
what causes hydraulic pump whine price

Pump cavitation is first and foremost caused by insufficient flow. This happens when the volume of fluid being supplied doesn’t meet the demands of the hydraulic circuit, and the pressure at the suction end of the pump isn’t sufficient. This leads to the absolute pressure falling below the vapor pressure of the liquid, which leads to air bubbles being formed. These tiny bubbles implode as they pass through the system, creating shockwaves and causing pump vibrations.
The process of these bubbles forming and collapsing is done with a great deal of force, and leads to eventual metal erosion inside the pump. The mechanical damage caused by cavitation can have irreversible impacts on system components and may possibly lead to complete failure. Cavitation happens only on the suction side of the pump, and may be caused by a series of different malfunctions, including:
Cavitation is typically characterised as a high-pitched whining or screeching sound, and in some extreme cases, can present itself as a loud rattling sound. Whilst these hydraulic pump whine noises are generally the most obvious telltale signs of cavitation, other symptoms to look out for also include:
By design, hydraulic pumps contain a miniscule amount of air which allows space for the hydraulic fluid to heat up and expand. However, too much air in the pump can cause serious issues – this is known as aeration.
Aeration in a hydraulic pump occurs when there is an air leak in the suction line. When outside air enters the pump through a damaged connector, loose pump seal, pipe fitting, or any other damage, it gets drawn into the pump’s hydraulic fluid supply. This unwanted air quickly gets dissolved into the hydraulic fluid and leads to contamination.
Contaminated hydraulic fluid can have serious implications for the system, as the excess air means that it cannot conduct heat as efficiently and can cause the fluid to foam. This can lead to overheating and in some cases, a substantial decrease in power. Aeration may happen on both sides of the pump, and has several causes including:
Similar to cavitation, aeration is usually indicated by a sudden change in noise, which can sometimes make it difficult to differentiate between the two causes However, aeration tends to produce a more erratic low-pitched ‘rumbling’ or ‘rattling sound, as opposed to the more consistent whining noise of cavitation.

Every hydraulic pump makes some noise. If all is well with a pump, then this noise stays more or less the same. However, if something goes wrong with the pump or its connected system parts, then you may start to hear sounds that you haven"t heard before.
The fluid that flows through your system needs to move at a smooth and even rate. The pump has to deliver the fluid at a specific flow for things to work.
If something prevents the fluid from achieving and maintaining its optimum flow, then your pump may start to make unusual noises. For example, you may hear a high-pitched whine coming from the pump. This can be a constant or intermittent sound.
If your pump whines constantly, then you may have a cavitation problem. Here, the pump can"t deliver its fluid at the right volume or rate. There isn"t enough fluid coming through the pump"s suction line.
In some cases, this is a sign that your pump"s motor is on the wrong setting. So, the pump itself is working at the wrong speed to create the right flow.
A hydraulic pump might get noisy if one of its parts or connections has a problem. A faulty or failing pressure control, bearing, valve, seal, or coupling can make a noise you haven"t heard before.
In some cases, you may hear vibrating clunks as your pump works if you have a problem with a connecting pipe. A loose seal or connector might allow the pipe to move. It then passes vibrations along to the pump itself.
While some noise problems are easy to fix, some are a sign that your pump is close to the end of its working life. Sometimes, this is due to natural wear, usage, and age. However, in some cases, minor problems cause more widespread damage if you don"t fix them quickly.
For example, if you"ve had cavitation problems for a while, then your system may not have been getting the lubrication it needs; it may have overheated regularly. Even if you fix the cavitation issue, you may be left with a damaged pump that needs a more significant repair, rebuild, or replacement.
So, while new sounds or an increase in operating noise don"t necessarily mean that you have a serious pump problem, you should investigate any unusual noise. Typically, this is a sign that something isn"t working right.
A minor problem in your system could go on to cause significant damage. For an expert diagnosis, contact Quad Fluid Dynamics, Inc. Ourhydraulic pump repair and rebuild servicewill get your pump running smoothly and efficiently again.

Excessive or erratic hydraulic pump noise is a symptom of malfunction that could cause damage or accelerated wear if not addressed quickly and correctly. While it’s never nice to hear strange noises emitted from your pump, different forms of noise, which are related to different faults can provide valuable clues that can help you to diagnose your problem and get it fixed before it turns into something major.
So it pays to know what different pump noises mean and with practice you can quickly distinguish between the normal operating sounds and signs that something is wrong. In this article, we’ll talk about what causes some of these sounds, so you can identify them.
A constant hissing sound is indicative of a relief valve that is set too low or is stuck open and is continually releasing pressure. An erratic whistling sound is a symptom that a relief valve is set incorrectly or is damaged. It is common for pump settings to be changed carelessly or inadvertently - sometimes to overcome other issues with the hydraulic system - sometimes due to a lack of understanding of the correct operating conditions, so include this in your regular checks. In addition to noise problems, relief valve damage can be accompanied by slamming of actuators, stalls and excessive heat generation.
Noise issues are just one symptom that gives you a clue when things go wrong with your hydraulic pump. There are several other issues to know and understand, which could help you to identify pump problems quicker. Which means you can sort them out sooner - potentially saving big money down the road. These include heat problems, pressure problems and flow problems.

Abnormal noise in hydraulic systems is often caused by aeration or cavitation. Aeration occurs when air contaminates the hydraulic fluid. Air in the hydraulic fluid makes an alarming banging or knocking noise when it compresses and decompresses, as it circulates through the system.
Other symptoms include foaming of the fluid and erratic actuator movement. Aeration accelerates degradation of the fluid and causes damage to system components through loss of lubrication, overheating and burning of seals.
Air usually enters the hydraulic system through the pump’s inlet. For this reason, it is important to make sure pump intake lines are in good condition and all clamps and fittings are tight. Flexible intake lines can become porous with age; therefore, replace old or suspect intake lines. If the fluid level in the reservoir is low, a vortex can develop, allowing air to enter the pump intake.
Check the fluid level in the reservoir, and if low, fill to the correct level. In some systems, air can enter the pump through its shaft seal. Check the condition of the pump shaft seal and if it is leaking, replace it.
Cavitation occurs when the volume of fluid demanded by any part of a hydraulic circuit exceeds the volume of fluid being supplied. This causes the absolute pressure in that part of the circuit to fall below the vapor pressure of the hydraulic fluid. This results in the formation of vapor cavities within the fluid, which implode when compressed, causing a characteristic knocking noise.
The consequences of cavitation in a hydraulic system can be serious. Cavitation causes metal erosion, which damages hydraulic components and contaminates the fluid. In extreme cases, cavitation can cause mechanical failure of system components.
While cavitation can occur just about anywhere within a hydraulic circuit, it commonly occurs at the pump. A clogged inlet strainer or restricted intake line will cause the fluid in the intake line to vaporize. If the pump has an inlet strainer or filter, it is important for it not to become clogged. If a gate-type isolation valve is fitted to the intake line, it must be fully open.
This type of isolation device is prone to vibrating closed. The intake line between the reservoir and pump should not be restricted. Flexible intake lines are prone to collapsing with age; therefore, replace old or suspect intake lines.
Fluid temperatures above 180°F (82°C) can damage seals and accelerate degradation of the fluid. This means that the operation of any hydraulic system at temperatures above 180°F is detrimental and should be avoided. Fluid temperature is too high when viscosity falls below the optimum value for the system’s components. The temperature at which this occurs is dependent on the viscosity grade of the fluid in the system and can be well below 180°F.
High fluid temperature can be caused by anything that either reduces the system’s capacity to dissipate heat or increases its heat load. Hydraulic systems dissipate heat through the reservoir. Therefore, the reservoir fluid level should be monitored and maintained at the correct level. Check that there are no obstructions to airflow around the reservoir, such as a build up of dirt or debris.
It is important to inspect the heat exchanger and ensure that the core is not blocked. The ability of the heat exchanger to dissipate heat is dependent on the flow rate of both the hydraulic fluid and the cooling air or water circulating through the exchanger. Therefore, check the performance of all cooling circuit components and replace as necessary.
Air generates heat when compressed. This means that aeration increases the heat load on the hydraulic system. As already explained, cavitation is the formation of vapor cavities within the fluid. These cavities generate heat when compressed. Like aeration, cavitation increases heat load. Therefore, inspect the system for possible causes of aeration and cavitation.
In addition to damaging seals and reducing the service life of the hydraulic fluid, high fluid temperature can cause damage to system components through inadequate lubrication as a result of excessive thinning of the oil film (low viscosity). To prevent damage caused by high fluid temperature, a fluid temperature alarm should be installed in the system and all high temperature indications investigated and rectified immediately.
A reduction in machine performance is often the first indication that there is something wrong with a hydraulic system. This usually manifests itself in longer cycle times or slow operation. It is important to remember that in a hydraulic system, flow determines actuator speed and response. Therefore, a loss of speed indicates a loss of flow.
Flow can escape from a hydraulic circuit through external or internal leakage. External leakage such as a burst hose is usually obvious and therefore easy to find. Internal leakage can occur in the pump, valves or actuators, and unless you are gifted with X-ray vision, is more difficult to isolate.
As previously noted, where there is internal leakage there is a pressure drop, and where there is a pressure drop heat is generated. This makes an infrared thermometer a useful tool for identifying components with abnormal internal leakage. However, temperature measurement is not always conclusive in isolating internal leakage and in these cases the use of a hydraulic flow-tester will be required.
Proactively monitoring noise, fluid temperature and cycle times is an effective way to detect conditions that can lead to costly component failures and unscheduled downtime of hydraulic equipment. In most cases, informed observation is all that is required.

Many industrialized countries have regulations restricting noise levels in the workplace. The high-power density and corresponding high noise emission of hydraulic components cause industrial hydraulic systems to be the target of efforts to reduce mean noise levels.
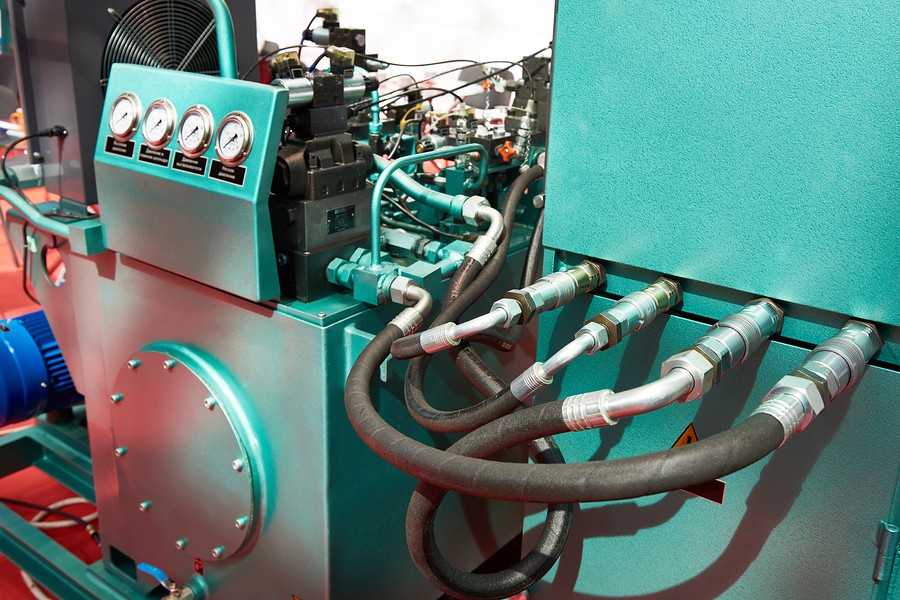
The pump is the dominant source of noise in hydraulic systems. It transmits structure-borne and fluid-borne noise into the system and radiates air-borne noise.
All positive-displacement hydraulic pumps have a specific number of pumping chambers, which operate in a continuous cycle of opening to be filled (inlet), closing to prevent back flow, opening to expel contents (outlet) and closing to prevent back flow.
The pump also creates structure-borne noise by producing vibration in any component it is mechanically linked to, for example, the tank lid. The transfer of fluid- and structure-induced vibration to the adjacent air mass results in air-borne noise.
While fluid-borne noise caused by pressure pulsation can be minimized through hydraulic pump design, it cannot be completely eliminated. In large hydraulic systems or noise-sensitive applications, the propagation of fluid-borne noise can be reduced by the installation of a silencer.
Structure-borne noise created by the vibrating mass of the power unit (the hydraulic pump and its prime mover) can be minimized through the elimination of sound bridges between the power unit and tank, and the power unit and valves.
The magnitude of noise radiating from an object is proportional to its area and inversely proportional to its mass. Reducing an object’s surface area or increasing its mass can therefore reduce its noise radiation. For example, constructing the hydraulic reservoir from thicker plates, which increases its mass, will reduce its noise radiation.
Air-borne noise can be reduced by mounting the hydraulic pump inside the tank. For full effectiveness, a clearance of half a meter between the pump and the sides of tank is required. The mounting arrangement must also incorporate decoupling between the power unit and tank to insulate against structure-borne noise. The obvious disadvantage to this is the access for maintenance and adjustment is restricted.
Another source of noise in hydraulic systems derives from the storage and subsequent release of energy in the hydraulic fluid. Hydraulic fluid is not perfectly rigid, and the compression of the fluid results in energy storage, similar to the potential energy stored in a compressed spring.
The ratio of a fluid’s decrease in volume as a result of a pressure increase is given by its bulk modulus of elasticity. The bulk modulus for hydrocarbon-based hydraulic fluids is approximately 250,000 PSI, (17,240 bar) which results in a volume change of around 0.4 percent per 1,000 PSI (70 bar).
Although hydrocarbon-based hydraulic fluids compress 0.4 to 0.5 percent by volume per 1,000 PSI, in an actual applications compression should be calculated at 1 percent per 1,000 PSI. This compensates for the elasticity of the cylinder and conductors and variations in the volume of air entrained in the fluid.
Storage and release of energy in the fluid also occurs during a phenomenon know as “water hammer.” Water hammer is the term used to describe the effect that occurs when the velocity of the fluid moving through a pipe suddenly changes. This change causes a pressure wave to propagate within the pipe.
Returning to the traffic crash analogy – the slower the car is traveling upon hitting the wall, the less damage that occurs. In hydraulics, the most efficient way to do this, on paper at least, is to increase the diameter of the pipe, which reduces fluid velocity for a given flow rate.
The alternative is to control deceleration of the fluid column by choking the valve switching time to the point where the pump’s pressure compensator and/or system relief valve reacts fast enough to reduce flow rate through the pipe and therefore the velocity of the fluid column.
The second leading cause of hydraulic pump failure, behind contamination, is cavitation. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation, and collapse of vapors within a hydraulic pump. High vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and or an indirect (not straight or vertical) path from the pump to the reservoir. Flow restrictions, for example, include buildup in the strainer or the use of an incorrect length of hose or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that in order for these implosions to happen, there must be high vacuum at the inlet and high pressure at the outlet.
Cavitation is usually recognized by sound. The pump will either produce a “whining” sound (more mild conditions) or a “rattling” sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Since the pump is fed via gravity and atmospheric pressure, the path between the reservoir and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the reservoir as is practical with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the reservoir above the pump and have the largest supply ports in the reservoir as well. And don"t forget, ensure the reservoir has a proper breather cap or is pressurized (3–5 PSI), either with an air system or pressure breather cap.
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a “full-flow” ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg, shut it off, and resume your inspection.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the reservoir should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50 percent compared to a SAE, JIC, or NPT fitting.
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, ensuring the most direct, straight routing from the pump to the reservoir, etc.

Commercial high pressure pumps used for agricultural, commercial cleaning, pest control, and other industries have a lot of moving parts. Those parts inevitably make some noise.
Some plunger pump noise is acceptable, but there are times when high noise levels indicate that something is wrong. Noises that begin suddenly or increase in volume over time might indicate one of the following problems and be a sign that it’s time to do some critical pump maintenance to achieve pump noise reduction.
A rattling sound inside a pump may be caused by damaging cavitation, resulting from imploding internal gaseous bubbles due to restricted flow, improper pressure, or other issues. Likewise, water hammering, a single implosion of a large gaseous bubble or air pocket might sound like a loud bang. Take steps to eliminate cavitation.
If a pump’s seals are going bad, cracked, or dried out, they can form leaks. Air leaks in inlet plumbing can create very loud noises. Similarly to cavitation, it can ruin a pump if not corrected. Check all the connections regularly to verify a proper seal.
If you have a big plastic housing that has a built-in tank, or hoses that run loosely along the floor of the plastic housing and you place a pump on top of it, it will likely result in excessive noise. Likewise, any hose that’s not routed in a way that keeps it away from the walls and housing could cause issues.
If a pump is nearing the end of its life, the plunger slot and cam bearing that’s attached to the end of the motor can wear out. Proper maintenance can help avoid this issue.
Particulates in the lubricant could scratch and damage a pump system, resulting in noise. A lack of preventative maintenance or a dirty environment can cause issues and even lead to a loss of lubricating grease. Water contamination could cause connecting rods to open up. The pump will knock like a car engine, especially with the change of speed/load and the starting and stopping of the motor.
Many pumps use an oil bath that will drain out if the pump is not kept upright. The resulting low oil levels will cause the pump to wear out and could even cause the connecting rod to blow out the top of the pump. Pumptec pumps do not use an oil bath and can run in any orientation and be stored on their sides, so no worries.
If a pump isn’t properly secured to the equipment, it can cause components to rattle or bang around. Use rubber vibration isolation mounts to dampen the impact and make sure all fittings are tightened.
If you have a check valve that’s plugged or worn out, you can lose flow from one head of the pump, cutting flow in half. In this case, only one side of the pump is working and will cause a noticeable pulsation.
While not a problem, high flow — especially at low pressure — is more prone to noise and should be expected at some level. As you go up in performance, especially flow, you’ll get more noise. Higher flow rate pumps have larger plungers with more movement because the cam is offset farther than with smaller pumps, creating more vibration and noise.
What if you feel like the pump is too noisy right out of the box? The type of pump and the desired performance will help inform what an acceptable decibel level should be. An electric or battery-powered pump should have a consistent hum and will generally operate around 80-85 dB or lower. Some gas-powered pumps can be over 100 dB due to their internal combustion engines, requiring hearing protection. The benefits of electric vs. gas-powered pump noise levels are easy to see.
A centrifugal pump is typically the quietest because it doesn’t have parts changing direction; it mostly has a fan that spins. But it’s also the least efficient, requiring four times as much horsepower as a plunger pump to achieve the same GPM and PSI.
Diaphragm pumps are also quiet because valves are usually made of rubber. However, to achieve high pressure that compares with plunger pumps, valves need to be manufactured out of rigid materials like stainless steel which produce a mechanical noise.
Plunger pumps may have a slightly higher noise level than standard centrifugal or diaphragm pumps, but are often much more suited to commercial uses that require long-lasting durability and precise flow and coverage.
But the hard truth is that it’s difficult to pinpoint acceptable pump noise levels due to the subjective nature of defining noise. The location or setting where a pump is operated might inform someone’s opinion of whether a pump is too noisy. For example, a certain decibel level might be acceptable in an agricultural setting, but seem too loud in a residential neighborhood.
The problem is that an operator with a decibel reader app on their iPhone isn’t following those rules or operating their pump in such a controlled environment. They might hold their phone a foot away from the pump on the back of their pickup truck and be frustrated that it exceeds the stated rating that was taken at a 3-meter distance in a soundproof booth. Their meter reading will inevitably be inconsistent with those published in the owner"s manual, but it may, in fact, be operating exactly according to specifications.
Pumps also come in different models and may be rated at specific performance levels using certain nozzles. There’s no guarantee that the operator will run it at the same performance level or with the same accessories.
As you can see, decibel ratings are sometimes a moving target. Unless your pump is experiencing some of the problems noted earlier, your pump may be operating exactly as designed.
Of course, you could choose a pump model rated at lower decibel levels, but there are trade offs to consider. Will reducing pump noise inevitably lead to reduced power, flow, and overall performance? Are there pumps that deliver quieter operation but fail to hold up over time?
It’s important to consider all the factors when gauging noise levels, including desired GPM and PSI. For more information on industry standards for pump GPM and PSI, be sure to check out our free guide below.
A small amount of noise may be acceptable if you’re getting the power, flow, and performance you need. At Pumptec, our pumps are sought after for their quiet yet powerful performance. If you have questions about pump noise levels or want to explore replacing your current pump systems, contact our pump experts today.

The high-pitched mechanical tones of a tortured hydraulic system are often traced back to squealing hydraulic cylinders. A regimented troubleshooting procedure then makes haste to eliminate the noisome wail and determine whether more is going on here. Ask the right questions before jumping in, though, and avoid an unproductive repair experience. Does the squealing happen at all flow rates? Is stroke speed contributing to the problem? It’s this process of elimination that will get the gear mobile again, so let’s get our own system-diagnosing brains moving.
Aeration is a common factor in this situation. Aeration is simply a leak, one that usually occurs on the suction side of the mechanism. The resulting leak causes an erratic whine or squealing noise to propagate along the frame of the mobile gear, but it usually tracks back to the cylinder. Of course, as with any diligent system analysis process, the initial cause doesn’t always bring the story to a fast end. There’s the cause of the aeration to discover. Again, it’s a Sherlockian process of elimination that works best. Replace parts if necessary, but begin with cheaper replacements. The rod and piston seals make a fine start point, but this issue may not even be a mechanical problem, so what ails the cylinder?
If the cylinder is tested and found to be in optimal working condition, then what about checking the oil? Hydraulic fluid is vulnerable to atmospheric contamination, so a potential leak may originate at another point on the system but be carried into the cylinder. The oil foams or takes on the consistency of a soapy scum. The cylinder compresses, as it should, but the typically non-compressible oil squeezes the tiny air bubbles until they heat and release energy as that alarming shriek. Corrective actions at this point suggest an initial look at the oil, followed by an inspection of the couplings that hook the cylinder to the mobile vehicle. Now, if these tests don’t yield fruit, then and only then is it time to cause a stoppage by taking the cylinder back to the bench for further testing.
There’s a law that engineers find very useful when a troubleshooting protocol is active. It’s called Occam’s Razor. Basically, it states that the simplest answer is usually the correct one, so begin with obvious problems before making an impulsive decision to disassemble a squealing hydraulic cylinder. Look for aeration in the oil before replacing seals or the entire unit.

Whether it"s your construction vehicle or another piece of heavy machinery, the failure of a hydraulic pump can mean the failure of a project. However, before a hydraulic pump fails, it will often give a lot of warning signs first. Don"t ignore these signs of a failing hydraulic pump.
Hydraulic pumps make noise as they operate. You will grow accustomed to whatever noise you hear, which can help when the noises start to change. If you hear unusual noises, you may have a problem. At no time should your hydraulic system create banging or rattling noises.
A major cause of noise is aeration, which is what happens air becomes trapped within the system. Noises can also occur because the pump isn"t getting enough fluid. When there"s a lack of fluid, corrosion can take place which will contaminate the little fluid still in the system.
As that fluid circulates it can cause damage to every part of a hydraulic system. If you"re hearing odd noises from your hydraulic pump, then cease operating your heavy equipment or vehicle. You need to have the pump looked at to determine if you should repair or replace it.
Any leaking of hydraulic fluids should give you some concern. In larger hydraulic equipment, leaking is sometimes considered inevitable. However, when heavy equipment and vehicles show signs of leaking, you should immediately do what you can to mitigate the issue.
A leak that occurs inside or around the pump should prompt you to seek a repair. Equally, if you see signs of leaking outside the vehicle, then you can assume an interior leak has taken a turn for the worse. With a leak, the hydraulic system cannot maintain pressure, which can lead to issues with performance or outright system failure.
Sometimes, the leak doesn"t begin with the pump itself, but rather with a loose seal or a break in a line. Even when this is the case, the leak can lead to poor pump performance. Starting the investigation from the pump can often help to spot an issue with some other hydraulic component.
If your hydraulic system overheats, there"s a good chance a buildup of dirt and debris is causing the issue. Your hydraulic pump will have a hard time dissipating heat if the filters become clogged. The inability to release heat will cause temperatures to rise even higher.
As the heat increases, so does the temperature of the fluid. Hot fluid can weaken seals and degrade a lot faster than it should. Both those outcomes can mean further trouble for your hydraulic pump.
A bad hydraulic pump will lead to poor or sluggish performance. All the aforementioned issues can lead to a hydraulic pump that isn"t performing as it should. Nevertheless, even if you don"t experience any other issues, the drop in performance is a key sign you need to have your hydraulic pump repaired or replaced.
If your equipment depends on a functioning hydraulic system, you must stay diligent about keeping that system healthy. Monitor your hydraulic system and pay attention to any signs that something isn"t working as it should. Routine maintenance of your hydraulic system will help to keep its performance intact while also helping you find potential issues before they become problems.
Often, protecting the viability of your hydraulic pump only requires that you keep up with changing the fluid and replacing smaller components when necessary. You can often save a hydraulic pump with an issue by having it repaired or rebuilt by a professional service.
AtCarolina Hose & Hydraulics, we specialize in high-quality hydraulic components for heavy equipment and vehicles. Contact us for any of your hydraulic pump concerns immediately.

There’snothing quite like the high-pitched racket emitting from a hydraulic power unit. The combination of noises originates primarily at the hydraulic pump, but secondary harmonics and reverberations contribute to a cacophony, unlike any other machine noise. The telltale hydraulic whine is the bane of machine operators forced to mentally block the press/shear/extruder noise, raising their neck hair.
The hydraulic power unit noise problem isn’t lost on engineers and designers. As a result, manufacturers have designed components to be inherently smoother and quieter. Hydraulic designers may also select components less likely to contribute to the raucous sound. At the same time, technicians have options to ensure that as little of the vibrations as possible translate into annoying and potentially hazardous noise.
Pressure from the pump means turbulenceMuch of the attention applied to noise and vibration reduction is rightfully aimed squarely at the hydraulic pump. Most hydraulic pumps transform incoming mechanical energy into hydraulic energy discretely. Rather than feed a continuous stream of hydraulic fluid into the circuit, a pump sends individual packets of pressurized fluid to the outlet. Each discrete bundle of compressed hydraulic fluid blasts forth into the pressure line with a tiny wave of pressure.
No pump perfectly transmits pressure without bumps, corners, or turbulence, and each impedance encourages vibration and noise. More often than not, lens plates, gears, vanes, ports, and pistons all contain sharp edges, abrupt turns, or choked flow paths. The movement of fluid through a pump is far from laminar. Even if every metal pump component were chamfered, bevelled and honed, the resulting reduction in noise generation would likely be offset by the same reduction in efficiency.
From a design and installation perspective, the manufacturer holds responsibility for effort and ingenuity that must result in quieting solutions. In addition, a manufacturer must balance the varied demand asked of their pumps, which requires efficient operation across various pressure and flow outputs. A pump may be designed to limit pressure pulsations at 1,800 rpm and 3,000 psi but could do so poorly when run at 3,450 rpm and 1,000 psi, for example.
The pump pulsation is the primary NVH (Noise, Vibration & Harshness) driver. Each of those hydraulic energy bundles discharged from a pumping element (like a piston) or chamber (like vanes and gears) emits a pulse, and the frequency of those pulses dictates the timbre of the hydraulic noise. The frequency is a product of the prime mover rpm and the number of elements or chambers. A 9-piston pump running at 1,750 rpm results in 1,5750 pressure signals per minute. In acoustic terms, the pump’s fundamental frequency is 262.5 Hz (15,750 divided by 60 seconds in a minute) while also emitting high amplitude harmonics at 525 and 787.5 Hz.
By the same token, a pump may produce harmonics anywhere within the audible spectrum between 20 Hz and 20,000 Hz (or 11,500 Hz as tested for this author’s “old man ears” *see sidebar). Of course, we all know these harmonics combine to make annoying sounds, especially the harmonics falling between 1,000 & 5,000 Hz, where people’s hearing is most sensitive.
Looking at other sources of noise and vibrationMoreover, it’s essential to understand the rest of the hydraulic power unit’s contribution to amplifying noise. The prime mover and pump contribute most of the fundamental frequencies, but anything and everything attached to the power unit transmits and emits vibration and sound. An acoustic engineer could spend many times the cost of the power unit calculating and estimating how loud the power unit might be and at what frequencies. But sometimes, the particular sound and harmonics are unpredictable.
Let’s take the reservoir, for example. Its combination of welded plates, cut-outs, holes, and accessories sometimes augment the fundamental and harmonic frequencies emitted by the pump. Every physical body has a natural harmonic frequency, and sometimes those harmonics can overlap. When sound frequencies overlap with peaks atop peaks (Figure 1), the sound pressure level increases. Depending on the mass, size, shape, and elasticity of the object adding the resonance, the increase could range from barely audible to ear-splitting. When the dice fall against your favor, the reservoir may literally ring with resonance.
As much as possible should be done to isolate the pump from any possible harmonic contributor. The most obvious point of shared vibration is where the pump/motor attaches to the reservoir. Two traditional methods are common — vertical (in-tank) and horizontal (tank top). The L-Shape and elevated tank make great choices, but the prior two choices far outnumber the latter.
With vertical motor power units, the pump resides below the oil level through a large hole in the top surface where the bell housing attaches using (typically) four bolts in its flange. Any vibration in the pump or motor transmits directly to that top plate and any other metal welded, clamped, or bolted to the tank. The horizontally mounted pump uses a C-Face motor that directly couples the pump using a similar bell housing. However, these units employ foot mounting via the motor, but the opportunity still exists for the pump’s vibrations to transmit through the bell housing and motor to the tank top surface as well.
If you’ve designed or fabricated a hydraulic power unit, you know we don’t just weld or bolt the pump/motor group together and hope for the best. The damping of sound and vibration starts at the connection between the pump and motor. The drive couplers transfer the power from the motor to the pump and use a rubber insert tightly sandwiched between the couplers to reduce the vibration transfer from one to the other. The couplers and insert also help with shaft misalignment.
Any time you introduce elasticity to an interface, you reduce the natural frequency of the assembly. Elastomers (or actual springs) should be chosen with a natural frequency at least half that of the pump’s rotational frequency. For example, your 1,800 rpm motor’s 30 Hz frequency would best due with isolators offering 10 Hz or less. This theory applies not only to the coupler insert but the anti-vibration mounting feet (Figure 2) used to attach a horizontal pump/motor to the reservoir.
The individual mounting feet seen in Figure 2 are less prevalent in applications where the motor fully supports the pump via the bell housing. However, when foot-mounted pumps sit directly on the reservoir top and the motor is asked only to support its own weight, these act as a vibration buffer. For bell housing-mounted pumps, the solution is two-fold. First, rubber gaskets mounted between the motor C-Face and the bell housing provide a barrier for vibration and sound (and also work well in vertical pump power units). The motor is best mounted using vibration-damping bars as an additional isolation layer. Consisting of a thick rubber pad sandwiched between two steel bars, the damping bars allow the technician to bolt the pump to the top bar while welding the bottom directly to the tank.
Taking plumbing into considerationOf course, other components transmit sound and vibration besides the pump/motor group. You’d be surprised at how much sound energy transmits through plumbing, such as tubes and hoses. The steel of the tube or hose reinforcement vibrates readily in tune with specific harmonics, although the effect is mitigated by long lengths of plumbing, which have a lower natural frequency.
Figure 3. Having all hydraulic hose or steel tube in a high-pressure hydraulic system is a recipe for noise. Using a combination of steel tube with hose reduces cyclical radial expansion over a long hose but also isolates the tube from direct machine vibrations.
Sound emits not only from vibrating components but also through the hydraulic fluid itself. In fact, liquids transmit sound energy more efficiently than does air, so anywhere a conduit filled with oil goes, so too does pump noise. The creative use of pressure line accessories helps to dampen and absorb noise as it leaves the pump. Hydropneumatic accumulators charged to around 1/3 operating pressure and teed into the pressure line provide a damper to absorb pressure waves, thereby reducing noise energy.
Noise may come from unexpected sources, as well. One application took our team days to discover and remedy the solution. It was a standard hydraulic power unit with a vertical pump motor mount attached to an 80-gal reservoir. Mounted atop was a kidney loop circuit for filtration and cooling, which included a liquid-to-air cooler. We narrowed the noise down to the cooler, which was constructed using bent sheet metal to shroud the heat exchanger. Our choice of pump, along with steel tubing, created a harmonic resonance of the sheet metal.
Our fix was ad hoc, and through elimination, we changed to a different pump displacement, replaced the tube with hose, and then added two 90° elbows in series at the cooler inlet port. What previously gave the office workers headaches from the piercing noise morphed into your standard hydraulic whine. Even when all noise-reduction measures are heeded, sometimes the stars align to make a cacophony unintentionally with no way to predict the result.
The pump is probably the component most subject to wear in a hydraulic system, and the one most likely to cause a sudden or gradual failure in the system.
Hydraulic pumps are used in almost every type of production system, from plastic mold injection machines to the common conveyor belt. With proper maintenance, most hydraulic pumps will operate smoothly for years, but eventually, the pressure inside these devices will cause failures that need to be addressed as soon as possible. Below are a few signs you should have your pump taken to a machine shop for repairs.
If your system is suffering from any of these symptoms, then that could be a clear sign that you need to repair, clean, or replace parts of your system. Never let your system run if it’s suffering from any of these problems – they are a real indicator that something is wrong and could result in serious damage to your hydraulics.
Hydraulic pumps are designed to work quietly, but as parts wear down and seals deteriorate, you may begin to notice unusual noises. Banging and knocking sounds usually indicate air in the system or cavitation caused by insufficient pressure, which can have serious consequences if not corrected immediately. In many cases, these problems can be eliminated by identifying the point at which air is entering the system and taking steps to correct it.
Many hydraulic leaks occur inside the machine, with no exterior signs of a malfunction. However, you may notice decreased performance, sudden drops in pressure, or oil on the outside of the pump in the case of exterior leaks. In many cases, tightening or replacing a valve or seal may correct the problem before it leads to system-wide failure.
If your seals continuously leak and fail, your pump may be operating with a bent or misaligned rod. Depending on the extent of the damage, a skilled machine shop may be able to repair your existing equipment, allowing you to get the most out of your equipment and minimizing costs.
We are a full service Hydraulic Contractor. We provide field services to Marine and Industrial customers. We provide shop services including, manufacturing, machining, welding, fabrications, remanufacturing of components, and have years of experience in the repair, replacement, and rebuilding of hydraulic components including hydraulic cylinders, hoses, hydrostatic, pumps, etc.

Noise is undesirable because it can cause additional load on hydraulic components leading to premature failure, additional system cost, operator fatigue and potential hearing loss. The U.S. Department of Labor’s Occupational Safety and Health Administration (OSHA) states that exposure to 85 dB(A) of noise for more than eight hours per day can result in permanent noise-induced hearing loss (NIHL)1.
Noise is known to cause many issues with components in hydraulic systems but in particular steel tube assemblies are known to be very susceptible to vibration failure.
Vibration can travel through the system via the fluid and/or metal components transmitting to all parts of the equipment. Noise travels easily through the metal components such as pumps, valves, cylinders, steel tubes and elbow fittings but can also travel through the steel wire reinforcement in the hose.
A quick and easy solution that some designers have discovered to eliminate noise in power steering systems, hydrostatic pumps, pump outlets, motor inlet/outlet and PTOs is to utilize thermoplastic fiber reinforced hose. This hose is constructed using a variety of smooth bore polymer inner cores for a high degree of chemical compatibility, high strength fibers, and a polymer jacket. Fiber braided thermoplastic hose is available in pressure ratings from 500 psi to 7500 psi.
Parker"s Parflex Division is contacted at least once a month by companies looking to bring the noise down below audible noise level (vibration). Through years of studying noise and its effects on hydraulic systems, as well as, working closely with our customers to reduce application-specific noise, Parflex has developed an extensive line of thermoplastic hoses with a high degree of dampening effects.
Parflex 510D, 518D, 520Nand 53DM are most suited for reducing noise and have a working pressure range of 1500 to 5000 psi at a 4:1 design factor. Hose selection tools and application engineering expertise are available through Parflex for your equipment hydraulic design needs.

The challenge with hydraulic pumps is that they are often neglected until something goes wrong. You wouldn’t be blamed for not knowing how often you need to service your hydraulic pump or how often it needs maintenance. However, some common signs indicate when your pump needs to be rebuilt instead of just serviced. If any of the following statements apply to your pump, then it’s time for a rebuild.
The noise could be from the internal parts rubbing together or from hydraulic fluid rushing through the system. Perhaps it is worn out or there is too much load on the pump. A worn-out pump will have higher internal friction than a new pump, causing extra noise. In addition, a worn or damaged pump may not be able to handle a high load without heating up. This will make it vibrate more and increase pump noise. If you hear humming or grinding noises from your pump, it is important to investigate the cause immediately because the cause could be very serious.
First, you should check the fluid level when your machine is off. If the fluid level is below the normal mark, the pump may not be returning all the fluid to the tank. If you notice that the fluid level is at the top while the machine is off, it could be that the pump is not drawing enough fluid. If the pump is operating normally and the fluid level is low, there may be a leak in the system.
A hydraulic pump is enclosed, and many of the internal parts are made of metal. The metal parts are subject to corrosion and some wear. This means that your pump can leak hydraulic fluid from time to time. When fluid leaks from the pump, it will smell, and there will be a puddle of fluid on the floor, where the pump is located. A bad smell coming your hydraulic fluid can be an indication of dirty, contaminated oil and failure of the internal pump components.
When a pump is new, it uses some of the fluid in the system to build up pressure. As the pump ages, it uses more fluid. If the pump is running but the pressure is lower than normal, it could be a sign that the pump is worn out. When you are operating your machine and the pressure drops, it is best to stop the machine and investigate. If the pressure is high, but well below normal, it could be that the pump is not drawing enough fluid and the pressure is high because there is too little fluid in the system.
Whatever the reason, if your pump is worn out, it is time to rebuild it. A worn-out pump will not be able to do the job it was designed to do. It may be unable to provide the necessary pressure or flow rate, or it may just fail when you need it most. When your pump is worn out, you need to have it rebuilt or replaced. A worn-out pump is also a safety hazard because it may not be able to handle the necessary pressure or flow rate.



 8613371530291
8613371530291