
what type of hydraulic pump is most efficient for sale
The goal of a hydraulic pump is to move hydraulic fluid through a hydraulic system, acting much like the beating heart of the system. There are two things that all hydraulic pumps have in common: (1) they provide hydraulic flow to other components (e.g., rams, hydraulic motors, cylinder) within a hydraulic system, and (2) they produce flow which in turn generates pressure when there is a resistance to flow. In addition, most hydraulic pumps are motor-driven and include a pressure relief valve as a type of overpressure protection. The three most common types of hydraulic pumps currently in use are gear, piston, and vane pumps.
In a gear pump, hydraulic fluid is trapped between the body of the pump and the areas between the teeth of the pump’s two meshing gears. The driveshaft is used to power one gear while the other remains idle until it meshes with the driving gear. These pumps are what is known as fixed displacement or positive displacement because each rotation of the shaft displaces the same amount of hydraulic fluid at the same pressure. There are two basic types of gear pumps, external and internal, which will be discussed in a moment.
Gear pumps are compact, making them ideal for applications that involve limited space. They are also simple in design, making them easier to repair and maintain. Note that gear pumps usually exhibit the highest efficiency when running at their maximum speed. In general, external gear pumps can produce higher levels of pressure (up to 3,000 psi) and greater throughput than vane pumps.
External gear pumps are often found in close-coupled designs where the gear pump and the hydraulic motor share the same mounting and the same shaft. In an external gear pump, fluid flow occurs around the outside of a pair of meshed external spur gears. The hydraulic fluid moves between the housing of the pump and the gears to create the alternating suction and discharge needed for fluid flow.
External gear pumps can provide very high pressures (up to 3,000 psi), operate at high speeds (3,000 rpm), and run more quietly than internal gear pumps. When gear pumps are designed to handle even higher pressures and speeds, however, they will be very noisy and there may be special precautions that must be made.
External gear pumps are often used in powerlifting applications, as well as areas where electrical equipment would be either too bulky, inconvenient, or costly. External gear pumps can also be found on some agricultural and construction equipment to power their hydraulic systems.
In an internal gear pump, the meshing action of external and internal gears works with a crescent-shaped sector element to generate fluid flow. The outer gear has teeth pointing inwards and the inner gear has teeth pointing outward. As these gears rotate and come in and out of mesh, they create suction and discharge zones with the sector acting as a barrier between these zones. A gerotor is a special type of internal gear pump that eliminates the need for a sector element by using trochoidal gears to create suction and discharge zones.
Unlike external gear pumps, internal gear pumps are not meant for high-pressure applications; however, they do generate flow with very little pulsation present. They are not as widely used in hydraulics as external gear pumps; however, they are used with lube oils and fuel oils and work well for metering applications.
In a piston pump, reciprocating pistons are used to alternately generate suction and discharge. There are two different ways to categorize piston pumps: whether their piston is axially or radially mounted and whether their displacement is fixed or variable.
Piston pumps can handle higher pressures than gear or vane pumps even with comparable displacements, but they tend to be more expensive in terms of the initial cost. They are also more sensitive to contamination, but following strict hydraulic cleanliness guidelines and filtering any hydraulic fluid added to the system can address most contamination issues.
In an axial piston pump, sometimes called an inline axial pump, the pistons are aligned with the axis of the pump and arranged within a circular cylinder block. On one side of the cylinder block are the inlet and outlet ports, while an angled swashplate lies on the other side. As the cylinder block rotates, the pistons move in and out of the cylinder block, thus creating alternating suction and discharge of hydraulic fluid.
Axial piston pumps are ideal for high-pressure, high-volume applications and can often be found powering mission-critical hydraulic systems such as those of jet aircraft.
In a bent-axis piston pump (which many consider a subtype of the axial piston pump), the pump is made up of two sides that meet at an angle. On one side, the drive shaft turns the cylinder block that contains the pistons which match up to bores on the other side of the pump. As the cylinder block rotates, the distances between the pistons and the valving surface vary, thus achieving the necessary suction and discharge.
In a radial piston pump, the pistons lie perpendicular to the axis of the pump and are arranged radially like spokes on a wheel around an eccentrically placed cam. When the drive shaft rotates, the cam moves and pushes the spring-loaded pistons inward as it passes them. Each of these pistons has its own inlet and outlet ports that lead to a chamber. Within this chamber are valves that control the release and intake of hydraulic fluid.
In a fixed displacement pump, the amount of fluid discharged in each reciprocation is the same volume. However, in a variable displacement pump, a change to the angle of the adjustable swashplate can increase or reduce the volume of fluid discharged. This design allows you to vary system speed without having to change engine speed.
When the input shaft of a vane pump rotates, rigid vanes mounted on an eccentric rotor pick up hydraulic fluid and transport it to the outlet of the pump. The area between the vanes increases on the inlet side as hydraulic fluid is drawn inside the pump and decreases on the outlet side to expel the hydraulic fluid through the output port. Vane pumps can be either fixed or variable displacement, as discussed for piston pumps.
Vane pumps are used in utility vehicles (such as those with aerial ladders or buckets) but are not as common today, having been replaced by gear pumps. This does not mean, however, that they are not still in use. They are not designed to handle high pressures but they can generate a good vacuum and even run dry for short periods of time.
There are other key aspects to choosing the right hydraulic pump that goes beyond deciding what type is best adapted to your application. These pump characteristics include the following:
Selecting a pump can be very challenging, but a good place to start is looking at the type of pump that you need. Vane pumps have been largely replaced by compact, durable gear pumps, with external gear pumps working best for high pressure and operating speeds while internal gear pumps are able to generate flow with very little pulsation. However, vane pumps are still good for creating an effective vacuum and can run even when dry for short periods of time. Piston pumps in general are more powerful but, at the same time, more susceptible to contamination.
Whether the pump is needed for the rugged world of mining, the sterile world of food and beverage processing, or the mission-critical aerospace industry, MAC Hydraulics can assist you with selecting, installing, maintaining, and repairing the right pump to meet the needs of your hydraulic system. In the event of a breakdown, our highly skilled technicians can troubleshoot and repair your pump — no matter who the manufacturer happens to be. We also offer on-site services that include common repairs, preventative maintenance, lubrication, cleaning, pressure testing, and setting.
Gear pumps have very few moving parts. They consist of two intermeshing gears. These pumps have a constant flow rate. They operate at pressures generally between 50 and 210 bar. Gear pumps operate at the highest speeds of any pumps at up to 3000-6000 rpm.
In an external-gear pump, only one of the gear wheels, the drive gear, is connected to the drive. The other gear wheel, the driven gear, rotates in the opposite direction, so that the teeth of the rotating gear wheels interlock.
There are also double external-gear pumps, which combine two gear pumps driven by the same coupling shaft. A double external-gear pump has the advantage of supplying two independent hydraulic circuits, and also provides more flow to one circuit.

If you want to offer the best pipe bursting services to your customers, you need the right equipment to power the job. A hydraulic pump is a necessary tool for pipe bursting and your company should have the most powerful lateral bursting system available. Investing in the best hydraulic pump for your company will help you complete jobs in a timely manner and offer dependable power no matter the scope of work.
California-based TRIC Tools is an innovative and leading expert in the trenchless pipe repair and replacement industry. The company specializes in what they refer to as the TRIC formula: simple, modular, compact, and adaptable, and the industry leaders showcase the formula in their line of hydraulic pumps. The TRIC Tools hydraulic pumps are designed for small residential projects or major municipality repairs. When you need to power your pipe bursting job, TRIC Tools has the hydraulic pump to fit your needs.
Hammerhead Trenchless offers three models featuring 3.75 ton, 12 tons and 22 tons of pulling power to handle a wide range of jobs from 1 to 30 inches in diameter. Currently headquartered in Lake Mills, Wisconsin, the trenchless equipment company focuses on installation, repair and replacement of fiber, communication, water, sewer and gas underground infrastructure.
Hydraulic pumps from Power Team come in a wide range of sizes and power. Power Team is a product brand of SPX FLOW Inc., based in Charlotte, North Carolina. The Model 5.5 - Hydraulic Pump is one of the most popular choices when more speed is needed for your lateral system.
TT Technologies is another strong option for hydraulic pumps. The brand’s products are designed for pulling CIPP liners, fold and form liners, conventional and specialty sliplining, CCTV, and cable through innerduct. TT Technologies’ Grundoburst system calls for less power than tradition pipe bursting, as the technology uses a static pipe bursting tool.
Pow-R Mole Trenchless Solutions offers hydraulic power units for residential, commercial, municipalities, and utility applications. Choose from the mini power unit to the diesel power unit, based on the needs of your company.
There are typically three types of hydraulic pump constructions found in mobile hydraulic applications. These include gear, piston, and vane; however, there are also clutch pumps, dump pumps, and pumps for refuse vehicles such as dry valve pumps and Muncie Power Products’ Live PakTM.
The hydraulic pump is the component of the hydraulic system that takes mechanical energy and converts it into fluid energy in the form of oil flow. This mechanical energy is taken from what is called the prime mover (a turning force) such as the power take-off or directly from the truck engine.
With each hydraulic pump, the pump will be of either a uni-rotational or bi-rotational design. As its name implies, a uni-rotational pump is designed to operate in one direction of shaft rotation. On the other hand, a bi-rotational pump has the ability to operate in either direction.
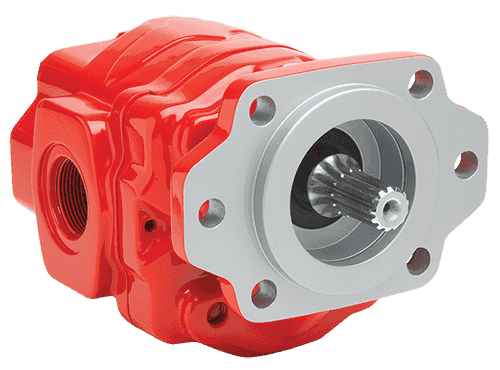
For truck-mounted hydraulic systems, the most common design in use is the gear pump. This design is characterized as having fewer moving parts, being easy to service, more tolerant of contamination than other designs and relatively inexpensive. Gear pumps are fixed displacement, also called positive displacement, pumps. This means the same volume of flow is produced with each rotation of the pump’s shaft. Gear pumps are rated in terms of the pump’s maximum pressure rating, cubic inch displacement and maximum input speed limitation.
Generally, gear pumps are used in open center hydraulic systems. Gear pumps trap oil in the areas between the teeth of the pump’s two gears and the body of the pump, transport it around the circumference of the gear cavity and then force it through the outlet port as the gears mesh. Behind the brass alloy thrust plates, or wear plates, a small amount of pressurized oil pushes the plates tightly against the gear ends to improve pump efficiency.
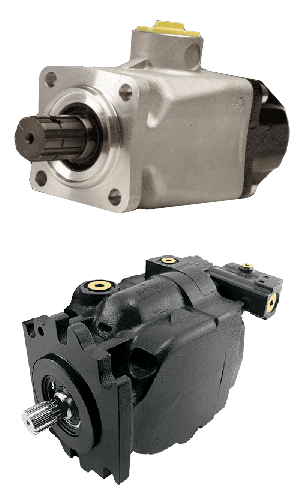
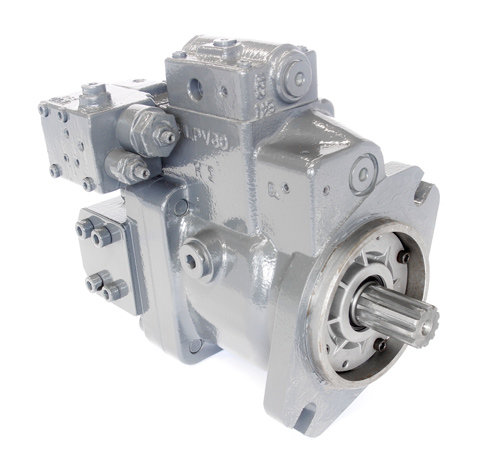
A cylinder block containing pistons that move in and out is housed within a piston pump. It’s the movement of these pistons that draw oil from the supply port and then force it through the outlet. The angle of the swash plate, which the slipper end of the piston rides against, determines the length of the piston’s stroke. While the swash plate remains stationary, the cylinder block, encompassing the pistons, rotates with the pump’s input shaft. The pump displacement is then determined by the total volume of the pump’s cylinders. Fixed and variable displacement designs are both available.
With a fixed displacement piston pump, the swash plate is nonadjustable. Its proportional output flow to input shaft speed is like that of a gear pump and like a gear pump, the fixed displacement piston pump is used within open center hydraulic systems.
As previously mentioned, piston pumps are also used within applications like snow and ice control where it may be desirable to vary system flow without varying engine speed. This is where the variable displacement piston pump comes into play – when the hydraulic flow requirements will vary based on operating conditions. Unlike the fixed displacement design, the swash plate is not fixed and its angle can be adjusted by a pressure signal from the directional valve via a compensator.
Flow and Pressure Compensated Combined – These systems with flow and pressure compensation combined are often called a load-sensing system, which is common for snow and ice control vehicles.
Vane pumps were, at one time, commonly used on utility vehicles such as aerial buckets and ladders. Today, the vane pump is not commonly found on these mobile (truck-mounted) hydraulic systems as gear pumps are more widely accepted and available.
Within a vane pump, as the input shaft rotates it causes oil to be picked up between the vanes of the pump which is then transported to the pump’s outlet side. This is similar to how gear pumps work, but there is one set of vanes – versus a pair of gears – on a rotating cartridge in the pump housing. As the area between the vanes decreases on the outlet side and increases on the inlet side of the pump, oil is drawn in through the supply port and expelled through the outlet as the vane cartridge rotates due to the change in area.
Input shaft rotates, causing oil to be picked up between the vanes of the pump which is then transported to pump outlet side as area between vanes decreases on outlet side and increases on inlet side to draw oil through supply port and expel though outlet as vane cartridge rotates
A clutch pump is a small displacement gear pump equipped with a belt-driven, electromagnetic clutch, much like that found on a car’s air conditioner compressor. It is engaged when the operator turns on a switch inside the truck cab. Clutch pumps are frequently used where a transmission power take-off aperture is not provided or is not easily accessible. Common applications include aerial bucket trucks, wreckers and hay spikes. As a general rule clutch pumps cannot be used where pump output flows are in excess of 15 GPM as the engine drive belt is subject to slipping under higher loads.
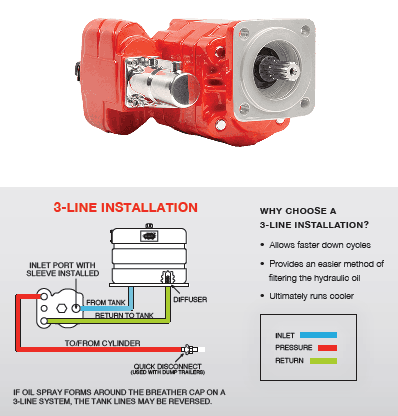
What separates this pump from the traditional gear pump is its built-in pressure relief assembly and an integral three-position, three-way directional control valve. The dump pump is unsuited for continuous-duty applications because of its narrow, internal paths and the subsequent likelihood of excessive heat generation.
Dump pumps are often direct mounted to the power take-off; however, it is vital that the direct-coupled pumps be rigidly supported with an installer-supplied bracket to the transmission case with the pump’s weight at 70 lbs. With a dump pump, either a two- or three-line installation must be selected (two-line and three-line refer to the number of hoses used to plumb the pump); however, a dump pump can easily be converted from a two- to three-line installation. This is accomplished by inserting an inexpensive sleeve into the pump’s inlet port and uncapping the return port.
Many dump bodies can function adequately with a two-line installation if not left operating too long in neutral. When left operating in neutral for too long however, the most common dump pump failure occurs due to high temperatures. To prevent this failure, a three-line installation can be selected – which also provides additional benefits.
Pumps for refuse equipment include both dry valve and Live Pak pumps. Both conserve fuel while in the OFF mode, but have the ability to provide full flow when work is required. While both have designs based on that of standard gear pumps, the dry valve and Like Pak pumps incorporate additional, special valving.
Primarily used on refuse equipment, dry valve pumps are large displacement, front crankshaft-driven pumps. The dry valve pump encompasses a plunger-type valve in the pump inlet port. This special plunger-type valve restricts flow in the OFF mode and allows full flow in the ON mode. As a result, the horsepower draw is lowered, which saves fuel when the hydraulic system is not in use.
In the closed position, the dry valve allows just enough oil to pass through to maintain lubrication of the pump. This oil is then returned to the reservoir through a bleed valve and small return line. A bleed valve that is fully functioning is critical to the life of this type of pump, as pump failure induced by cavitation will result if the bleed valve becomes clogged by contaminates. Muncie Power Products also offer a butterfly-style dry valve, which eliminates the bleed valve requirement and allows for improved system efficiency.
It’s important to note that with the dry valve, wear plates and shaft seals differ from standard gear pumps. Trying to fit a standard gear pump to a dry valve likely will result in premature pump failure.
Encompasses plunger-type valve in the pump inlet port restricting flow in OFF mode, but allows full flow in ON mode lowering horsepower draw to save fuel when not in use
Wear plates and shaft seals differ from standard gear pumps – trying to fit standard gear pump to dry valve likely will result in premature pump failure
Live Pak pumps are also primarily used on refuse equipment and are engine crankshaft driven; however, the inlet on a Live Pak pump is not outfitted with a shut-off valve. With a Live Pak pump, the outlet incorporates a flow limiting valve. This is called a Live Pak valve. The valve acts as an unloading valve in OFF mode and a flow limiting valve in the ON mode. As a result, the hydraulic system speed is limited to keep within safe operating parameters.
Outlet incorporates flow limiting valve called Live Pak valve – acts as an unloading valve in OFF mode and flow limiting valve in ON mode restricting hydraulic system speed to keep within safe operating parameters

The type of hydraulic pump you need depends on a variety of factors, including, but not limited to, the type of hydraulic fluid used in your machinery, operating pressure, application speed, and flow rate requirements.
Two of the most common pumps used in hydraulic equipment are piston pumps and gear pumps. This article will highlight everything you need to know about each pump, including its common uses and benefits.
A piston pump is a positive displacement pump that uses reciprocating motion to create rotation along an axis. Some piston pumps have variable displacement, while others have a fixed displacement design.
A hydraulic piston pump is capable of the highest pressure ratings and is commonly used to power heavy-duty lifts, presses, shovels, and other components.
The downside of piston pumps is that they are often more expensive (especially when compared to gear pumps). Still, their improved efficiency often makes them a better investment for long-term production.
Gear pumps use gears or cogs to transfer fluids. The cogs are tightly aligned to create suction as they draw liquid in and discharge it. The gears can be internal or external, depending on the application. Gear pumps are also positive displacement pumps, but they are always fixed displacement, so you would need separate pumps or valves to control the amount of displacement.
Gear pumps are known for being reliable and durable when they are well-maintained. Compared to piston pumps, they also don’t require as much maintenance and are typically more affordable. However, these pumps usually max out at 3000 PSI. While this is enough pressure to power some machinery, it may not have the power to operate large presses and other industrial equipment. A gear-style pump also lacks the ability to vary the displacement of your system.
Gear pumps are often used in low-pressure applications where dispensing high-viscosity liquids is required. They are typically used in the food and beverage, pulp and paper, and oil/chemical industries.
The primary difference between a gear pump and a piston pump is how they are designed. While both pumps need hydraulic fluid to generate mechanical power, a piston pump uses a piston to move liquid throughout the pump valves, while a gear pump uses cogs to move fluid throughout the pump.
Gear pumps are affordable for low-pressure applications (35 to 200 bar or 507 to 2900 PSI), while piston pumps are more efficient options for high-pressure applications. A piston pump is also a better option if you’re looking for a pump with a higher discharge rate. Lastly, a piston pump will provide the most efficiency if your application is high-speed.
Founded over 25 years ago. Panagon Systems specializes in remanufacturing cost-efficient obsolete or discontinued piston pumps, motors, and replacement components from brands like Vickers/Eaton, Caterpillar, and Rexroth. All pumps we manufacture are made in-house in the United States and are guaranteed to meet OEM specifications.
If you’re looking for cost-effective and timely pump replacement options, you’re looking for us.Contact us todayfor help in selecting the right pump for your application, or to request a product quote.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Hydraulic pumps come in different forms to accommodate a range of application requirements, from industrial die presses to heavy-duty off road equipment. One hydraulic system can vary greatly from another. For one system, a hydraulic piston pump may be the best solution, while a hydraulic gear pump may be better suited for a different one.
Powered by a hydraulic drive, a piston pump has a reciprocating positive displacement design to manage fluid flow. Pistons, or cylindrical elements within a cylinder block, create a vacuum, generated by a drive mechanism, that draws in fluid. The cylindrical chamber is pressurised by distributing energy into the fluid, compressing and forcing it towards the pump’s outlet.
Basic designs can generate about 4,000 psi, but pumps with up to 14,500 psi operating pressure are available. There are many different models that can displace a specific amount of fluid. Some allow you to adjust the displacement per revolution, which can make them more energy efficient. Piston pumps are relatively complex in design and expensive, but practical in energy-efficient applications that require high pressures and effective oil flow control.
A hydraulic gear pump is a lower-cost option, but it is quite durable, with many options available. The typical pressure rating is about 3,000 psi, but many displacement sizes and pressures can be found. Some gear pumps are rated as high as 4,500 psi, although additional valves will be needed in systems that require regular flow adjustments.
Gear pumps function by drawing fluid between their meshing gears. The adjacent gear teeth form chambers that are enclosed within the housing and pressure plates. A partial vacuum forms at the inlet where the gear teeth unmesh, allowing fluid to fill the space and be moved along the outer edge of the gears; as the gear teeth mesh again, fluid is forced out of the pump.
Both pumps use hydraulic fluid to transfer energy or generate mechanical force. Hydraulic piston pumps rely on reciprocating motion. Rotational forces are generated along an axis. Fixed and variable displacement pumps are available, as are different types, including axial, inline, bent-axis, plunger, and radial pumps, each with its own unique method of pushing fluid.
On the other hand, gear pumps move fluid via tightly aligned cogs that create suction to draw in and discharge fluid. Pumps with internal or external gears can be used, depending on the application requirements. Lobe, screw, and vane pumps are just some available types. A downside of using gear pumps is that additional devices are needed to control the desired amount of displacement, as they operate on fixed displacement only.
While gear pumps are available in a wide range of displacement sizes and pressures, and they suit various machinery applications, piston pumps offer the benefits of higher pressure ratings and are variable displacement and energy efficient. Rapid cooling means each pump is ready for the next operating cycle and can be serviced soon after shut-off.
Gear pumps typically don’t move more than 50 gallons per minute of fluid. On the other hand, some piston pumps can move hundreds of gallons per minute. Either one has advantages, depending on your hydraulic application.
Hydraulic pumps are available in different types, sizes, pressure ratings, and other specifications. It is important to choose the right pump for your hydraulic system. Gear pumps are suited for various types of machinery. Piston pumps are often found in oil field and agricultural applications, as well as in heavy-duty construction equipment. They are reliable and efficient, and they resist leakage at high speeds and pressures.
White House Products, Ltd. supplies, repairs, and maintains hydraulic gear pumps and hydraulic piston pumps from leading manufacturers. We can assist you in choosing a pump that meets your application requirements. Start browsing our catalog or register/login to view prices/availability and place an order. Contact us at +44 (0)1475 742500 for more information.
www.powermotiontech.com is using a security service for protection against online attacks. An action has triggered the service and blocked your request.
Please try again in a few minutes. If the issue persist, please contact the site owner for further assistance. Reference ID IP Address Date and Time 8bf2006c85a66667641f5dd58dcb3d35 63.210.148.230 03/07/2023 04:48 AM UTC

When it comes to shopping for a hydraulic pump, we are often confused about the right choice. We want to ensure that we choose the best product for our needs. This is the reason why we have put together this guide on picking the right product.
Know what you want:Before looking for the product, know what exactly you need and want to narrow down your search criteria and find the best product for your needs. Once you know what you want, it will be easier for you to find a good product that suits your needs.
Do some research:Check out customer reviews, expert reviews and other types of reviews before buying a product. Read them carefully and then decide if they are worth buying or not. This will help make an informed choice when buying anything online or offline.
Need:You will first ask yourself what you want this product for? For instance, if you want it for cleaning purposes, you should look at features like power or suction strength, while if it is for vacuuming, then look at weight and ease of use.
Budget:Once you know what you want, it’s time to consider your budget. You need to set aside enough money to buy this machine so that you don’t spend more than what you had planned originally. It is also wise not to go overboard with your budget as other things also need attention. So make sure that whatever amount of money allocated for this purchase is well spent by getting the best possible quality from the market.
Customers must remember that purchasing the hydraulic pump is essential. When purchasing the most outstanding product, there are several things to consider, and it is challenging to determine what makes a product best. The information below will assist you in choosing the criteria you need to use while making the best decision when purchasing the hydraulic pump.
We will offer a list of features that might help you narrow your search, as well as reviews and questions to ask yourself before making a purchase decision.
One of the most common reasons customers purchase the hydraulic pump is their confidence in its quality. To produce a high-quality product, manufacturers nowadays employ cutting-edge technologies to create it.
Another element contributing to producing the hydraulic pump possible, meeting consumer demands, is contemporary technologies in manufacturing. As a result, when consumers buy these items, they should think about the quality.
Availability of goods for sale is one of the criteria customers may use to select a product. There is always plenty of supply since manufacturers generally produce many copies of their items. They can reduce prices (from $200 to around $500) while maintaining sales volumes and profit margins.
Companies place a high premium on their reputation and market share, so they strive to meet the needs of their consumers to preserve pleasant connections with them and enhance sales volumes and profitability. Manufacturers also give discounts or special offers on certain days or specific seasons, such as Christmas or Black Friday.
Another element to consider when determining which product is best for you is consumer safety. Consumers are interested in purchasing safe and dependable items because it gives them peace of mind while using such goods or services.
The hydraulic pump must be as safe as possible. Manufacturers must make sure they are using the best materials for manufacturing. Avoid doing anything that may harm or influence health.
Testing and labeling for safety are also essential in protecting the public’s health and safeguarding brand reputation. They also provide services, including a return policy if the goods have issues.
According to their features, the hydraulic pump can do what it is supposed to do. The best products are made with high-quality materials and designed by top professionals.
In business, particularly in the sector of manufacturing goods, continuous development is critical. Manufacturers can not satisfy consumer demands effectively without innovation.
The price of anything you buy indicates what you get out of it. A higher-quality product costs more because there is a greater chance that it will function for longer without breaking down. Customers are also likely to pay a premium for a long life expectancy since they will benefit from its longevity.
For centuries, it has been assumed that wondrous things cost money, or rather time and dedication (in this case). High-quality manufacturers create items with care and enthusiasm; they spend a lot of effort on research and development. Consequently, their goods are more complex and longer-lasting, making them worth the higher costs (not under 700 to under 1000 dollars).
It is reassuring that the hydraulic pump should be of excellent quality and endurance, but it also applies to other consumer goods and devices we buy. When purchasing your next best item, keep in mind to seek value for money. The most costly thing is not necessarily the best!
Doing things efficiently is key to productivity and to any other time-management task. Mice will increase your speed in countless everyday tasks like web browsing, IM/chatting, emailing or sending documents. learn more
The hydraulic pump are those that make life easier for you, according to their features. The best ones are made with high-quality materials and designed by top professionals, and they often appear on the lists of the best choice for consumers in 2019 and 2020. To know if they are indeed the best on offer, read up on their reviews before buying one.
Customers who have previously purchased a product can provide you with valuable information about what it is like. Customer reviews may be an excellent approach to learn more about a product’s usefulness and quality before spending your money on it. The reviews may also help you avoid wasting money on a low-quality model that does not function as expected or falls apart after just a few uses since most review readers are usually seasoned, so they know what to look for.
Customers are generally pleased with the goods since how can you grumble about something that was your choice in the first place? Others may identify minor flaws that were not evident while creating. Many individuals find this excellent service, as it’s always preferable to be forewarned of a product’s faults than to discover them after!
The best are often built and produced by the country’s most renowned firms, which is why they frequently have good brand names behind them. These companies devote their time and effort to constantly improving their goods so that customers may be pleased with their performance. It is no surprise that well-known brands are trusted when it comes to buying anything.
Before buying a new product, research what companies manufacture to ensure you get a high-quality product. Sometimes the best brands are more expensive than less well-known ones, but they sometimes can be worthwhile paying more for!

The type of pump you choose for your power unit affects the nature of the HPU build. Pump choice boils down to cost, complexity and performance. There are three major types of pumps: the gear pump, the vane pump and the piston pump. There are other, less common pumps, but we’ll stick to these three for this discussion.
Gear pumps are economical, but on the low end of the efficiency range. They’re reliable and durable, but efficiency tends to drop over time. Remember, a pump’s job is to convert incoming mechanical energy into hydraulic energy, and the more efficiently it does so not only allows you to choose a smaller motor, but more efficiency saves you money over time. Traditional spur gear pumps average about 80% efficiency, meaning your 10 input horsepower will net you 8 hydraulic horsepower.
Vane pumps reside in the middle ground between gear and piston pumps. They’re more efficient than gear pumps, but less so than piston pumps. Vane pumps are quiet, making them popular for industrial applications. They’re also available with myriad control options, such as pressure compensation, load sensing and displacement control. Vane pumps typically cannot handle high-pressure circuits, however.
Piston pumps take up the premium end of the range. They’re capable of very high pressure, and have nearly infinite methods of control, including pressure compensation, load sensing, servo control, horsepower control, etc. They’re also very efficient; some designs are capable of 95% efficiency, allowing you to get the most from your prime mover. Their downside is cost, both for initial investment, and for service and repair.

Hydraulic pumps are deceptively complex devices required to operate a proper hydraulic system. A displacement pump uses mechanical energy to create hydraulic power. By increasing and decreasing the volume of a container through a series of openings, it manipulates fluid velocity and creates flow.
While some pumps may only have a few moving parts and operate on the foundations of simple machines, they also require precision and can be easily damaged. Pumps continue to become more complex as people find more specialized applications. Moreover, without proper maintenance and upkeep, these pumps can breakdown and cause damage to other components in your hydraulic process.
Because pumps can quickly develop problems, it’s essential to understand the differences between various pumps as well as the signs of trouble. By closely monitoring your hydraulic system, you can prevent small issues from becoming more substantial and costly problems later.
There are many varieties of hydraulic pumps available. For the most part, these options fall under the three types of hydraulic pumps — gear pumps, piston pumps and vane pumps.
Variable displacement pumps allow for alterations in this displacement process, creating a variety of flow options. Fixed displacement pumps, on the other hand, maintain a consistent operating gap.
These are the most basic hydraulic pump. Gear pumps work by fitting the teeth of two gears together, creating variations in fluid chambers and driving flow. When fluid comes into the intake chamber, the gear teeth make a large opening, allowing plenty of fluid to enter. Then as the gears turn, they shrink the space and displace the fluid, which generates flow. Basic gear pumps operate with two meshed gears, while other pumps alter this format.
Gerotor pumps, for instance, work based on the “gear within a gear” principle. A smaller rotor gear spins inside of a larger idler gear. Fluid enters when the gap between gears is the largest. The rotor moves, space between the idler and rotor gear becomes smaller near the discharge port, displacing the fluid and completing the pumping cycle. These pumps are relatively simple and fast, making them a standard option for low-to-medium pressure pump.
Screw pumps do not necessarily mesh gears together, instead using the principle of an Archimedes screw, which was initially used to move water. The design consists of one or more screws within a cylinder, turned by an external motor. The pump draws in fluid through the intake and fills the gap in the screw. As the shaft rotates, the fluid moves along the path until it reaches the discharge port.
Piston pumps are the most common and also the most capable of complex jobs. These are the hydraulic pumps you are most likely to find in manufacturing situations. They are the pumps you will use in high-pressure applications. A piston pump is a positive displacement pump that uses a high-pressure seal working reciprocally with a piston to move water. This configuration allows them to operate under high pressure without noticeably affecting flow rate.
Bent axis hydraulic pumps operate similar to piston pumps in that the flow runs through a piston and cylinder process. However, in bent axis hydraulic pumps, the pistons are mounted to a rotating plate, which is in turn attached to a slanted axis. As the rotating plate is at an angle, the displacement in the cylinders increase and decrease depending on where they are in the rotation.
These are less conventional and more straightforward pumps that you can use for lower-pressure applications with high flow rates. Vane pumps are positive displacement pumps that can work with a number of different vanes, including flexible vanes, swinging vanes, rolling vanes, external vanes and sliding vanes. As the rotor of the motor rotates, the vanes sweep liquid to the opposite side of the cavity inside the motor and squeeze it through discharge holes in the cam.
If you have a hydraulic pump, it is critical that you and your employees can recognize the first signs of trouble. Immediate attention will reduce the risk of failure and destruction of your other processes.
Hydraulic systems themselves, even without any flaws, can create a variety of noises. Learning the normal operating sound of your machinery is vital because a mechanical breakdown will often identify itself through a noise. Each possible malfunction brings a different type of sound. Cavitation, for instance, can produce a growling, while worn bearings might make whining or screeching.
Another indicator that your pump needs maintenance or repairs is noted inefficiency. This may have several causes related to fluid, such as low fluid in the reservoir or a low-viscosity oil. It could also be a sign of wear or even a sign of stuck inner components like pistons or valves.
Although leaks are a more common problem in hydraulic pumps, high fluid temperature can be more vexing to solve. One reason it presents such an issue is that it can be both an indicator of a problem and a cause for other pump breakdowns — for example, a pump may overheat because it is inefficient, but then it may become more inefficient because it overheats. In other cases, an external factor may cause the pump to overheat, but that overheating could then cause wear or leakage.
Because of this, any problems involving an overheating pump should take into account what causes the temperature issue and what attached components may need to be replaced to avoid difficulties with wearing. Aside from the rise in temperature and overheating, high fluid temperatures will likely be seen through an inefficient pump, though it will undoubtedly lead to worn components and possible noise if not rectified.
Those symptoms, while possibly irritating, do not in and of themselves represent a problem. Rather, they’re likely indicating that one or more of these underlying issues are at hand:
Leaks are the most common problem that can arise in pump usage. Fluid leaks are often easy to identify. In cases of worn components, gaskets or hoses, you may be able to see the fluid. In other cases, a slow, under-performing pump or continually low fluid reservoir may indicate a leak somewhere along the line.
In other cases, the problem is that air works its way into the system. The most common symptom will be a weak or slow pump, and in the case of some oils, the fluid will appear milky. If the issue is only small amounts of air initially trapped in the system, your technician may clear the air by running the machine on low speeds for up to an hour. During this operation, it is essential to run the pump on low with little pressure. The goal is to absorb the air into the fluid and allow it to dissipate. It can also be helpful to bleed air from any high release points in the system, leaving only liquid behind. If an air leak is present, you cannot resolve this by running the machine on low as it will likely admit air more quickly than it is removed.
Cavitation occurs as small bubbles form in the hydraulic fluid. As the fluid puts pressure on these bubbles, they collapse, which releases a tremendous amount of energy in a hydraulic system. This energy can damage internal components and containers. Often, cavitation will lead to multiple noticeable pump issues, meaning you’ll likely see evidence quickly. Unfortunately, it can also destroy a pump within minutes.
In most cases, cavitation will make a growling sound as the fluid interacts with the vacuum. Moreover, cavitation will often cause the pump temperature to rise, leading to a host of other issues. As the air mixes with the fluid, oil may take on a milky appearance. Finally, the pump will most likely run erratically and inefficiently before failing.
Cavitation may be an indicator that the pump had a design flaw. Otherwise, cleaning filters and ensuring that air does not enter the system are keys to preventing cavitation.
Any mechanical component is subject to wear. If you pay careful attention to maintenance guidelines and replacements, you may be fortunate enough never to see worn parts affect your machines. If you fall a little behind on your upkeep schedule, you may notice that the pump is less effective, as loose couplings or internal parts do not fit as tightly as needed for optimal efficiency.
Beyond poor efficiency, you will often begin to hear the problem as well. When parts become looser, bearings wear out or buffers break down, you may hear an assortment of metal on metal, grinding, rattling, grating or screeching. If the wear has gotten to this point, it’s essential that you stop the pump and contact a professional. Wear only worsens over time, and continued use puts more stress on the attached components, adding unnecessary wear to your other machinery and possibly leading to a more extensive replacement project than if you were to address the initial worn parts.
If you suspect your equipment may be showing signs of wear, some fundamental exterior aspects you’ll need to examine are slackened connections and coupling or loose set screws. If these external components are fine, your technician may examine the pump for worn bushings or other overworked internal parts.
As mentioned before, pump temperature is an indication that something is wrong as well as a cause for other issues. One cause of high temperature may be an improper heat load. All machines run with some form of energy loss. The heat load is determined by calculating how much input power is lost to inefficiency, resulting in heat energy. If the pump is running too inefficiently or the power input is too great, the excess energy becomes heat.
Another possible consideration is fluid viscosity — using a lower-viscosity fluid may cause the pump to create excess heat. As with most issues involving fluid temperature, this is a cyclical problem, since the lower-viscosity fluid overheats the pump, which will cause the fluid to break down more quickly and lower the viscosity even further. Finally, cavitation may be another cause of an overheated pump. When a piston pump cannot get a full draw or otherwise mixes air into the fluid, the pump can run erratically. Aside from being noisy and inefficient, the pump will often overheat.
Internal mechanisms can seize up inside of the pump, causing noises and inefficiency. Pistons, veins and other pump pieces can become difficult to move, sometimes making the pump fail to operate at all. Identifying the seized part might also give insight into the possible cause. For instance, rusted components indicate that water is finding a way into the system, while a hardened, varnish-like residue can suggest that the pump is operating at too high of a temperature.
Troubleshooting a pump can be challenging. While knowing common problems and symptoms can be helpful, it is easy to damage the equipment or cause employee injuries through improper adjustments. Cavitation can quickly destroy your entire system. Moreover, as seen in the case of pump temperature, issues can be multi-faceted, leading you to believe you’ve addressed a pump problem only to find out it was just one part of a larger chain.
Still, a maintenance member on your staff may be able to check for preliminary problems, ruling out or adjusting some of the most common issues. Moreover, unclean working environments create intake clogs and a host of other pump problems. Properly purifying valves and filters can both fix current issues and reduce the risk of future breakdowns.
Although familiarity with all of the different types of pumps is a requirement for all of our trained technicians and facilitates the repair process, the problems that hydraulic pump issues face and the way we resolve them is relatively similar for all types of hydraulic pumps.
The Global Electronic Services hydraulic repair process starts by fully disassembling the hydraulic pump so we can see each part to visually identify what is causing the problem. Once we find what is creating the issue, we will repair it if possible. If not, we’ll replace it with a new OEM part. We will then reassemble the pump and test it to make sure it is operating according to original specifications.
We will replace any worn-out parts with new ones so that when you get your hydraulic pump back, it will be like-new. To ensure your confidence in our repair, we offer our 18-month in-service warranty.
In addition to our promise that you will get back a fully functioning hydraulic pump — usually in five days or less from the time we receive it — you will also appreciate that we have the lowest price anywhere when it comes to hydraulic pump repair. If you can bring us a verified competitor’s price for hydraulic pump repair that is lower than ours, we will beat it by 10 percent.
If you’re having a problem with your hydraulic pumps, you don’t want to waste a minute. Your hydraulic pumps are a critical part of your operation and every hour you spend without a necessary pump could cost you valuable productivity and hurt your bottom line. At Global Electronic Services, our goal is to minimize that downtime by turning around your hydraulic pumps and other mechanical parts in need of repair as fast as possible.
Contact us now to request a free, fair and accurate quote on hydraulic pump repair and have your pumps back and in top working order in the shortest possible time at the lowest possible price. Get in touch with Global Electronic Services today!

Hydraulic pumps are an essential component in industry and in virtually every type of hydraulic power transmission system. A hydraulic pump is a device that converts mechanical energy into hydraulic energy, which is a mix of pressure and flow. Hydraulic energy can be used in a variety of applications. Any machine that can exert effort in order to generate pressure and flow is considered to be a hydraulic pump. The most fundamental type of hydraulic pump is a hand pump, and it is utilized for low horsepower applications where a prime mover is either not available or would be prohibitively expensive. An example of supplemental power would be a hand-cranked pump. For instance, it can be utilized to release the hydraulic brakes that are attached to a piece of farm equipment that is being driven by a tractor.
Axial Piston Pumps: Because this piston moves around within the inner cylinder, the flow of air coming in and out of the engine is always changing. They are capable of being fashioned into devices with variable flows, which contribute to the speed regulation of motors and hydraulic cylinders. As the pump rotates, the depth to which each piston extends into the cylinder can be altered through the use of a switch plate, which in turn modifies the pump"s displacement. In some systems, a pressure compensation piston is utilized in order to maintain a constant discharge pressure regardless of the loads that are being applied.
Radial Piston Pumps: Pumps that use radial pistons arrange a number of pistons in a series that is radially arranged around the axis of the rotor. The piston is moved into and out of the cylinder by a rotor that is positioned eccentrically inside the body of the pump. Because of this, hydraulic fluid is drawn into and extracted from the cylinder bore. The pump"s inlet and output are both found in the central axle valve of the vehicle. In still another configuration, the intake and output are situated on opposite sides of the pump housing. Models of radial piston pumps are available for purchase in either a fixed or variable displacement configuration. In versions with variable displacement, the eccentricity of the rotor housed within the pump body can be adjusted to either increase or decrease the piston stroke.
Rotary Vane Pumps: A rotary vane pump has a number of solid vanes that are mounted on an eccentric rotor. These vanes move along the inner wall of the housing cavity to produce a smaller volume, which in turn forces liquid through the discharge port. Altering the position of the axis of rotation of the rotor in relation to the pump body enables the user of some designs to control the volume of fluid that is expelled by the pump. When the axes of the rotor and housing are aligned, there will be no movement of air through the system.
External Gear Pumps: In order to transfer motion from the pump to the liquid, external gear pumps make use of the counter-rotating motion of an externally locked spur gear. These are typically fairly straightforward and reliable designs with a fixed offset. They are typically considered to be matched designs in which the motor and the pump share the same shaft as well as a common coupling. Between the gear teeth, oil circulates all the way around the pump body. Tine grids are installed on the exit side of the facility to cut down on oil emissions. A minute quantity of oil that has become stuck between the reengaging gears is drained via the bearings and then sent back to the suction side of the pump. Because they are able to provide very high pressures, external gear pumps are frequently used in applications that involve fixed displacement hydraulic systems.
Internal Gear Pumps: To generate fluid flow, internal gear pumps make use of the interlocking action of internal and exterior gears in conjunction with sector parts in the shape of a crescent. The axis of the outer gear is offset relative to the axis of the inner gear, and as a result, when both gears spin, suction and discharge zones are created at the grid"s entry and exit points. The tape serves as a barrier between the inhalation process and the exhalation process. The rotor is an example of an internal gear pump that does not require segmented components because it uses interlocking trochoidal gears instead of segmented gears to achieve the same suction and discharge areas.

Since 1935, Muncie® Power Products has been a leading source of mobile power components to the truck equipment industry. In addition to Power Take-Offs and hydraulic motors, Muncie offers directional, pressure and flow control valves as well as system design capabilities. Call us today or visit our website for more information.
FluiDyne is an ISO certified manufacturer of hydraulic pumps, motors & valves. Our promise is to serve and respect the rebuilders and resellers of North America and the global market with high quality new and remanufactured pumps, motors, valves, filters and filter elements.
Having innovative solutions for mission-critical applications makes Hydraulics Technology the preferred. For over 25 years, our impressive list of hydraulic pumps has met the needs of various applications. In assuring the highest quality products to our customers and meeting their expectations, Hydraulics Technology maintains ISO Certification. HTI is ISO 9001:2008 Certified.
Industrial Flow Solutions is a trusted manufacturer of hydraulic pumps and centrifugal pumps. We pride ourselves on our high-quality products and personalized customer service. Various industries we serve include industrial, food & beverage, and medical. All of our products are tested to ensure quality and durability.
AeroControlex began manufacturing pumps in Cleveland, Ohio in 1945. Over the years, AeroControlex has established itself as an industry leader in the production of hydraulic, fuel, lube and scavenge, centrifugal and coolant pumps. Our worldwide customer base demands the highest quality, cost effective products for the most demanding commercial and military applications.
All World Machinery Supply offers high-quality, affordable pumps, motors, and power units from reputable brands like Daikin, Nachi, Eaton, Tokimec, NOP, Grundfos, Yuken, and Fuji . Our team of representatives and engineers can find or cross any pump/mortor to what you are looking for. We can even help you design a custom application suited to your fit your needs.
American Eagle Accessories Group is a manufacturer of truck equipment accessories. These products include: hydraulic-driven air compressors, drawer systems (tool storage), bolt bins (fastener and fitting storage), lube skids, lube trailers, fuel trailers, and utility construction trailers. All of our products are designed and manufactured in the U.S.A.
Founded in 1991, AZ Hydraulic Engineering manufactures high quality air-operated hydraulic pumps serving a broad clientele. We offer hydraulic piston pumps, power units, tank pumps and more with 25 different pressure ranges up to 50,000PSI and a proven track record for reliability and easy, low cost maintenance. AZ Hydraulics is the source for quality hydraulic pumps and friendly customer service.
Barbee Engineered Testing Systems is a manufacturer of hydraulic power units, hydraulic valve testers, air-driven hydraulic piston pumps, high pressure pumps, hydraulic power systems, high pressure systems and more. Our hydraulic pumps are available with up to 30,000 PSI. Check out our website.
Berendsen Fluid Power is one of the largest distributors of pneumatic and hydraulic products in North America. We distribute from quality manufacturers products such as hydraulic pumps, hydraulic motors, hydraulic gear pumps, mixer pumps and more. Visit our website for more information.
Bosch Rexroth is a global leader in manufacturing industrial hydraulics, including proportional and servo valves. Directional control, high response, flow control, pressure relief, pressure reducing, and servo valves name some of our products. Our rugged valves are a perfect fit your electrohydraulic control applications. A variety of models are available for your viewing on our website.
Brand Hydraulics is a leading designer and manufacturer of high-quality hydraulic valves including hydraulic directional control valves, hydraulic flow control valves, hydraulic relief valves, hydraulic selector valves, shuttle valves, pilot check valves, flow dividers and more. Brand also has a line of quality hand-operated hydraulic pumps. Premium hydraulics since 1956.
For 40 years, Bucher Hydraulics, Inc. has specialized in hydraulic systems, including products such as hydraulic motors and hydraulic power units. Applications include concrete pumps, forage wagons, harvesters, lifting devices, recycling machines, door openers, log splitters and many others.
A Cascon hydraulic pump is used in a wide range of OEM equipment market applications. Whether you"re in the aircraft & aerospace, chemical, gas turbine or industrial or mobile markets, our hydraulic pumps and specialty pumps will meet your requirements and provide solutions that an off-the-shelf pump cannot. Contact Cascon, Inc. today for more information!
CAT PUMPS specializes in high pressure pumps, reciprocating pumps, positive displacement pumps, plunger-piston pumps and we also manufacture hydraulic pumps and hydraulic power units. We are an industry-leader in customer service and quality triplex pump design and products.
CLYDEUNION Pumps is one of the world"s leading pump companies - a centre of excellence in Pump Technology, Hydraulic Design and Engineering. We are structured to provide a specific focus on each of our customer"s key markets as well as providing full global aftermarket support. CLYDEUNION Pumps incorporates an accumulation of over 300 years of engineering expertise.
Trust Commercial Group Lifting Products as a wire rope supplier with more than 60 years of experience. The variety of industries The Commercial Group serves with lifting & rigging equipment includes automotive, steel, construction, utilities and government. As a complete full line manufacturer of wire rope slings, chain slings, nylon slings & Slingmax high performance synthetics, you’re covered!
We have over 55 years of experience in manufacturing hydraulic components. CROSS Manufacturing, Inc. distributes hydraulic filters, hydraulic cylinders, hydraulic gear pumps and hydraulic systems worldwide. Our hydraulic systems are used for automotive, agricultural, mining and construction purposes.
D&D Machine & Hydraulics Inc, located in Fort Myers, Florida, is a manufacturer of hydraulically driven, submersible pumping systems that serves the Agricultural, Construction, Industrial, Mining, Petroleum and Municipal markets worldwide. More than 45 years ago, D&D realized the unlimited potential of hydraulics. Since then, D&D has revolutionized the dewatering industry with a series of hydraulically driven pumps that provide the most technologically advanced and precisely engineered features available today. Specifically, D&D builds electric or diesel-driven Power Units and Axial Flow, Trash, Sludge, Slurry/Digester and Mixed Flow pump heads. The flow capacity of these pump heads range from 450gpm to 55,000gpm and heads of 250 feet are attainable. If a standard pump will not meet the performance needed for a special application, D&D’s wide range of specialty pumps can meet your individual requirement.
When the owners acquired D&D, it was a four-employee, custom machine shop that repaired pumps used by local farmers. Shortly thereafter, D&D began to manufacture hydraulic pumps for a local sales and rental company. In the 1980s, as the business grew, D&D began to sell to other customers throughout the country, eventually achieving global recognition.
D&D goes to market via distributors and direct sales channels on every continent. Its growth has continued, and today, through trade publications, advertising, customer referrals and a developing dealer network, new markets and applications are being recognized for its versatile equipment.
For more than 45 years, the D&D name has been associated with product reliability and performance. D&D is determined to carry on its tradition of providing an expertly designed and manufactured product through innovation in modern manufacturing technology. This, coupled with its focus on offering outstanding customer service, make D&D the leader in the dewatering industry.
Danfoss will drive your vehicle transmission to a new level of p



 8613371530291
8613371530291