
smg hydraulic pump rebuild factory

Renew your worn or burn"t out SMG pump with our remanufactured units! Our remanufactured pumps are disassembled, thoroughly cleaned and reassembled with all new components.
This part is listed by BMW as BMW part number 21532229715 (21-53-2-229-715) and is described as a rebuilt SMG Hydraulic Pump with Pressure Accumulator for E46 M3.
The SMG pump on the SMG (sequential manual gearbox) equipped E46 M3 is a very well known failure point. It"s really not a question of IF your SMG pump will suffer a failure, but when. Typically, the SMG pump lasts somewhere in the neighborhood of 100k miles, but they have been known to fail with much less miles.
This is a rebuilt SMG pump with a new electric motor. The assembly has been rebuilt MLR Engineering - experts in SMG and hydraulic pumps with over 30 years of experience and their own tried and proven solutions to SMG problems.
A core charge applies to this purchase. The $450 core charge is included in the price shown. The supply of original parts for rebuilding keeps the final purchase price low. The core must match the part that was supplied in terms of fitment, type, application, accessories, and hardware. Damaged or modified cores will not receive a refund. A core charge can only be refunded once the core has been inspected and approved. Click here for our Core Policy.

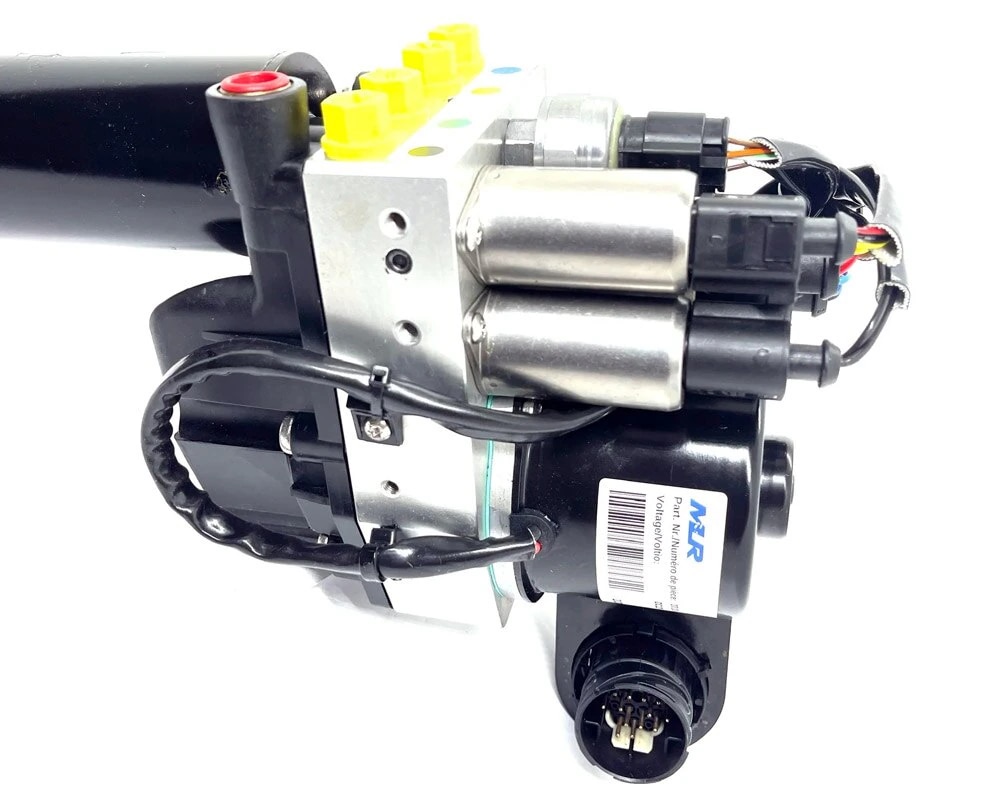
When our customer got into hisE46 M3recently and found that it wouldn’t start, a transmission problem was the last thing he suspected to be the culprit. There are many more common causes for a no start – like a dead battery, worn out starter, faulty brake pedal switch, etc.- and after checking the usual suspects and not finding the problem, he had the car towed over to our shop.How does the BMW SMG Transmission work?Just to clarify for those who aren’t familiar with BMW’sSMG transmission, the simplest way to explain it is that it’s neither a conventional “manual” nor “automatic” transmission, but more like a combination of the two. You still change gear much like you would in a conventional standard by using a “stick” of sorts (or by paddles mounted just behind the steering wheel), but there is no clutch pedal. Instead, the clutch is controlled electronically by a computer and actuated by hydraulics.Symptoms and Diagnosis: How to know when an SMG pump has failed and needs to be replaced.When the M3 arrived at the shop, we hooked it up to our computer diagnostics scan tool and found a DTC, or“diagnostic trouble code, “indicating a fault with the Park/Neutral solenoid, which is an integrated component on theSMG hydraulic pump assembly. The SMG pump (pictured below) is similar to an ABS pump in both appearance and function, but controls the hydraulic pressures in the transmission and not the brake system.

The accumulator is responsible to store the pressure of the SMG system for later access by the actuators. The piston type accumulator has two cells: one cell storing the hydraulic fluid and one cell containing a gas to create counterpressure. Both cells are separated by a moving piston. A broken accumulator causes the pump to prime permanently.

Pentosin CHF 11S is a synthetic high performance hydraulic fluid for life-time application in modern vehicle aggregates. Pentosin CHF 11S is especially designed for hydraulics in the automotive industry with the highest technical requirements such as in: power steering, level control, shock absorber, hydro-pneumatic suspension, stability and traction control, hydraulics for convertible tops, central lock systems, etc.

The E46 M3 had a couple major issues, one of the lesser ones is the SMG gearbox. The hydraulic pump often fails resulting in a costly repair. If this happens to a car you own it often make sense to convert the car to a manual rather than fix the SMG unit. Manual E46 M3’s tend to be more desirable and cost quite a bit more than manual M3’s so often times owners can buy an E46 M3 SMG and have it converted to manual for about the same price as buying a true manual.
Since the SMG transmission and the 6 speed transmission are internally identical all that is required to physically do this swap is to modify the bellhousing on the SMG transmission. This modification adds in the shift detents so the driver can feel where the gears are. Since the SMG is shifted by the computer these detents were not necessary in the manual gearbox. Machining the bell housing accurately is critical so that the driver can easily find the gears. If the machine work is not precise then the driver can have trouble finding gears as the gates will not be in the correct location. We’ve seen this problem on some swapped cars that have ended up at our shop for troubleshooting.
The hydraulic pump often fails resulting in a costly repair. If this happens to a car you own it often make sense to convert the car to a manual rather than fix the SMG unit.
For race cars it is also possible to swap the 6 speed transmission to a less expensive and rebuildable 5 speed transmission. Coupled with a 3.91 or 4.10 final drive this is often a good race/track setup, but it does require modifying the driveshaft and shift linkage. Overall the cost tends to be about the same as the 6 speed conversion but the 5 speed also has a considerable weight advantage compared to the 6 speed.
In order for cruise control, PDC, and the reverse light to function the car must be wired and re-coded as a manual car. The SMG computer is removed and all SMG components are unplugged. The clutch switch and brake switch must be installed and wired appropriately to retain the function of a true manual transmission E46 M3. We also have a special tune for the SMG to Manual conversion, developed by Frank Smith, that adjusts the idle to the correct level and can be coupled with a performance tune upon request.
You asked, we delivered! We practically get daily calls from BMW enthusiasts and BMW shops around the country doing their own SMG to manual conversion. While we love tackling this project for our clients, we know that is not always an option because of time and distance.
We’re now happy to offer an E46 Bellhousing Machine and Prep Service for SMG to Manual Conversions! Just send us your complete bellhousing, and we’ll send it back ready to install into your conversion. Please feel free to reach out if you have any questions – otherwise, check it out on our store page.

We recently encountered a shifting issue with our 2001 BMW M3 , which came equipped with a 6 speed SMG or Sequential Manual Gearbox, and found it to be a bad hydraulic pump. Because of the costs of fixing the issue, and due to readily supply of manual M3 parts we had in house from previous projects, we opted to go a different route and convert this specimen to the much sought after 6 speed manual gear box.
Fortunately, BMW’s SMG transmission is based off of a normal manual, so we were able to use the same gear box with some mild modifications to make everything work. Here’s some quick pictures and notes for a little insight as to what went on.
The original SMG Selector has the primary lever shown here, as well as two gear selector paddles on the steering wheel allowing you to shift up and down. As you can see, the pedals are set up like a vehicle with a normal automatic transmission, only having an option for a throttle, and a brake.
After we have the transmission and all of the SMG parts removed, it’s time to install and mate the new parts to the existing system. Here we are feeding the new shift lever assembly into the vehicle.
To get the manual gear selector to work with the SMG Transmission, we used the bell housing from an existing manual transmission so we could retain proper function of a normal lever. With out it, further modification would have to me made to the existing bell housing to have full spring function.

In less than one month, a rebuild automated press operations to increase production rates and improve quality. Southern Manufacturing Group (SMG) located in Morrison, Tennessee, was founded in 1993. The company makes automotive components and industrial valves. In the fall of 2012, the automation system for its 175-ton hydraulic forming press received electrical damage resulting from a lightning strike (Figure 1). Purchasing a new hydraulic forming press would have been prohibitively expensive, in the range of hundreds of thousands of dollars. Therefore, SMG needed a company that could repair the forming press in a minimal time-frame to maintain its production schedule. Required repairs mandated either replacement of components on the existing antiquated automation system, or a completely new automation system. The decision to repair or replace would be driven by multiple considerations including cost, schedule, and functionality of the old versus the new automation system.
Although the press is 40 years old, it’s still a very robust machine that was definitely worth repairing. A dual-action press, it shapes two separate parts in different ways at the same time. During the first step the hydraulic forming press bends the metal in half without creasing it; in the second step it rounds the metal piece. After the first step the metal piece moves to the second step, and a new piece is inserted in the machine for bending. This continuous process significantly increases production yield as compared to simpler machines that only shape one part at a time, but it also requires more than a simple automation system, as multiple operations need to be controlled simultaneously to close tolerances. In order to get the hydraulic forming press working again, SMG turned to fully licensed electrical and mechanical contractor, American Construction Technologies (ACT), in Nashville, Tennessee, to find an economical and timely solution. When ACT inspected the press, its engineers were faced with multiple challenges, including the repair or replacement of the automation system. At this point ACT called KCC Software in Huntsville, Alabama, for an automation solution that would not only work with the existing machine, but also improve it. Our longtime business partner ACT called us because we specialize in software programming and technology integration for manufacturing customers. While ACT would build the new automation system enclosure and perform all wiring, as well as improving and updating parts of the hydraulic system, we would take on the challenge of quickly creating a new, modern automation system.
Even presses designed 10 years ago often don’t have the automated features and functionalities that help manufacturers decrease cycle times and improve production consistency. For example, the old automation system couldn’t automate press runs, so operators needed to manually enter instructions with each job setup. Not only did this add to cycle times, it also significantly increased the possibility of error and inconsistent part runs. The old automation system also lacked modern features and functions, and was becoming difficult to support. For these and other reasons, SMG was willing to consider replacement rather than repair of the old automation system, provided the replacement system could be designed and installed quickly, and for a reasonable cost. Preliminary investigations were sufficient to allow us to satisfy SMG’s requirements, so we began the next step of new automation system design. KCC Software began design of the automation system by considering the system requirements – pressure transducer feedback, encoder feedback, fast response times, accurate and timely valve controls – indicating that a very flexible controller was needed.
We’ve been a long-time satisfied user of AutomationDirect products, so we selected their Do-more series PLC CPU module along with a high-speed counter module to interface to the encoder on the press. The other I/O cards selected for the PLC were standard DirectLOGIC 205-series cards for the discrete inputs and the relay outputs required by the press, along with an analog input card for pressure transducer feedback. There were many reasons why we selected the Do-more PLC for the automation system retrofit, besides previous positive experiences with AutomationDirect. The PLC is extremely fast and very easy to program, yet very affordable. This PLC offers programs and tasks, essential to a well-designed automation system controller program, particularly for this application. Not all PLCs provide these controllable program segments, especially not the less expensive and more compact models. These features enabled us to separate the code into manageable pieces; its programs and tasks can also be employed multiple times inside a program, as well as used to develop new programs. A key step was programming the force of the hydraulic press to match the preset movements of the machine. The correct pressure together with the corresponding ram travel plus other key parameters were stored in the new controller’s memory by job number, and were configured to be automatically preset by the die setter. For deep drawing operations, the blank holder or hydraulic die cushion force was programmed to be varied through the press cycle, improving operations and reducing machine wear. The high-speed counter interface module helped us design, program and verify the encoder interface in just over an hour. Ironically, this was the part of the automation system design that concerned us the most, yet it turned out to be the easiest as the wiring and data connection were very simple, and the programming required very little math due to the built-in functionality of the module, plus its seamless integration to the PLC’s CPU module. We chose the AutomationDirect 15-inch C-more touch screen for the system HMI. This panel offers large, easy-to-read screens with password-protected access to maintenance screens and documentation, along with other features not available on the older automation systems.
Adding a powerful PLC and HMI panel to the 175-ton hydraulic forming press gave the operators the ability to perform touchscreen commands to automatically control the press, eliminating the need for manual adjustments (Figure 2). In addition, the new automation system stores multiple programs or recipes, improving both cycle times and positional accuracies. Prior to the rebuild, operators had to manually enter the program parameters for each new job. Now, the press operator simply selects the desired recipe, which contains values that have been checked through qualifying runoffs (Figure 3). Another key feature of the system is statistical analysis of the press’ performance. This enables SMG machine owners to detect potential hydraulic issues early on, and also ensures that the machine operates within established parameters. SMG also created additional quality checks to ensure the machine was running according to its specifications. The automation system now measures the depth of the press as it presses on a part. Operators now know the depth of a motion to 1/100th of an inch on a 6 to 7 inch stroke length. This helps them predict when the die needs sharpening, or when the hydraulics need repair. The reversal of the press is a critical production process as it prevents parts from falling out of tolerance. Prior to the rebuild, the old automation system required a manual proximity switch to signal positioning on reversal. Unfortunately, the manual switch accuracy was dependent on the steadiness of the operator’s hand. The new PLC-based automation system has automated the reversal of direction step, which is now based on measured pressure. This has made the depth of the press motion extremely consistent, ensuring part uniformity and extending the life of the machine. As efficiency increases due to automation and improved operation, wear on the oil and hydraulic components is reduced. If the press depth starts to change, it’s usually an indication of a hydraulic leak or a problem with the die that helps form the part. By being able to address these issues before the machine goes out of tolerance, SMG can keep operating without unscheduled downtime.
Communication and cooperation among SMG, ACT, and KCC Software was critical to project speed and success, particularly as the schedule was very compressed to avoid downtime. The automation system retrofit began in late October 2012, and the replacement automation system was installed and operational before the end of November 2012. The PLC programming software includes a simulation feature, allowing users to program simulated versions of machine operation. Programming these simulated operations, and testing them against the PLC code, eliminated the need for I/O hardware during testing, which facilitated rapid prototyping and development. This capability also enabled the concurrent engineering with ACT that was essential to meeting the rapid schedule demanded by the project. By using the PLC base and modules, we were able to guide ACT in the integration and wiring of the control panel based on existing drawings and knowledge. Although the Do-More is a newer PLC, it leverages existing, familiar components and modules to make integration and documentation easier and quicker for those who have prior experience with AutomationDirect’s legacy PLCs. Since installation, the press has run flawlessly. SMG is very pleased with the performance of the new automation system. Particularly appreciated are the recipe functionality, access to the performance data, and the ease of setup and maintenance when changing dies or performing routine preventative maintenance. The press now only requires semi-attended operation to achieve exact positioning, which is critical to both operator safety and product quality. The maximum press depth is extremely consistent, and the automation system’s setup screens enable users to tailor desired performance to exacting standards. SMG was also very pleased that the final cost that was approximately 50 percent less than an earlier quote to simply replace the controller boards, confirming our original estimates. By using high-quality yet affordable automation system components, we were able to keep expenditures down, while still delivering a dramatically improved automation system in less than a month.



 8613371530291
8613371530291