure. Trucks that transports food with hydraulic refrigerator units are one example. This can create vibrations and noise inside the truck cabin. Another example is mobile equipment running very close to living areas in harbors or similar applications. The demands on low noise level can be very high in cities near living areas. Hydraulic piston pumps without damping can create a sound with a pulsation frequency that travel a great distance and that sound can reduced in by adding pulsation damping. Another focus area is the demand for low leakage in mobile machine applications with high concern for oil leakage to the environment.

The ESCO Pro Series 1/2 Gallon Air Hydraulic Pump is specifically designed for automotive, light truck, and heavy-duty applications. This pump is constructed with the user in mind, as a compact lightweight air hydraulic pump solution that delivers a powerful punch; requiring only 80 PSI for 10,000 PSI of operating hydraulic pressure to power even the heaviest of cylinders, ram, bead breakers, and more. Built-in exhaust muffler promotes safer, quieter operation along with a robust foot pedal providing hand-free pumping and release of load. Manufactured with the highest of quality parts and components designed to withstand rigorous use in any environment. All ESCO air hydraulic pumps are designed with fully serviceable pump motors, allowing for economical repairs and maintenance. The aluminum reservoir is lightweight and durable for field, shop, and mobile applications.

Parker hydraulic pumpand motor identification. When bidding on surplus Parker hydraulic motors it’s often impossible to tell which model you’ve got without opening the unit up. Sometimes it’s a toss up between two models or similar looking units. I’ve compiled pictures and numerical data to help you identify the appropriate models.
Displacement:The displacement of a hydraulic pump is determined by its bore and stroke, which are found on the nameplate. Generally speaking, larger bore pumps will provide higher flow rates at lower pressures. Smaller bore pumps will provide higher pressures at lower flow rates.
Maximum pressure:Maximum pressure is determined by how much pressure can be applied to the outlet side of a piston-type pump or through internal leakage past seals on pistonless pumps (for example, gear pumps). It can be measured using specialized instrumentation and equipment.
Parker hydraulic pumps are designed to provide years of trouble-free performance. The Parker hydraulic pump is a compact, efficient, quiet and reliable solution for a variety of applications. The Parker hydraulic pump is available in a wide range of configurations and sizes. These pumps are ideal for mobile equipment, agricultural equipment, industrial equipment, power generation equipment and more.
The Parker 600 Series hydraulic pump is a compact, heavy-duty, single-stage pump that is well suited for use in a wide variety of industrial and mobile applications. The 600 Series pump is available in three different sizes: the 602 (1/2 HP), 604 (3/4 HP), and 606 (1 HP). These pumps provide flow rates up to 7 GPM at pressures up to 2,000 PSI.
The Parker 600 Series hydraulic pump features a cast iron volute housing with double mechanical seals. It has a two-stage piston with a self-lubricating bronze bushing, an integral cooling system and one piece cast iron construction. The Parker 600 Series pump also has an automatic bypass valve that protects against excessive pressure surges resulting from pump overloads or water hammer conditions.
The Parker 600 Series hydraulic pump comes standard with an anti-vibration mounting kit which helps reduce noise levels when used in mobile applications such as construction equipment or other vehicles where vibration can cause noise problems.
Pave the way to a more comfortable [living experience] by installing a durable, reliable pump. If you’re having trouble with your current Parker Hydraulic Pump, having an expert inspect the unit may be your best course of action. The step-by-step guide can help in the event that you do decide to install a new one. Digging into this information will surely help you get things done right.

Check that the pump shaft is rotating. Even though coupling guards and C-face mounts can make this difficult to confirm, it is important to establish if your pump shaft is rotating. If it isn’t, this could be an indication of a more severe issue, and this should be investigated immediately.
Check the oil level. This one tends to be the more obvious check, as it is often one of the only factors inspected before the pump is changed. The oil level should be three inches above the pump suction. Otherwise, a vortex can form in the reservoir, allowing air into the pump.
What does the pump sound like when it is operating normally? Vane pumps generally are quieter than piston and gear pumps. If the pump has a high-pitched whining sound, it most likely is cavitating. If it has a knocking sound, like marbles rattling around, then aeration is the likely cause.
Cavitation is the formation and collapse of air cavities in the liquid. When the pump cannot get the total volume of oil it needs, cavitation occurs. Hydraulic oil contains approximately nine percent dissolved air. When the pump does not receive adequate oil volume at its suction port, high vacuum pressure occurs.
This dissolved air is pulled out of the oil on the suction side and then collapses or implodes on the pressure side. The implosions produce a very steady, high-pitched sound. As the air bubbles collapse, the inside of the pump is damaged.
While cavitation is a devastating development, with proper preventative maintenance practices and a quality monitoring system, early detection and deterrence remain attainable goals. UE System’s UltraTrak 850S CD pump cavitation sensor is a Smart Analog Sensor designed and optimized to detect cavitation on pumps earlier by measuring the ultrasound produced as cavitation starts to develop early-onset bubbles in the pump. By continuously monitoring the impact caused by cavitation, the system provides a simple, single value to trend and alert when cavitation is occurring.
The oil viscosity is too high. Low oil temperature increases the oil viscosity, making it harder for the oil to reach the pump. Most hydraulic systems should not be started with the oil any colder than 40°F and should not be put under load until the oil is at least 70°F.
Many reservoirs do not have heaters, particularly in the South. Even when heaters are available, they are often disconnected. While the damage may not be immediate, if a pump is continually started up when the oil is too cold, the pump will fail prematurely.
The suction filter or strainer is contaminated. A strainer is typically 74 or 149 microns in size and is used to keep “large” particles out of the pump. The strainer may be located inside or outside the reservoir. Strainers located inside the reservoir are out of sight and out of mind. Many times, maintenance personnel are not even aware that there is a strainer in the reservoir.
The suction strainer should be removed from the line or reservoir and cleaned a minimum of once a year. Years ago, a plant sought out help to troubleshoot a system that had already had five pumps changed within a single week. Upon closer inspection, it was discovered that the breather cap was missing, allowing dirty air to flow directly into the reservoir.
A check of the hydraulic schematic showed a strainer in the suction line inside the tank. When the strainer was removed, a shop rag was found wrapped around the screen mesh. Apparently, someone had used the rag to plug the breather cap opening, and it had then fallen into the tank. Contamination can come from a variety of different sources, so it pays to be vigilant and responsible with our practices and reliability measures.
The electric motor is driving the hydraulic pump at a speed that is higher than the pump’s rating. All pumps have a recommended maximum drive speed. If the speed is too high, a higher volume of oil will be needed at the suction port.
Due to the size of the suction port, adequate oil cannot fill the suction cavity in the pump, resulting in cavitation. Although this rarely happens, some pumps are rated at a maximum drive speed of 1,200 revolutions per minute (RPM), while others have a maximum speed of 3,600 RPM. The drive speed should be checked any time a pump is replaced with a different brand or model.
Every one of these devastating causes of cavitation threatens to cause major, irreversible damage to your equipment. Therefore, it’s not only critical to have proper, proactive practices in place, but also a monitoring system that can continuously protect your valuable assets, such as UE System’s UltraTrak 850S CD pump cavitation senor. These sensors regularly monitor the health of your pumps and alert you immediately if cavitation symptoms are present, allowing you to take corrective action before it’s too late.
Aeration is sometimes known as pseudo cavitation because air is entering the pump suction cavity. However, the causes of aeration are entirely different than that of cavitation. While cavitation pulls air out of the oil, aeration is the result of outside air entering the pump’s suction line.
Several factors can cause aeration, including an air leak in the suction line. This could be in the form of a loose connection, a cracked line, or an improper fitting seal. One method of finding the leak is to squirt oil around the suction line fittings. The fluid will be momentarily drawn into the suction line, and the knocking sound inside the pump will stop for a short period of time once the airflow path is found.
A bad shaft seal can also cause aeration if the system is supplied by one or more fixed displacement pumps. Oil that bypasses inside a fixed displacement pump is ported back to the suction port. If the shaft seal is worn or damaged, air can flow through the seal and into the pump’s suction cavity.
As mentioned previously, if the oil level is too low, oil can enter the suction line and flow into the pump. Therefore, always check the oil level with all cylinders in the retracted position.
If a new pump is installed and pressure will not build, the shaft may be rotating in the wrong direction. Some gear pumps can be rotated in either direction, but most have an arrow on the housing indicating the direction of rotation, as depicted in Figure 2.
Pump rotation should always be viewed from the shaft end. If the pump is rotated in the wrong direction, adequate fluid will not fill the suction port due to the pump’s internal design.
A fixed displacement pump delivers a constant volume of oil for a given shaft speed. A relief valve must be included downstream of the pump to limit the maximum pressure in the system.
After the visual and sound checks are made, the next step is to determine whether you have a volume or pressure problem. If the pressure will not build to the desired level, isolate the pump and relief valve from the system. This can be done by closing a valve, plugging the line downstream, or blocking the relief valve. If the pressure builds when this is done, there is a component downstream of the isolation point that is bypassing. If the pressure does not build up, the pump or relief valve is bad.
If the system is operating at a slower speed, a volume problem exists. Pumps wear over time, which results in less oil being delivered. While a flow meter can be installed in the pump’s outlet line, this is not always practical, as the proper fittings and adapters may not be available. To determine if the pump is badly worn and bypassing, first check the current to the electric motor. If possible, this test should be made when the pump is new to establish a reference. Electric motor horsepower is relative to the hydraulic horsepower required by the system.
For example, if a 50-GPM pump is used and the maximum pressure is 1,500 psi, a 50-hp motor will be required. If the pump is delivering less oil than when it was new, the current to drive the pump will drop. A 230-volt, 50-hp motor has an average full load rating of 130 amps. If the amperage is considerably lower, the pump is most likely bypassing and should be changed.
Figure 4.To isolate a fixed displacement pump and relief valve from the system, close a valve or plug the line downstream (left). If pressure builds, a component downstream of the isolation point is bypassing (right).
The most common type of variable displacement pump is the pressure-compensating design. The compensator setting limits the maximum pressure at the pump’s outlet port. The pump should be isolated as described for the fixed displacement pump.
If pressure does not build up, the relief valve or pump compensator may be bad. Prior to checking either component, perform the necessary lockout procedures and verify that the pressure at the outlet port is zero psi. The relief valve and compensator can then be taken apart and checked for contamination, wear, and broken springs.
Install a flow meter in the case drain line and check the flow rate. Most variable displacement pumps bypass one to three percent of the maximum pump volume through the case drain line. If the flow rate reaches 10 percent, the pump should be changed. Permanently installing a flow meter in the case drain line is an excellent reliability and troubleshooting tool.
Ensure the compensator is 200 psi above the maximum load pressure. If set too low, the compensator spool will shift and start reducing the pump volume when the system is calling for maximum volume.
Performing these recommended tests should help you make good decisions about the condition of your pumps or the cause of pump failures. If you change a pump, have a reason for changing it. Don’t just do it because you have a spare one in stock.
Conduct a reliability assessment on each of your hydraulic systems so when an issue occurs, you will have current pressure and temperature readings to consult.
Al Smiley is the president of GPM Hydraulic Consulting Inc., located in Monroe, Georgia. Since 1994, GPM has provided hydraulic training, consulting and reliability assessments to companies in t...

Graco quality fill pumps provide a reliable solution for filling your on-vehicle automatic lubrication equipment. These pumps come in a variety of options to fit your application and keep your equipment running.
There’s an easier, more efficient way to pump fluid to your critical equipment. Graco’s all-electric EGP pumps reduce operating costs without compromising the durability you expect from the industry leader in pumping solutions. Add convenience and peace of mind to your everyday operations with our l...
Graco’s family of Fast-Ball® and Fast-Flo® pumps and packages are designed to efficiently transfer oil. These air operated piston pumps feature an in-line design with fewer parts to minimize pump wear. Ideal for lower volume, short-run transfers.
For over 60 years, Graco Fire-Ball® pumps and packages have been a mainstay in the lubrication marketplace for durability and long life. Designed for the toughest applications, the Fire-Ball brand repeatedly outperforms and outlasts the competition.
The GT 750 36:1 pump was engineered to quickly transfer grease in numerous applications and changing environments. The large 7.5-inch (19.05 cm) air motor and pump lower combination allows the GT 750 pump to move the same amount of grease with up to four times fewer pump strokes.
Graco’s industry leading family of Husky™ AODD transfer pumps are designed for hard-working, high-performance environments. Available in a broad range of sizes and capabilities, we have one that will meet your needs.
Graco’s LD™ Blue pumps and packages for diesel exhaust fluid (DEF) are reliable, high performance DEF solutions. Choose from configured packages with an electric or manual pump, or build a custom DEF system specific to your application.
Graco’s LD Series™ pumps and packages are designed and engineered to transfer synthetic and petroleum based oils, hydraulic fluids, transmission fluids or grease. These reliable, yet affordable, full-featured pumps and packages are available in 3:1 and 5:1 for oil and 50:1 for grease.
Graco offers a wide range of reliable manually operated oil and grease pumps and packages. These easy to install pumps and packages get you up and running quickly with several options to fit your application.
Graco’s NXT™ Check-Mate® pumps and packages for grease transfer offer the perfect combination of high performance and reliability. These durable pumps are time tested, proven performers—able to move large amounts of grease per minute.
Field-proven NXT™ Dura-Flo® pumps and packages for oil transfer give you the best value for your money. With field proven long-lasting durability, Graco’s NXT Dura-Flo pumps and packages outlast the competition year after year.
Hydraulic Power-Star pumps provide reliable, quiet, ice-free performance at maximum pressure and low flow rate. These pumps are up to three times more energy efficient than comparable compressed air-systems.
Graco’s SD™ Blue pumps and packages for diesel exhaust fluid (DEF) are robust, superior performing DEF solutions. Designed to minimize downtime and dispense materials quickly without compromising chemical integrity.

The global gear pump market size was valued at USD 1.67 billion in 2017. It is estimated to expand at a CAGR of 4.2% over the forecast period. The market will witness high demand from oil and gas, automotive, chemical, and construction among other end-use sectors.
Demand from oil and gas sector is a key growth contributor given the scale of deployment. Gear pumps are widely used in extraction, transfer, and displacement of fluids in oil and gas industry. Moreover, growth in production and new rig establishments will spur the demand over the next few years.
For instance, world’s production of oil was estimated to be more than 4.0 billion metric tons in 2017 and Middle East accounted for approximately one-third of it. U.S. and Saudi Arabia are world’s leading oil-producing countries and each of them contributed around 12.0% of the global oil production in 2017. While, Russia accounted for 13% of total oil production. Growth of the sector and extensive usage of gear pumps are projected to boost the market in near future.
External accounted for 80.09% of the global gear pumps market share in 2017. These are widely used as lubrication pumps in machine tools and in fluid power transfer units. They are also used as oil pumps in engines. Favorable government policies in India and China to increase investment in petrochemical and agrochemical production are expected to open new avenue for the segment over the forecast period.
Internal gear pumps are mostly used for transferring thin liquid, such alcohol, solvent, resins and polymers, and fuels. They are also used for transferring asphalt, tar, and bitumen. Growing paints, pigments, and ink industries in South Korea, India, and China can further fuel the demand in the forthcoming years.
Oil and gas segment led the global gear pump market accounting for 19.5% of the overall share in 2017. The product is widely used for hot water injection, transfer of oil to storage tank, and for diluent injection process to introduce a thinning agent used to improve the flow of crudes through the pipelines.
Construction sector is expected to experience a significant growth in foreseeable future. Hydraulic gear pumps are widely used in construction equipment. In construction industry, they are used in material handling, earth moving, excavation, and lifting equipment. Increasing adoption of technologically advanced material handling equipment, such as excavator, earth mover, and hydraulic lifts, to reduce lead time and enhance productivity is expected to augment the product demand.
Companies focus on technological advancements, new product developments, and market expansion to increase product sales and to sustain the competition. For instance, Parker Hannifin Corp. is offering precision-engineering solutions for industrial and mobile applications. In addition, the company announced the launch of PGP130 series of fixed displacement external gear pumps, which are suitable for low space areas and for transferring high-pressure fluid in segments, such as mining, oil and gas, and construction.
Major companies operating in the global gear pumps market include Eaton Corp.; Bosch Rexroth AG; Kawasaki Heavy Industries, Ltd.; Haight Pumps; Viking Pump, Inc.; Parker Hannifin Corp.; Tuthill; Albany Pumps; Roper Pump Company, Inc.; Pompe Cucchi S.r.l; DESMI; PSG; SPX FLOW; Daido Machinery Corporation; and VARISCO S.r.l.
Most of these companies are engaged in designing and manufacturing positive displacement pumps for various industries. For instance, Eaton started manufacturing gear pumps for aerospace industry in 1960s. The company today supplies its product to a broad range of industrial and mobile applications, which need a quiet operation, higher pressure, and others features.

A hydraulic pump is a mechanical device that converts mechanical power into hydraulic energy. It generates flow with enough power to overcome pressure induced by the load.
A hydraulic pump performs two functions when it operates. Firstly, its mechanical action creates a vacuum at the pump inlet, subsequently allowing atmospheric pressure to force liquid from the reservoir and then pumping it through to the inlet line of the pump. Secondly, its mechanical action delivers this liquid to the pump outlet and forces it into the hydraulic system.
The three most common hydraulic pump designs are: vane pump, gear pump and radial piston pump. All are well suited to common hydraulic uses, however the piston design is recommended for higher pressures.
Most pumps used in hydraulic systems are positive-displacement pumps. This means that they displace (deliver) the same amount of liquid for each rotating cycle of the pumping element. The delivery per cycle remains almost constant, regardless of changes in pressure.
Positive-displacement pumps are grouped into fixed or variable displacement. A fixed displacement pump’s output remains constant during each pumping cycle and at a given pump speed. Altering the geometry of the displacement chamber changes the variable displacement pump’s output.
Fixed displacement pumps (or screw pumps) make little noise, so they are perfect for use in for example theatres and opera houses. Variable displacement pumps, on the other hand, are particularly well suited in circuits using hydraulic motors and where variable speeds or the ability to reverse is needed.
Applications commonly using a piston pump include: marine auxiliary power, machine tools, mobile and construction equipment, metal forming and oil field equipment.
As the name suggests, a piston pump operates through pistons that move back and forth in the cylinders connected to the hydraulic pump. A piston pump also has excellent sealing capabilities.
A hydraulic piston pump can operate at large volumetric levels thanks to low oil leakage. Some plungers require valves at the suction and pressure ports, whilst others require them with the input and output channels. Valves (and their sealing properties) at the end of the piston pumps will further enhance the performance at higher pressures.
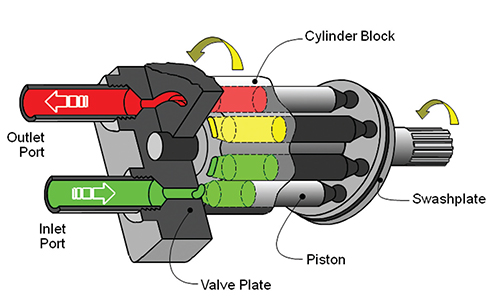
The axial piston pump is possibly the most widely used variable displacement pump. It’s used in everything from heavy industrial to mobile applications. Different compensation techniques will continuously alter the pump’s fluid discharge per revolution. And moreover, also alter the system pressure based on load requirements, maximum pressure cut-off settings and ratio control. This implies significant power savings.
Two principles characterise the axial piston pump. Firstly the swash plate or bent axis design and secondly the system parameters. System parameters include the decision on whether or not the pump is used in an open or closed circuit.
The return line in a closed loop circuit is under constant pressure. This must be considered when designing an axial piston pump that is used in a closed loop circuit. It is also very important that a variable displacement volume pump is installed and operates alongside the axial piston pump in the systems. Axial piston pumps can interchange between a pump and a motor in some fixed displacement configurations.
The swivel angle determines the displacement volume of the bent axis pump. The pistons in the cylinder bore moves when the shaft rotates. The swash plate, in the swash plate design, sustain the turning pistons. Moreover, the angle of the swash plate decides the piston stroke.
In general, the largest displacements are approximately one litre per revolution. However if necessary, a two-litre swept volume pump can be built. Often variable-displacement pumps are used, so that the oil flow can be adjusted carefully. These pumps generally operate with a working pressure of up to 350–420 bars in continuous work
Radial piston pumps are used especially for high pressure and relatively small flows. Pressures of up to 650 bar are normal. The plungers are connected to a floating ring. A control lever moves the floating ring horizontally by a control lever and thus causes an eccentricity in the centre of rotation of the plungers. The amount of eccentricity is controlled to vary the discharge. Moreover, shifting the eccentricity to the opposite side seamlessly reverses the suction and discharge.
Radial piston pumps are the only pumps that work continuously under high pressure for long periods of time. Examples of applications include: presses, machines for processing plastic and machine tools.
A vane pump uses the back and forth movement of rectangle-shaped vanes inside slots to move fluids. They are sometimes also referred to as sliding vane pumps.
The simplest vane pump consists of a circular rotor, rotating inside of a larger circular cavity. The centres of the two circles are offset, causing eccentricity. Vanes slide into and out of the rotor and seal on all edges. This creates vane chambers that do the pumping work.
A vacuum is generated when the vanes travel further than the suction port of the pump. This is how the oil is drawn into the pumping chamber. The oil travels through the ports and is then forced out of the discharge port of the pump. Direction of the oil flow may alter, dependent on the rotation of the pump. This is the case for many rotary pumps.
Vane pumps operate most efficiently with low viscosity oils, such as water and petrol. Higher viscosity fluids on the other hand, may cause issues for the vane’s rotation, preventing them from moving easily in the slots.
Gear pumps are one of the most common types of pumps for hydraulic fluid power applications. Here at Hydraulics Online, we offer a wide range of high-powered hydraulic gear pumps suitable for industrial, commercial and domestic use. We provide a reliable pump model, whatever the specifications of your hydraulic system. And we furthermore ensure that it operates as efficiently as possible.
Johannes Kepler invented the gear pump around year 1600. Fluid carried between the teeth of two meshing gears produces the flow. The pump housing and side plates, also called wear or pressure plates, enclose the chambers, which are formed between adjacent gear teeth. The pump suction creates a partial vacuum. Thereafter fluid flows in to fill the space and is carried around the discharge of the gears. Next the fluid is forced out as the teeth mesh (at the discharge end).
Some gear pumps are quite noisy. However, modern designs incorporating split gears, helical gear teeth and higher precision/quality tooth profiles are much quieter. On top of this, they can mesh and un-mesh more smoothly. Subsequently this reduces pressure ripples and related detrimental problems.
Catastrophic breakdowns are easier to prevent with hydraulic gear pumps. This is because the gears gradually wear down the housing and/or main bushings. Therefore reducing the volumetric efficiency of the pump gradually until it is all but useless. This often happens long before wear causes the unit to seize or break down.
Can hydraulic gear pumps be reversed? Yes, most pumps can be reversed by taking the pump apart and flipping the center section. This is why most gear pumps are symmetrical.
External gear pumps use two external spur gears. Internal gear pumps use an external and an internal spur gear. Moreover, the spur gear teeth face inwards for internal gear pumps. Gear pumps are positive displacement (or fixed displacement). In other words, they pump a constant amount of fluid for each revolution. Some gear pumps are interchangeable and function both as a motor and a pump.
The petrochemical industry uses gear pumps to move: diesel oil, pitch, lube oil, crude oil and other fluids. The chemical industry also uses them for materials such as: plastics, acids, sodium silicate, mixed chemicals and other media. Finally, these pumps are also used to transport: ink, paint, resins and adhesives and in the food industry.
Mathematical calculations are key to any type of hydraulic motor or pump design, but are especially interesting in the gerotor design. The inner rotor has N teeth, where N > 2. The outer rotor must have N + 1 teeth (= one more tooth than the inner rotor) in order for the design to work.



 8613371530291
8613371530291