
vivolo hydraulic pump free sample

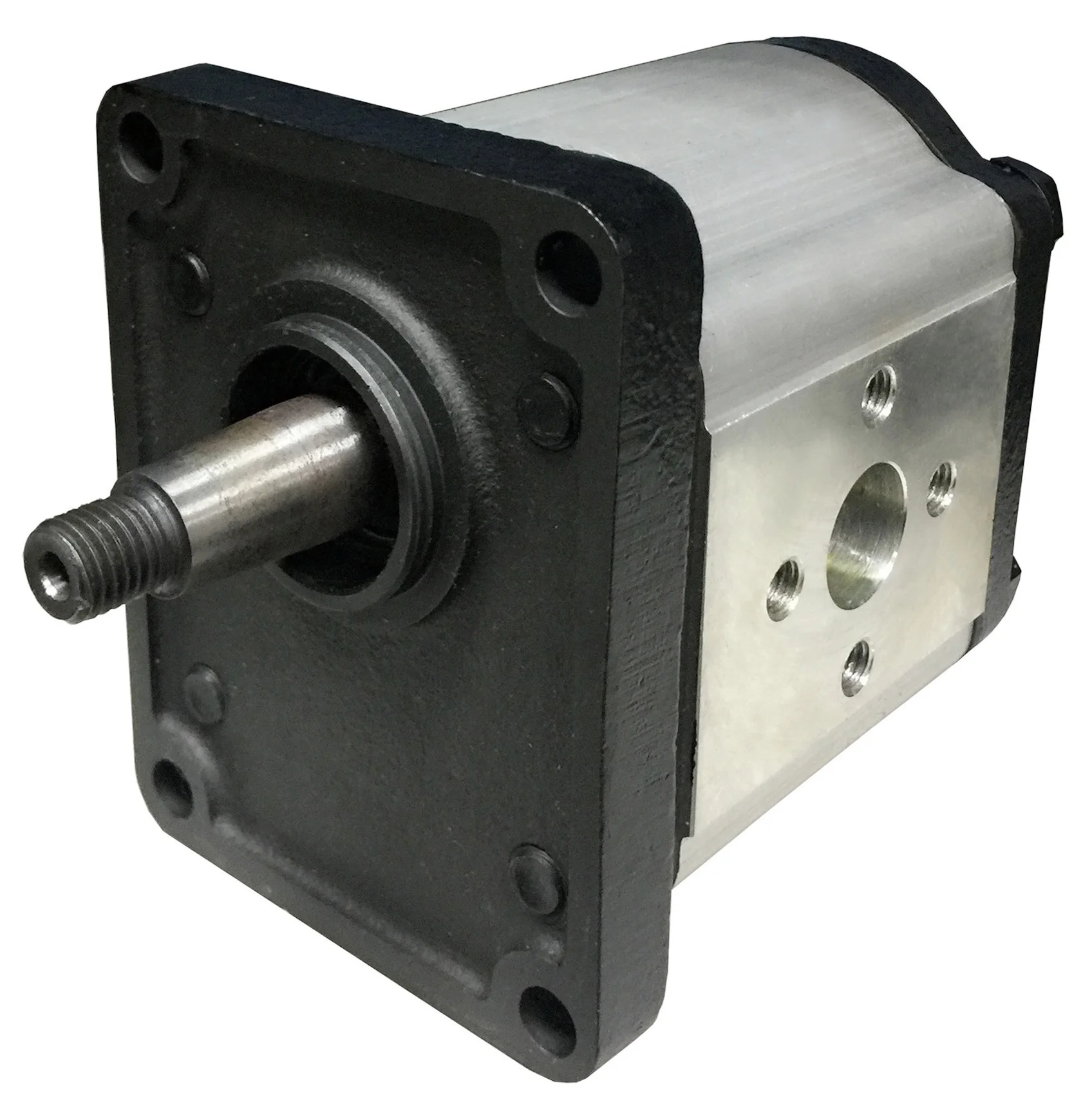
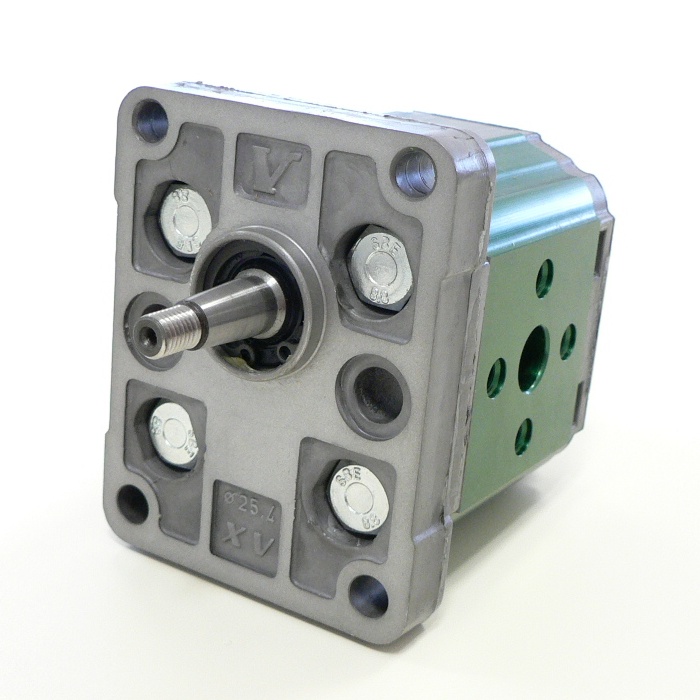
Reversible(bidirectional or bisensel) aluminum and external gear hydraulic pumps. Some pumps in this category are also available with cast iron flanges.
We chose to call them “reversible” because, once installed in the application, they can turn both clockwise and counterclockwise: meaning that the pump is made to work in both directions, without any modification.
If, on the other hand, you are looking for a pump with either clockwise or counterclockwise direction of rotation, which can be reversed according to your needs-for example, to stock up and adapt the pump as needed-the right solution is our unidirectional hydraulic pumps, whose direction of rotation can be changed, in most models, without adding any components. Thedifference, compared with reversible pumps, is that the installed pump can turn only in one direction.
The displacement of the reversible pumps varies between 0.16 cm3/rev and 86.87 cm3/rev, the rotation speed reaches up to 9000 rpm, the maximum pressures reach 320 bar.

We manufacture high-end hydraulic components, essential for the operation of various types of machinery: agricultural, industrial, automotive and earth-moving. Vivoil products can be customized in their technical features, starting from small quantities. For our customers there are no minimum lots to buy, and from the moment we receive the order, we strive to ensure that delivery is as rapid as possible.
Vivoil hydraulic pumps, hydraulic motors and flow dividers are manufactured in Italy, assembled and tested by hand, and the components that require the highest precision are machined with 5-axis machines and a single grip. We manufacture reliable products, and take care of the smallest details, so that your machines can last longer and achieve high performance in all working conditions.
From the production department to the offices, our organization is flexible, so we can make custom components even for small orders. Vivoil products are available in four size groups, to help you choose the most suitable displacement for your needs. Most of our pumps, motors and flow dividers can be complemented with accessories, valves, heavy-duty application supports and various flange and shaft configurations. Our technicians and sales staff are at your disposal to advise you on the product that best suits your needs, and to guarantee fast deliveries in Italy and abroad.
They are made of aluminium and with external gears, but some components are also available with cast iron flanges. You can choose between unidirectional pumps, reversible pumps, multiple pumps or multiple pump stages. The capacity of these products varies between 0.16 cm3/rev and 86.87 cm3/rev.
What is the difference? It happens often that our customers are not clear about the difference between reversible pumps and unidirectional pumps. This is a legitimate doubt due to the fact that, in the industry, there is no shared nomenclature because each company follows its own classification. At Vivoil, for example, we have chosen the […]
A hydraulic pump is a mechanical device that converts mechanical power into hydraulic energy. It generates flow with enough power to overcome pressure induced by the load.
A hydraulic pump performs two functions when it operates. Firstly, its mechanical action creates a vacuum at the pump inlet, subsequently allowing atmospheric pressure to force liquid from the reservoir and then pumping it through to the inlet line of the pump. Secondly, its mechanical action delivers this liquid to the pump outlet and forces it into the hydraulic system.
The three most common hydraulic pump designs are: vane pump, gear pump and radial piston pump. All are well suited to common hydraulic uses, however the piston design is recommended for higher pressures.
Most pumps used in hydraulic systems are positive-displacement pumps. This means that they displace (deliver) the same amount of liquid for each rotating cycle of the pumping element. The delivery per cycle remains almost constant, regardless of changes in pressure.
Positive-displacement pumps are grouped into fixed or variable displacement. A fixed displacement pump’s output remains constant during each pumping cycle and at a given pump speed. Altering the geometry of the displacement chamber changes the variable displacement pump’s output.
Fixed displacement pumps (or screw pumps) make little noise, so they are perfect for use in for example theatres and opera houses. Variable displacement pumps, on the other hand, are particularly well suited in circuits using hydraulic motors and where variable speeds or the ability to reverse is needed.
Applications commonly using a piston pump include: marine auxiliary power, machine tools, mobile and construction equipment, metal forming and oil field equipment.
As the name suggests, a piston pump operates through pistons that move back and forth in the cylinders connected to the hydraulic pump. A piston pump also has excellent sealing capabilities.
A hydraulic piston pump can operate at large volumetric levels thanks to low oil leakage. Some plungers require valves at the suction and pressure ports, whilst others require them with the input and output channels. Valves (and their sealing properties) at the end of the piston pumps will further enhance the performance at higher pressures.
The axial piston pump is possibly the most widely used variable displacement pump. It’s used in everything from heavy industrial to mobile applications. Different compensation techniques will continuously alter the pump’s fluid discharge per revolution. And moreover, also alter the system pressure based on load requirements, maximum pressure cut-off settings and ratio control. This implies significant power savings.
Two principles characterise the axial piston pump. Firstly the swash plate or bent axis design and secondly the system parameters. System parameters include the decision on whether or not the pump is used in an open or closed circuit.
The return line in a closed loop circuit is under constant pressure. This must be considered when designing an axial piston pump that is used in a closed loop circuit. It is also very important that a variable displacement volume pump is installed and operates alongside the axial piston pump in the systems. Axial piston pumps can interchange between a pump and a motor in some fixed displacement configurations.
The swivel angle determines the displacement volume of the bent axis pump. The pistons in the cylinder bore moves when the shaft rotates. The swash plate, in the swash plate design, sustain the turning pistons. Moreover, the angle of the swash plate decides the piston stroke.
In general, the largest displacements are approximately one litre per revolution. However if necessary, a two-litre swept volume pump can be built. Often variable-displacement pumps are used, so that the oil flow can be adjusted carefully. These pumps generally operate with a working pressure of up to 350–420 bars in continuous work
Radial piston pumps are used especially for high pressure and relatively small flows. Pressures of up to 650 bar are normal. The plungers are connected to a floating ring. A control lever moves the floating ring horizontally by a control lever and thus causes an eccentricity in the centre of rotation of the plungers. The amount of eccentricity is controlled to vary the discharge. Moreover, shifting the eccentricity to the opposite side seamlessly reverses the suction and discharge.
Radial piston pumps are the only pumps that work continuously under high pressure for long periods of time. Examples of applications include: presses, machines for processing plastic and machine tools.
A vane pump uses the back and forth movement of rectangle-shaped vanes inside slots to move fluids. They are sometimes also referred to as sliding vane pumps.
The simplest vane pump consists of a circular rotor, rotating inside of a larger circular cavity. The centres of the two circles are offset, causing eccentricity. Vanes slide into and out of the rotor and seal on all edges. This creates vane chambers that do the pumping work.
A vacuum is generated when the vanes travel further than the suction port of the pump. This is how the oil is drawn into the pumping chamber. The oil travels through the ports and is then forced out of the discharge port of the pump. Direction of the oil flow may alter, dependent on the rotation of the pump. This is the case for many rotary pumps.
Vane pumps operate most efficiently with low viscosity oils, such as water and petrol. Higher viscosity fluids on the other hand, may cause issues for the vane’s rotation, preventing them from moving easily in the slots.
Gear pumps are one of the most common types of pumps for hydraulic fluid power applications. Here at Hydraulics Online, we offer a wide range of high-powered hydraulic gear pumps suitable for industrial, commercial and domestic use. We provide a reliable pump model, whatever the specifications of your hydraulic system. And we furthermore ensure that it operates as efficiently as possible.
Johannes Kepler invented the gear pump around year 1600. Fluid carried between the teeth of two meshing gears produces the flow. The pump housing and side plates, also called wear or pressure plates, enclose the chambers, which are formed between adjacent gear teeth. The pump suction creates a partial vacuum. Thereafter fluid flows in to fill the space and is carried around the discharge of the gears. Next the fluid is forced out as the teeth mesh (at the discharge end).
Some gear pumps are quite noisy. However, modern designs incorporating split gears, helical gear teeth and higher precision/quality tooth profiles are much quieter. On top of this, they can mesh and un-mesh more smoothly. Subsequently this reduces pressure ripples and related detrimental problems.
Catastrophic breakdowns are easier to prevent with hydraulic gear pumps. This is because the gears gradually wear down the housing and/or main bushings. Therefore reducing the volumetric efficiency of the pump gradually until it is all but useless. This often happens long before wear causes the unit to seize or break down.
Can hydraulic gear pumps be reversed? Yes, most pumps can be reversed by taking the pump apart and flipping the center section. This is why most gear pumps are symmetrical.
External gear pumps use two external spur gears. Internal gear pumps use an external and an internal spur gear. Moreover, the spur gear teeth face inwards for internal gear pumps. Gear pumps are positive displacement (or fixed displacement). In other words, they pump a constant amount of fluid for each revolution. Some gear pumps are interchangeable and function both as a motor and a pump.
The petrochemical industry uses gear pumps to move: diesel oil, pitch, lube oil, crude oil and other fluids. The chemical industry also uses them for materials such as: plastics, acids, sodium silicate, mixed chemicals and other media. Finally, these pumps are also used to transport: ink, paint, resins and adhesives and in the food industry.
Mathematical calculations are key to any type of hydraulic motor or pump design, but are especially interesting in the gerotor design. The inner rotor has N teeth, where N > 2. The outer rotor must have N + 1 teeth (= one more tooth than the inner rotor) in order for the design to work.

Hydraulic is a complete non-stimulant pre-workout that was formulated specifically by Seth Feroce to increase pumps, performance, muscular endurance focus, strength, and power. Throughout his bodybuilding career, Seth discovered that the more blood and nutrients you can push into the muscle, the more growth you"ll achieve! So he designed a pre-workout to do just that!
Hydraulic uses a combination of L-citrulline, HydroMax® glycerol, AgmaMax™, and Nitrosigine® to increase the diameter of your blood vessels, which allows for more blood, nutrients, and oxygen to be delivered to the working muscles! But we didn"t stop there! Hydraulic also contains several performance boosting ingredients, including Creatine MagnaPower®, Beta-Alanine, Taurine, and B-Vitamins! Lastly, a combination of L-tyrosine and N-acetyl-L-tyrosine will provide you with laser focus.
Vivolo manufactures high-end hydraulic components, essential for the operation of various types of machinery: agricultural, industrial, automotive and earth-moving. Their products can be customized in their technical features, starting from small quantities.

Last week I wrote up a review for Axe & Sledge’s latest product, “Home Made.” Today I present “Hydraulic,” which is Axe & Sledge’s non-stim and supreme pump pre-workout.
HYDRAULIC is the first non-stimulant pre-workout of its kind. BLOOD FLOW = NUTRIENT FLOW = GROWTH HYDRAULIC is the first stimulant free pre-workout of its kind. A pre-workout formula free of any stimulants that you can actually FEEL! Get the blood...
Formerly known as “Fuel Pump,” Seth and Pat decided to change the name of their premier pump product to “Hydraulic.” It contains 5 patented ingredients: (1) AgmaMax, (2) Creatine MagnaPower, (3) GlycerPump, (4) NitroSigine, and (5) CarnoSyn. Hydraulic doubles as a nootropic, to give it more than just a “pump” benefit.
Hydraulic is a two scooper product, with twenty servings.It is important to remember that the recommended serving size is two scoops, so it could be doubled to forty servings, if only using a signle scoop serving. If someone is utilizing some other pump products (nitrates for example), perhaps a single scoop would be sufficient, to offer a wide range of pump enhancing ingredients, as Hydraulic does not contain nitrates.
We already know that Citrulline is the body’s precursor to arginine, the amino acid molecule responsible for stimulating increases in nitric oxide production. This is important for most pres, as vasodialtion of blood vessels is critical for superior pumps and vascularity due to increased blood flow.
This is where Hydraulic shines. GlycerPump is a high-yield version of standard glycerol (65%) For the record, standard glycerol sucks and yields closer to 30% and as low as 15%, in addition to having horrendous water-solubility. A high-yield amount of Glycerol will super-swell the muscle cells, assuming the body is sufficiently hydrated. GlycerPump focuses less on vasodialtion and blood flow and more so with saturating the muscle tissue with fluid - and it does so incredibly fast. Add in some carbs and a good GDA, and GlycerPump super-compensates the muscle swelling effect.
*Personal note - I ran an experiment for my last show, where although I was dehydrated on show day, I added a scoop of Hydraulic to my gatorade 20min before walking on stage. This filled my muscle tissue out incredibly well and left no subcutaneous water. It truly drives liquid where you want it - into the muscle cells and not BETWEEN the muscle tissue and the skin.
I won’t delve too deep here. We all know Taurine acts as a hydration booster and endurance boosting ingredient. 2000mg is the clinciall proven dose and Hydraulic delivers just that. This is a great compliment to GlycerPump.
I am a fan of this addition, but not necessarily for the creatine… Creatine MagnaPower is a chelated magnesium creatine (from Albion Human Nutrition). When creatine and magnesium are chelated, the end result is higher bioavailability. So why doesn’t every company chelate ingredients or minerals? Honestly, because it is too expensive. I am a proponent of this addition of MagnaPower, because it yields 30% of one’s recommended daily dose of magnesium. For numerous reasons, this is an extremely important mineral that not many people are getting their sufficient daily amount. Don’t take Hydraulic if you think it will supplement your cretine needs. Although chelated, you still would need another two grams minimum of creatine to hit your daily requirement.
AgmaMax is a patented form of Agmatine Sulfate. Essentially, once Arginine levels are high in the body, the body begins to produce an enzyme known Arginase, to buffer and reduce the amount of Agamatine in the body. If we want prolonged pumps, we want to hinder this enzyme as long as possible. AgmaMax does just that, by acting as an inhibitor of Arginase, plain and simple. AgmaMax gives you longer pumps, so you can workout longer or go hit the poolside whilst still maintaining your pump.
This is my second favorite pump ingredient. Nitrosigine is inositol arginine silicate, and is far superior than simple arginine at boosting nitric oxide within the body.*1 I’ll cite to my source below, but Nitrosigine has been shown to produce and maintain nitric oxcide levels in the body for as long as two weeks after supplementing with the ingredient And maintaining a minimum 500mg dose during that time. Nitrosigine is a skin ripping pump ingredient and I love it.
I love every single ingredient here (not even mentioned the B vitamins). If there is anything I could change, I might opt to add some nitrates. The synergy between Nitrosigine and some NO3-T is incredible. I have added some vasoblitz to this for training and it results in the most full muscle pumps/contractions I have ever had. Seriously, the skin gets too tight on leg day or arm day. The Tyrosine is enough to give me mental acuity and focus and the CarnoSyn gives me the endurance to handle some triple drop sets.
Rocket Pop gives you what you would expect: Raspberry, Cherry, and Lime. Hydraulic is not overly sweet.You can really taste each flavor without being tricked by the high levels of sucralose.
The soluability is superb. If standard Glycerol was used in lieu of GlycerPump, this product would be clumpy and have little chunks floating at the top. As the picture shows, this is minimal fizz and foam.
Hydraulic crashed my top five preworkout ranking. I am a huge fan of the Nitrosigine and GlycerPump combo. The pumps are insane and the product stacks well with any other preworkout you could want. The effects are staggering and prolonged, thanks to AgmaMax. The multi-functional uses for this product (can be standalone product or stacked with stims) are perfect, and gives you options for any type of training you do, or the time of day you train.
Hydraulic is my go-to for arm day and shoulder day as a standalone, and stacked alongside some stims for the heavy and larger muscle groups. Fair warning - the pumps are real. If you are someone like me, who can’t handle crazy pumps on leg day, be warned, and maybe consider using a single scoop versus two on that day.
If you like pumps, try this product. Message for discount code! I will send out a two samples of Hydraulic. Just comment and let me know your current favorite pump pre-workout product!

Check that the pump shaft is rotating. Even though coupling guards and C-face mounts can make this difficult to confirm, it is important to establish if your pump shaft is rotating. If it isn’t, this could be an indication of a more severe issue, and this should be investigated immediately.
Check the oil level. This one tends to be the more obvious check, as it is often one of the only factors inspected before the pump is changed. The oil level should be three inches above the pump suction. Otherwise, a vortex can form in the reservoir, allowing air into the pump.
What does the pump sound like when it is operating normally? Vane pumps generally are quieter than piston and gear pumps. If the pump has a high-pitched whining sound, it most likely is cavitating. If it has a knocking sound, like marbles rattling around, then aeration is the likely cause.
Cavitation is the formation and collapse of air cavities in the liquid. When the pump cannot get the total volume of oil it needs, cavitation occurs. Hydraulic oil contains approximately nine percent dissolved air. When the pump does not receive adequate oil volume at its suction port, high vacuum pressure occurs.
This dissolved air is pulled out of the oil on the suction side and then collapses or implodes on the pressure side. The implosions produce a very steady, high-pitched sound. As the air bubbles collapse, the inside of the pump is damaged.
While cavitation is a devastating development, with proper preventative maintenance practices and a quality monitoring system, early detection and deterrence remain attainable goals. UE System’s UltraTrak 850S CD pump cavitation sensor is a Smart Analog Sensor designed and optimized to detect cavitation on pumps earlier by measuring the ultrasound produced as cavitation starts to develop early-onset bubbles in the pump. By continuously monitoring the impact caused by cavitation, the system provides a simple, single value to trend and alert when cavitation is occurring.
The oil viscosity is too high. Low oil temperature increases the oil viscosity, making it harder for the oil to reach the pump. Most hydraulic systems should not be started with the oil any colder than 40°F and should not be put under load until the oil is at least 70°F.
Many reservoirs do not have heaters, particularly in the South. Even when heaters are available, they are often disconnected. While the damage may not be immediate, if a pump is continually started up when the oil is too cold, the pump will fail prematurely.
The suction filter or strainer is contaminated. A strainer is typically 74 or 149 microns in size and is used to keep “large” particles out of the pump. The strainer may be located inside or outside the reservoir. Strainers located inside the reservoir are out of sight and out of mind. Many times, maintenance personnel are not even aware that there is a strainer in the reservoir.
The suction strainer should be removed from the line or reservoir and cleaned a minimum of once a year. Years ago, a plant sought out help to troubleshoot a system that had already had five pumps changed within a single week. Upon closer inspection, it was discovered that the breather cap was missing, allowing dirty air to flow directly into the reservoir.
A check of the hydraulic schematic showed a strainer in the suction line inside the tank. When the strainer was removed, a shop rag was found wrapped around the screen mesh. Apparently, someone had used the rag to plug the breather cap opening, and it had then fallen into the tank. Contamination can come from a variety of different sources, so it pays to be vigilant and responsible with our practices and reliability measures.
The electric motor is driving the hydraulic pump at a speed that is higher than the pump’s rating. All pumps have a recommended maximum drive speed. If the speed is too high, a higher volume of oil will be needed at the suction port.
Due to the size of the suction port, adequate oil cannot fill the suction cavity in the pump, resulting in cavitation. Although this rarely happens, some pumps are rated at a maximum drive speed of 1,200 revolutions per minute (RPM), while others have a maximum speed of 3,600 RPM. The drive speed should be checked any time a pump is replaced with a different brand or model.
Every one of these devastating causes of cavitation threatens to cause major, irreversible damage to your equipment. Therefore, it’s not only critical to have proper, proactive practices in place, but also a monitoring system that can continuously protect your valuable assets, such as UE System’s UltraTrak 850S CD pump cavitation senor. These sensors regularly monitor the health of your pumps and alert you immediately if cavitation symptoms are present, allowing you to take corrective action before it’s too late.
Aeration is sometimes known as pseudo cavitation because air is entering the pump suction cavity. However, the causes of aeration are entirely different than that of cavitation. While cavitation pulls air out of the oil, aeration is the result of outside air entering the pump’s suction line.
Several factors can cause aeration, including an air leak in the suction line. This could be in the form of a loose connection, a cracked line, or an improper fitting seal. One method of finding the leak is to squirt oil around the suction line fittings. The fluid will be momentarily drawn into the suction line, and the knocking sound inside the pump will stop for a short period of time once the airflow path is found.
A bad shaft seal can also cause aeration if the system is supplied by one or more fixed displacement pumps. Oil that bypasses inside a fixed displacement pump is ported back to the suction port. If the shaft seal is worn or damaged, air can flow through the seal and into the pump’s suction cavity.
As mentioned previously, if the oil level is too low, oil can enter the suction line and flow into the pump. Therefore, always check the oil level with all cylinders in the retracted position.
If a new pump is installed and pressure will not build, the shaft may be rotating in the wrong direction. Some gear pumps can be rotated in either direction, but most have an arrow on the housing indicating the direction of rotation, as depicted in Figure 2.
Pump rotation should always be viewed from the shaft end. If the pump is rotated in the wrong direction, adequate fluid will not fill the suction port due to the pump’s internal design.
A fixed displacement pump delivers a constant volume of oil for a given shaft speed. A relief valve must be included downstream of the pump to limit the maximum pressure in the system.
After the visual and sound checks are made, the next step is to determine whether you have a volume or pressure problem. If the pressure will not build to the desired level, isolate the pump and relief valve from the system. This can be done by closing a valve, plugging the line downstream, or blocking the relief valve. If the pressure builds when this is done, there is a component downstream of the isolation point that is bypassing. If the pressure does not build up, the pump or relief valve is bad.
If the system is operating at a slower speed, a volume problem exists. Pumps wear over time, which results in less oil being delivered. While a flow meter can be installed in the pump’s outlet line, this is not always practical, as the proper fittings and adapters may not be available. To determine if the pump is badly worn and bypassing, first check the current to the electric motor. If possible, this test should be made when the pump is new to establish a reference. Electric motor horsepower is relative to the hydraulic horsepower required by the system.
For example, if a 50-GPM pump is used and the maximum pressure is 1,500 psi, a 50-hp motor will be required. If the pump is delivering less oil than when it was new, the current to drive the pump will drop. A 230-volt, 50-hp motor has an average full load rating of 130 amps. If the amperage is considerably lower, the pump is most likely bypassing and should be changed.
Figure 4.To isolate a fixed displacement pump and relief valve from the system, close a valve or plug the line downstream (left). If pressure builds, a component downstream of the isolation point is bypassing (right).
The most common type of variable displacement pump is the pressure-compensating design. The compensator setting limits the maximum pressure at the pump’s outlet port. The pump should be isolated as described for the fixed displacement pump.
If pressure does not build up, the relief valve or pump compensator may be bad. Prior to checking either component, perform the necessary lockout procedures and verify that the pressure at the outlet port is zero psi. The relief valve and compensator can then be taken apart and checked for contamination, wear, and broken springs.
Install a flow meter in the case drain line and check the flow rate. Most variable displacement pumps bypass one to three percent of the maximum pump volume through the case drain line. If the flow rate reaches 10 percent, the pump should be changed. Permanently installing a flow meter in the case drain line is an excellent reliability and troubleshooting tool.
Ensure the compensator is 200 psi above the maximum load pressure. If set too low, the compensator spool will shift and start reducing the pump volume when the system is calling for maximum volume.
Performing these recommended tests should help you make good decisions about the condition of your pumps or the cause of pump failures. If you change a pump, have a reason for changing it. Don’t just do it because you have a spare one in stock.
Conduct a reliability assessment on each of your hydraulic systems so when an issue occurs, you will have current pressure and temperature readings to consult.
Al Smiley is the president of GPM Hydraulic Consulting Inc., located in Monroe, Georgia. Since 1994, GPM has provided hydraulic training, consulting and reliability assessments to companies in t...

The leading Italian manufacturer Vivolo—the full name is Vivoil Oleodinamica Vivolo srl—was founded back in 1985. The company is often referred to as Vivoil as well as Vivolo. Its founder, Domenico Vivolo, spent 25 years with Turolla Hydraulics before deciding to use his expertise to start his own company. Vivolo"s brand-new business assembled and sold high-quality hydraulic components.
The company grew rapidly. In 2005 Vivolo expanded its operations to include the manufacture of certain parts under its roof. This allowed Vivolo to expand its customisation options and speed up delivery times. In the process, Vivolo became a truly international brand. The company"s manufacturing plant was moved to Budrio in Bologna, and today this facility also serves as Vivolo"s headquarters.
Vivolo"s line of products includes external gear hydraulic pumps flow dividers and hydraulic motors These hydraulic components, sold in over sixty countries, have earned the company a reputation for excellence. All of the company"s products are designed, manufactured, and assembled in compliance with ISO 9001:2015 standards.
At White House Products, our customers can purchase Vivoil Oleodinamica Vivolo hydraulics accessories from our online catalog. Explore the Vivoil hydraulic pumps and other items we currently have in our inventory. Be sure to check back often for updates.
If you have questions about our Vivoil hydraulic gear pumps or any other accessories on this website, feel free to call us for help at +44 (0) 1475 742500. We are happy to assist you.



 8613371530291
8613371530291