
how does a mechanical seal work supplier

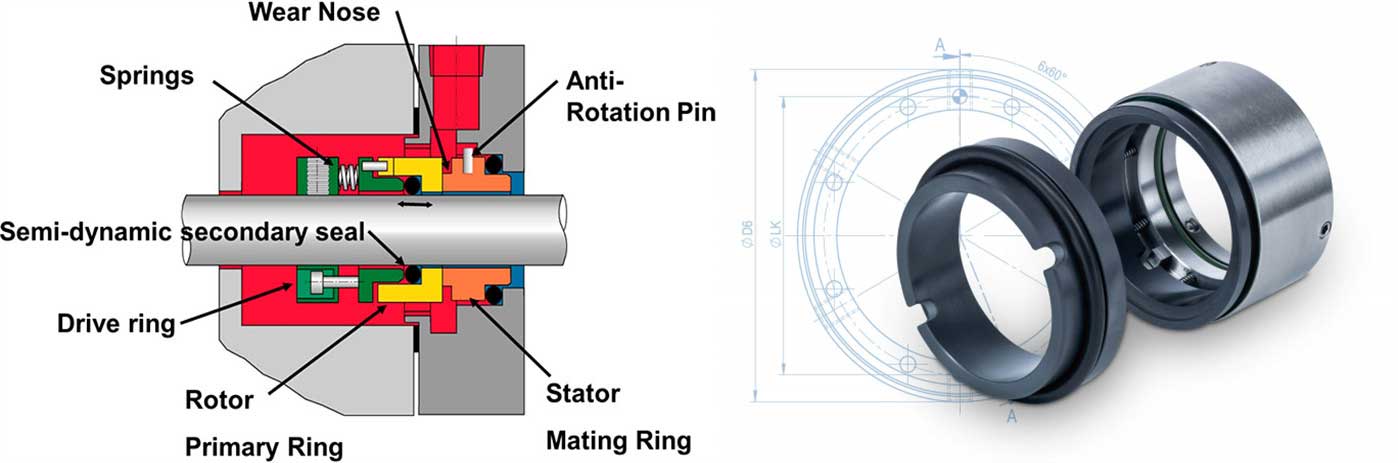
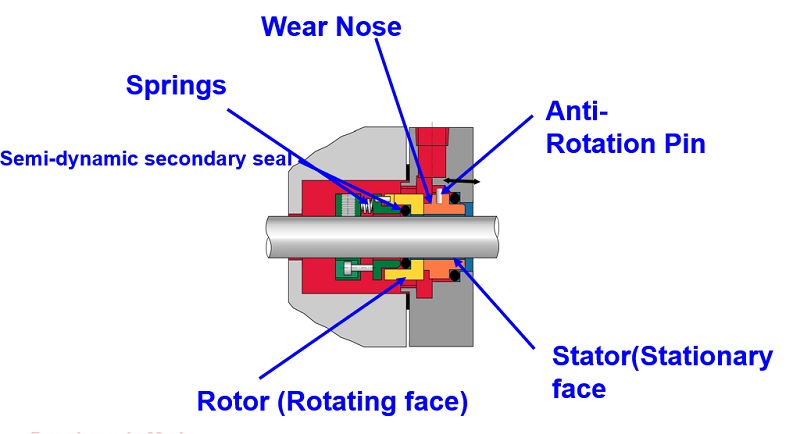
A mechanical seal has four components: a flat stationary seal face, a flat rotating seal face, a spring mechanism and a secondary elastomic seal. The two seal faces are pressed together by a spring mechanism. The seal faces are commonly carbon, ceramic or metal. Mechanical seal applications will also incorporate an elastomer secondary seal to seal on the shaft and to seal the stationary face. Those are the basic components of a mechanical seal, but you will need a better understanding of the different elements to choose what’s right for your needs.
Mechanical seals prevent leakage in equipment with moving parts such as mixers and pumps. It is devised to contain liquid or gas in applications where a rotating shaft goes through a stationary housing – or less commonly where the shaft is stationary, and the housing rotates around it. Any moving part creates vibration, so a mechanical seal must be precisely fitted and designed to withstand normal levels of vibration and the equipment’s ordinary movement. Fitting a mechanical seal of the optimum design, size and material can improve the lifespan and productivity of machinery. If you have any questions about our range of mechanical seals, don’t hesitate to contact us.
Various types of spring mechanisms are used in mechanical seals to supply the pressure to keep the stationary and rotating seal faces together. They can be divided into four general types: single spring, multiple spring, wave spring and metal bellows.
The spring mechanism must supply the appropriate degree of pressure, too little pressure will allow leakage. Too much pressure can cause excessive wear and cause complete seal failure. The type and length of the spring is designed to provide the correct pressure. While the degree of pressure is critical, it is not the only factor involved. Mechanical seals also rely on fluid film – the lubrication between the stationary and rotating seal faces.
Without lubrication between the two seal faces, the equipment would quickly overheat, causing damage to the seal and possibly to the shaft as well. The faces rotate on a film of fluid, this distance is almost infinitesimal, about one micrometre. (One micrometre is 0.001 millimetre.) The correct lubrication for the application is an essential part of a mechanical seal and adds to its efficiency and lifespan. This is vital for understanding how does a mechanical seal work.
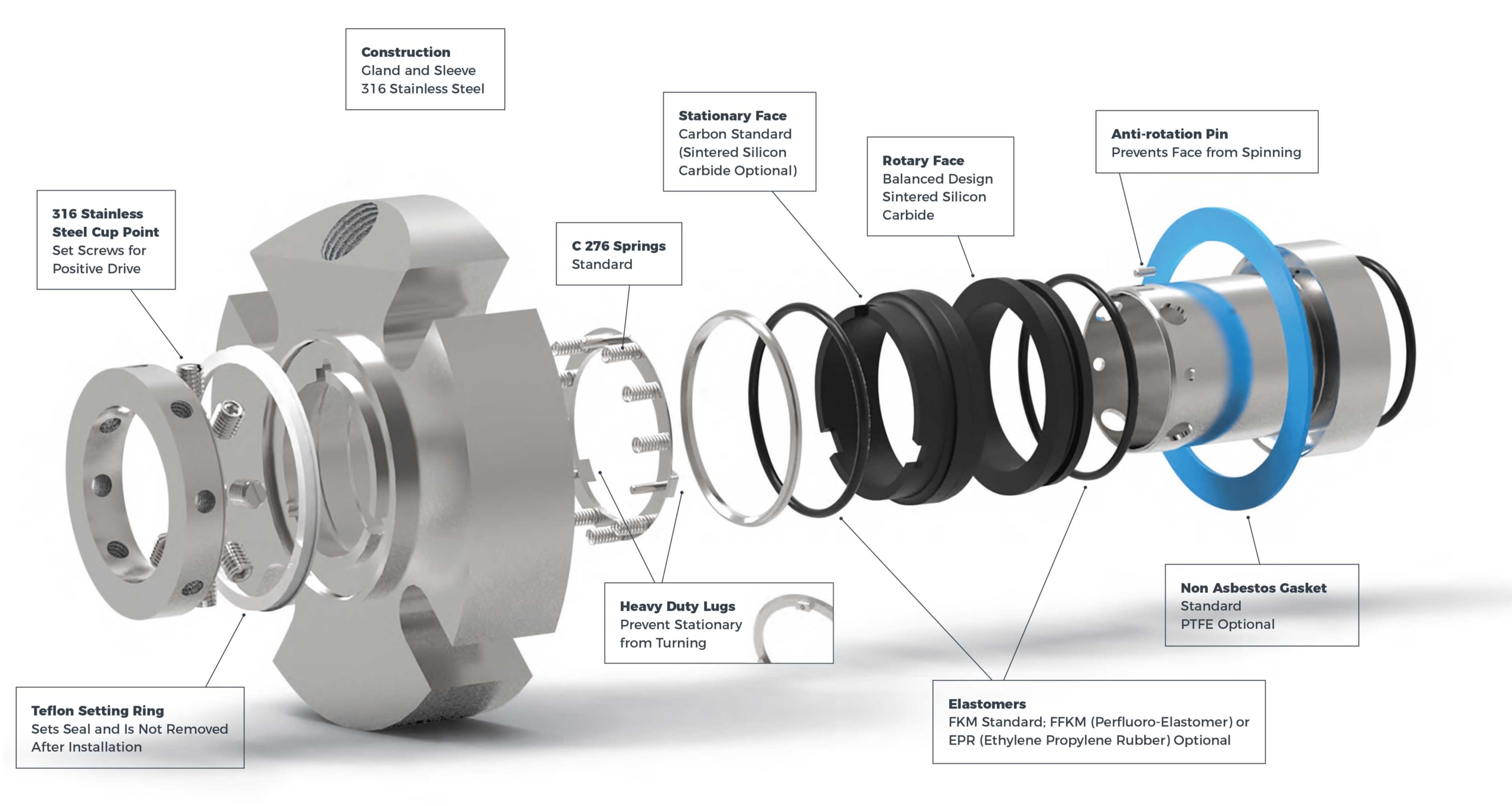
Mechanical seals are manufactured with different face materials depending on the application involved. These include Carbon, Ceramic, Silicon Carbide. Tungsten Carbide and Stainless Steel.
The most common face combination is Carbon-Ceramic for applications generally having clean media. Where the media contains assorted particles, then harder faces would be used either carbon against silicon carbide, or perhaps silicon carbide against-silicon carbide. For applications where the media might be sticky, e.g. fruit juice, then Tungsten Carbide faces could be used. For Hygienic seals, the faces are often Carbon against Stainless steel. However, there are food quality grades of the other face material. Choosing the most suitable face combination will prolong the life of the mechanical seal.
While the seal faces are generally unaffected, the elastomeric secondary seals must be of a material that won’t be affected by the media, being pumped or any cleaning solutions that might be used. The secondary seals O-rings or Rubber Boots need to be made of a material that is resistant to whatever is being pumped. Materials used for secondary seals include Nitrile, Epdm, Fpm, Ptfe and others. The rubber parts of the mechanical seal mustn’t be attacked by the media used. Choosing the correct elastomer will help prolong the life of the mechanical seal. Selecting the correct faces, correct spring length, and with the right elastomeric secondary seal will prevent early seal failure.
Mechanical seals have applications in many, many fields from agriculture to pharmaceutical to manufacturing. Mechanical seals also come in a wide range of sizes. But to know which one will meet your needs, you must understand how a mechanical seal works. When you are familiar with the basics, you can better explain your needs. Abbey Seals staff can help you choose the optimum seal for your application, and we are happy to answer any questions you have about seals and how they work.
Mechanical seals form a critical part of any mechanical operation involving fluid movement through rotational shafts, such as in the case of pumps. These seals ensure that the fluid does not leak out of a closed system and contaminants do not enter the system. In pumping applications, mechanical seals are placed at the point of entry or exit of a rotating shaft, preventing the pressurized fluid from escaping the pump housing and withstanding the friction generated from the shaft rotations.
Mechanical seals are devices that accommodate a rotating shaft while containing and preventing the fluid from leaking out of the enclosed housing. While different mechanical seal designs are available for pumping applications, most have three sealing points.
These three sealing points ensure that the fluid contained within the pump housing does not leak while also preventing dust particles in the atmosphere from entering the housing.The mechanical seals are usually made up of different materials to prevent sticking. Typically, one side of the seal uses softer materials like carbon graphite, and the other is made of harder materials such as silicon carbide or ceramic alumina. However, hard materials are preferred for both surfaces if the pumping application involves abrasive fluids.
In addition to the two materials, the sealing unit also comes with O-rings to seal the stationary face on the housing side and the rotating face on the shaft side. Springs are also used to keep both faces pressed.
In most cases, the two faces of the seals are also lubricated to prevent friction and wear. Depending on the application, this fluid film can either be a separate lubricant or the process fluid itself.
Mechanical seals can be selected based on the type of pump application. Choosing the wrong seal can affect pump performance and lead to damage and costly repairs.An unbalanced mechanical seal is preferred if the pump needs to operate at a lower pressure. However, high pressure pumping applications require balanced mechanical seals. Balanced seals also perform better in high temperature operating conditions. Cartridge seals require less maintenance but are more expensive, hence used for limited applications.
At Hayes Pump, we have a fully staffed, factory-trained parts department to help you quickly with the correct mechanical seal for your pump. You canrequest a quotefor your part orcontact usto get further assistance.
A mechanical seal can be used to create a sealing face in any system where rotating shaft protrudes from or into a housing. The vessel may be filled with fluids or be under pressure but the seal must maintain the rotating action and be reliable. Gland packing was traditionally used for this purpose but in higher specification machinery a mechanical seal is necessary.
A mechanical seal is simply a method of containing fluid within a vessel (typically pumps, mixers, etc.) where a rotating shaft passes through a stationary housing or occasionally, where the housing rotates around the shaft.
When sealing a centrifugal pump, the challenge is to allow a rotating shaft to enter the ‘wet’ area of the pump, without allowing large volumes of pressurized fluid to escape.
To address this challenge there needs to be a seal between the shaft and the pump housing that can contain the pressure of the process being pumped and withstand the friction caused by the shaft rotating.
Before examining how mechanical seals function it is important to understand other methods of forming this seal. One such method still widely used is Gland Packing.
Packing needs to press against the shaft in order to reduce leakage – this means that the pump needs more drive power to turn the shaft, wasting energy.
The stationary part of the seal is fitted to the pump housing with a static seal –this may be sealed with an o-ring or gasket clamped between the stationary part and the pump housing.
The rotary portion of the seal is sealed onto the shaft usually with an O ring. This sealing point can also be regarded as static as this part of the seal rotates with the shaft.
One part of the seal, either to static or rotary portion, is always resiliently mounted and spring loaded to accommodate any small shaft deflections, shaft movement due to bearing tolerances and out-of-perpendicular alignment due to manufacturing tolerances.
The primary seal is essentially a spring loaded vertical bearing - consisting of two extremely flat faces, one fixed, one rotating, running against each other. The seal faces are pushed together using a combination of hydraulic force from the sealed fluid and spring force from the seal design. In this way a seal is formed to prevent process leaking between the rotating (shaft) and stationary areas of the pump.
If the seal faces rotated against each other without some form of lubrication they would wear and quickly fail due to face friction and heat generation. For this reason some form of lubrication is required between the rotary and stationary seal face; this is known as the fluid film
In most mechanical seals the faces are kept lubricated by maintaining a thin film of fluid between the seal faces. This film can either come from the process fluid being pumped or from an external source.
The need for a fluid film between the faces presents a design challenge – allowing sufficient lubricant to flow between the seal faces without the seal leaking an unacceptable amount of process fluid, or allowing contaminants in between the faces that could damage the seal itself.
This is achieved by maintaining a precise gap between the faces that is large enough to allow in a small amounts of clean lubricating liquid but small enough to prevent contaminants from entering the gap between the seal faces.
The gap between the faces on a typical seal is as little as 1 micron – 75 times narrower than a human hair. Because the gap is so tiny, particles that would otherwise damage the seal faces are unable to enter, and the amount of liquid that leaks through this space is so small that it appears as vapor – around ½ a teaspoon a day on a typical application.
This micro-gap is maintained using springs and hydraulic force to push the seal faces together, while the pressure of the liquid between the faces (the fluid film) acts to push them apart.
Without the pressure pushing them apart the two seal faces would be in full contact, this is known as dry running and would lead to rapid seal failure.
Without the process pressure (and the force of the springs) pushing the faces together the seal faces would separate too far, and allow fluid to leak out.
Mechanical seal engineering focuses on increasing the longevity of the primary seal faces by ensuring a high quality of lubricating fluid, and by selecting appropriate seal face materials for the process being pumped.
When we talk about leakage we are referring to visible leakage of the seal. This is because as detailed above, a very thin fluid film holds the two seal faces apart from each other. By maintaining a micro-gap a leak path is created making it impossible for a mechanical seal to be totally leak free. What we can say, however, is that unlike gland packing, the amount of leakage on a mechanical seal should be so low as to be visually undetectable.

Mechanical seals touch nearly every aspect of industrialized society. Wherever a rotating shaft moves fluid, mechanical seals play a key role in sealing process fluids in, keeping contaminants out, or both.
A few basic components and principles in mechanical seal design contribute to a working seal at the interface of the rotating shaft and stationary pump/mixer/seal-chamber housing. Mechanical seals are usually end-face seals or rotating-face seals, but in some designs they can be circumferential or even a hybrid of lip-type seals. In either case, the following components are common to all mechanical seals:
Stationary primary sealing element:fixed to the stationary housing of the pump, mixer or other equipment through which the rotating shaft passes and seals against the rotating primary sealing element
The more common end- or rotating-face mechanical seal designs feature mating faces as the primary sealing elements. Rings of ceramic, carbide, carbon or composites of these materials are lapped flat in the range of less than 1 micron on an axial end face. These lapped faces run against each other, one rotating with the shaft and the other stationary with the equipment housing.
The sealed fluid migrates between the flat faces and forms a stable fluid film at this interface. During shaft rotation, the face materials heat up, wear and degrade quickly without a lubricating fluid film between them. The sealed fluid creates this thin lubricating film.
In a lip-seal-type mechanical seal, a thin film of sealed fluid also lubricates the sealing interface. Rather than two flat rings, the sealing interface is a polymer material deflected against a hard material. This material could be a hardened, coated or plated metal, ceramic, or carbide face or sleeve. One of these elements rotates with the shaft while the other is stationary with the equipment housing.
Leakage is a function of the mathematical cube of the film thickness, so to minimize leakage, the gap at the sealing interface must be kept at a functional minimum. Closing forces are used to optimize this design parameter throughout the operating range of the mechanical seal.
The initial closing force ensures that the seal will function properly from startup. In end- or rotating-face mechanical seal designs, the initial closing force is provided by a spring component, which can be a single coil spring, multiple coil springs, a deflected bellows unit (elastomer or metal), or formed or flat springs. Initial biasing forces also can be created by magnets, compressed elastomers or any other means of applying a closing force between sealing elements. In a lip-type mechanical seal, the initial closing force is typically from the deflected polymer of the lip-type seal or a garter spring for less resilient materials.
The sealing elements must be secured to the rotating shaft and stationary housing of the equipment being sealed. O-rings, gaskets and other elastomer seals stop leakage at these interfaces.
A static secondary seal stops leakage between components that do not move relative to each other. One example is the interface between a sleeve and a shaft, where both rotate but do not move relative to each other. A dynamic secondary seal, on the other hand, stops leakage between components that move relative to each other. An example is a spring-mounted seal face, where the face is free to move as the spring deflection allows, and the secondary seal will stop leakage between the seal face and the component to which it is resiliently mounted.
A lip-type mechanical seal may only require static secondary seals because the deflection of the lip-type seal accommodates equipment operating motion. All effective end- or rotary-face mechanical seals require at least one dynamic secondary seal. This is because the mating faces of the sealing interface are rigid materials that cannot comply with any equipment shaft/housing misalignments, thermal growth and shaft end-play. The dynamic secondary seal will accommodate the relative motion between at least one of the seal faces and the component to which it is mounted.
Mechanical seals are used with many process fluids. Each fluid has different lubrication qualities, but a thin, lubricating film at the sealing interface is always needed. A film that is too thick will increase leakage and may allow particulate between the faces, which will increase wear from abrasion. A film that is too thin will generate heat and cause materials to degrade. Keeping the sealing interface cool and clean will promote longer seal life.
Seal design can influence film thickness by balancing the closing forces on the sealing interface in such a way that the sealing interface does not become overloaded as process pressures increase. A closing force that is too high will lead to a fluid film at the sealing interface that is too thin, generating detrimental heat.
Another way to influence film thickness is to design surface features at the sealing interface that promote hydrodynamic lift between the rotary and stationary sealing elements. This can help create a purposeful separation at the sealing interface that results in a thicker fluid film that provides cooling and decreases face wear.
Primary seal material selection can influence seal life as well. Chemical or process compatibility is just one consideration. Harder materials are more resistant to abrasive processes, but if both sealing elements are hard materials, the wear characteristics may be less desirable in a nonabrasive application.
Using one sealing element made of a softer material and/or one that contains lubricating components such as graphite decreases friction for starting and incidental contact. The use of composite hard faces will also reduce friction by providing microscopic reservoirs of system fluid at the interface.
Thermal conductivity of materials will dissipate heat away from the sealing interface, promoting seal life. Material toughness also can play a dominant role in mechanical seal life. The inherent material surface texture may also play a role in promoting desirable film thickness.
Note that many seal failures result from failed secondary seals that have exceeded chemical compatibility, pressure or temperature limits. Metal parts must be compatible to avoid corrosion, and springs and other hardware must hold up in service.
Process and seal environmental controls greatly contribute to a cool, clean lubricating film at the sealing interface. If the process fluid is a slurry mixture, process pressure will drive the particulate-laden fluid into the sealing interface, resulting in abrasion and accelerated wear.
Environmental controls, such as a restriction bushing and clean flush, can isolate the mechanical seal from the harsh process so the seal is mostly sealing the cleaner, cooler flush fluid. In other cases, the pump product may crystallize, abrading the sealing interface and causing premature wear. Product crystallization can be prevented by using temperature controls, quenching the atmospheric side of the sealing interface, or using a double seal with a buffer or barrier fluid.
There are many process considerations other than abrasion that might prevent a cool, clean lubricating film at the sealing interface. If the sealing fluid has a low vapor point, for example, flashing can result. Flashing occurs when the sealed fluid changes from liquid to gas at the sealing interface, expanding quickly and forcing the sealing elements apart until the pressure and temperature are relieved, only to have the sealing elements collapse back into contact. Mechanical damage to the sealing contact surfaces quickly results in seal failure. No lubricating film is established. Operators must incorporate process controls and ensure proper mechanical seal selection to prevent such upsets. There are many other process conditions that require special attention such as fluids that harden, are toxic, must be kept anaerobic, are part of food or water supply, or present another specific constraint.
Seal environmental controls are often overlooked, resulting in surprisingly short seal life. Many seal failures of this type happen in cool water applications. Cool water is an effective sealing fluid for creating a stable lubricating film at the sealing interface, but failure to apply proper seal environmental controls can lead to seal failure.
Many cool water applications fail prematurely because they are vertical, with the seal installed at a high point in the system where air is trapped. Without properly venting the air out of the seal chamber area, the mechanical seal seals air, not cool water. This is a dry-running condition that generates heat and quickly degrades the materials at the sealing interface.
A common environmental control used in vertical applications is a recirculation line from the seal chamber to pump suction, but in some cases the seals run dry for too long before the fluid replaces the air in the seal chamber.
Poor equipment conditions—caused by bad bearings, cavitation, excessive impeller loads and misaligned shafts—result in excessive motion, vibration and mechanical shock to the mechanical seal. These conditions cause greater stresses, more heat and more opportunity for abrasives to enter the sealing interface.
Mechanical seals are designed to handle a range of motions and conditions, but they are just one machinery component in a larger system. Understanding the basics of mechanical seals and how they may be adapted for different application requirements is critical for choosing the best seal for the job and ensuring optimal system reliability.
We invite your suggestions for article topics as well as questions on sealing issues so we can better respond to the needs of the industry. Please direct your suggestions and questions to sealingsensequestions@fluidsealing.com.

Mechanical seals prevent leaks of the pumped fluid and the loss of expensive pumped products. They keep or seal the pump so that the fluid stays inside it. Since about the 1950s, mechanical seals have almost completely eliminated the inefficient and expensive stuffing box.
They are installed where the pump shaft enters or leaves the pump housing. Seals of various types, sizes, and configurations are available. However, they all use the basic principle of a combination of fixed and rotating surfaces.
The mechanical seal works by using two very flat overlapping surfaces, which makes leakage difficult to occur. One surface does not rotate with the axis (stationary), while the second surface rotates with the axis (rotates).
When the two faces rub together, the fluid film between the two faces migrates for cooling and lubrication purposes. Ideally, the pumped fluid will flow out between the two faces, enter as a liquid, and evaporate when it reaches the atmosphere.
It must be pointed out at this point that all mechanical seals leak some very small amounts of steam, so even the best mechanical seal design will lose a small part of the pumped fluid.
Generally, there are various types of mechanical seals. According to design and layout, mechanical seals are generally divided into the following categories:
Mechanical seal can be divided into the internal seal, external seal, push-in seal, Non-push seal and Balanced seal. Here are the details of each type of mechanical seal.
The design of the internal seal is that the rotating part of the mechanical seal is located in the pump seal cavity. For internal seals, fluid and pressure are applied to the outer diameter (outer diameter) of the seal. Generally, internal seals are used for higher pressure applications compared to external seals.
The design of the external seal is that the rotating part of the mechanical seal is located outside the pump seal cavity. Normally, external seals are used for chemical applications of non-metal parts: the pumped fluid does not come into contact with the sealed metal parts, so expensive and/or special materials are usually not required.
Push-in seal is a design that pushes a dynamic secondary seal (o-ring, wedge or other type of equipment) through the shaft as a means of compensating for surface wear and/or shaft movement.
In a balanced seal, the hydraulic pressure used to close the sealing surface is significantly reduced. The advantage of a balanced seal is that less heat is generated because the pressure is reduced to force the surfaces together. Therefore, they can withstand higher pressures than unbalanced seals.
Mechanical seals act without any reduction on the full hydraulic pressure present in the seal chamber in unbalanced seals. In low-pressure applications, unbalanced seals are the best choice.
Double seal: In this structure, two (2) mechanical seals are used face to face, back to back or in series (facing the same direction), thereby allowing buffer fluid or gas to be introduced between the two sets of sealing surfaces. Double seals are mainly used to seal volatile organic compounds, dirty, non-lubricated or very viscous products. In addition, they are also used for products that are cured or changed state.

An end-face mechanical seal is a device used on a rotating shaft to keep fluids in and contaminants out. It prevents the fluid moved through an asset, most often a centrifugal pump, from leaking. These seals are located in the asset’s stuffing box or seal chamber. This is the area of the pump where the pump shaft connects to the drive (an electric motor, for example).
Except for air seals, which will be discussed later, most types of mechanical seals consist of two flat faces that are installed perpendicular to the shaft. One of the faces is mounted stationary to the seal chamber housing. The other face rotates with the shaft to provide the primary seal. Axial mechanical force and fluid pressure maintain the contact between the seal face materials. This contact prevents leakage and retains the fluid within the pump.
Component, end-face mechanical seals consist of a separate rotating member and a stationary seat that mount in a gland or housing. Since they are not preset, installation and maintenance are more complicated than cartridge seals. Installing these requires experienced technicians who can properly install and adjust them.
Air seals are noncontacting, pneumatic devices engineered to seal rotating shafts. These seals are primarily installed in dry powder or slurry applications. They protect against product loss, emissions, and contamination by using small amounts of air or inert gas. This air is throttled to create positive pressure and an effective seal.
Most mechanical seals have five parts:Rotating primary face– Fixed to and rotates with the shaft and seals against the stationary primary sealing element
Stationary primary face– Fixed to the stationary housing of the pump, mixer or other equipment through which the rotating shaft passes and seals against the rotating primary sealing element
Mechanical loading devices– Biases the primary sealing elements in contact to initiate sealing. These can be a single spring, multiple springs, wave springs, or metal bellows.
Static and/or dynamic secondary seals– Seal between the mechanical seal components and the equipment shaft and housing that compensates for any shaft movement that may damage the seal faces.
In summary, knowing the mechanical seal types and the parts that make them up is only the beginning. Assessing the application, installation, and operation (with leakage limits) helps determine which seal type will be selected and how well it will perform in the system. This important decision factors into overall system reliability.

The use of the word “seal” is a misnomer; as a mechanical seal is a restrictive flow path,that is either an angular or radial gap.The flow through this gap is generally so low it goes unnoticed if a liquid or inconsequential if a gas.
A mechanical seal works byretaining a liquid or gas inside a rotating piece of equipment. Mechanical seals can be designed to prevent contamination of the process by the environment and prevention of leakage of the process into environment.
The basic components of a mechanical seal are a Rotating Part and a Stationary Part. The primary seal of a mechanical seal consists of a rotating face and a stationary face. The faces are kept lubricated by maintaining a thin film of fluid between each face. There is a very small gap between these 2 components which creates a restrictive flow path.
There are other components namely o-rings or gaskets which are used as secondary seals and hardware which is used to support the seal faces and to attach them to the rotating part (i.e shaft) and stationary part (i.e cover plate).
The primary seal of a mechanical seal is made up of 2 seal faces where these two parts meet is where the seal gap is located. The mating surface of the seal face is machined to a very tight tolerance.
Double Seal (Barrier) => consists of two primary seals in various arrangements. There is a barrier fluid between the two primary seals which is at a higher pressure than the process. There is always some leakage of the barrier fluid in process & out to atmosphere. As long as barrier pressure is maintained there is no leakage of process to atmosphere or contamination of process by environment.
Double Seal (Barrier) – Wet => is a double seal where the barrier is a liquid. It is generally the most robust seal. It has a good pressure, speed and temperature capabilities.
Gas Contacting Seal– the seal faces are in contact, the soft face wear acts as a lubricant. Low pressure, speed and temperature capabilities and possibilities of wear getting into the process.
Gas Non Contacting Seal – the seal faces are NOT in contact. They are kept apart by a flow of gas between the faces. Good temperature, speed and pressure capabilities. If operated correctly their is no wear but care must be taken in order to minimise shaft run out.
Cartridge seal =>is where the rotating and the stationary hardware are pre-assembled before mounting onto the pump/mixer. Cartridge seals are much easier to fit & maintain compared to the component seal.
A lip seal is a specific type of seal, it is a radial seal, where the part that seals against the rotating surface is a narrow cross section, soft material i.e the lip and it is made from an elastomer or non-elastomer material with a backup spring. Most commonly used to seal bearings in Mixers/Agitators. A lip seal rotates too quickly to be used on pumps.
Abarrier fluid is any gas or liquid which is used to pressurise a double mechanical seal. It must be compatible with the process, generally non-toxic and a good lubricant.
Please consult the pump manufacturer/distributor for guidance on these calculations for mixer seals, the barrier pressure is set at a certain value above the maximum vessel pressure.
Packing is a material that is stuffed between a rotating shaft and a stationary part gland to maintain pressure. Packing is a low cost alternative to mechanical seals.
We supply mechanical seals into the pharmaceutical, bio-technology, chemical processing, mineral and ore processing, semi-conductor and general industries.
Depending on your particular application, if you are looking mechanical seals to suit a pump application; Mechanical Seal for Pumps, or if you are trying to source mechanical seals for an agitator or tank mixer; Mechanical Seal for Agitator, or perhaps you have a hygienic application in mind, take a look at our range of Mechanical seal for Hygienic & Aseptic applications.
Our Mechanical Seal specialists can advise you on the appropriate selection of a seal support system which will deliver years of reliable service and operating cost savings in the longer term.
If you have any query around how to install mechanical seals or have some concerns around seal failures, why not contact one of our seal specialists below to discuss it in more detail and find out how we can help solve your issues and get your process running reliably again.

www.watertechonline.com is using a security service for protection against online attacks. An action has triggered the service and blocked your request.
Please try again in a few minutes. If the issue persist, please contact the site owner for further assistance. Reference ID IP Address Date and Time 6870f9dd02577cf1d26e6b817a4a4553 63.210.148.230 03/04/2023 08:40 AM UTC

The mechanical seal is one of the most important components of a pumping system. As the name suggests, the seal is a simple component that forms a barrier between the motor and the volute of a pump, protecting the motor against leakage.
Leakage is death to any mechanical instruments and pumps are no exception. Fluid leakage often results in corrosion of the casings, sleeves and bearings. Corrosion left unattended over a period of time will will degrade the construction material of the pump. Fluid leakage that enters the motor shaft can short circuit the motor.
Naturally, these problems will impede proper pump functioning and eventually could stop the pump from running altogether. Companies often spend a lot in terms of money, wasted manpower and lost operational time to fix leakage.The mechanical seal is designed to prevent that leakage from ever happening. Mechanical seal shaft failure is the number one cause of pump downtime according to WaterWorld magazine.
Submersible wastewater pumps, such as sewage pumps, are particularly susceptible to the dangers of leakage as their operation depends on being surrounded by water that may contain potentially corrosive or clogging waste solids. This water can accumulate in the motor casing and obviously a submersible pump cannot be drained without interrupting operation.
A wide variety of seal types are available for any number of applications. The type of seal most commonly used in sewage pumps is an end face mechanical seal.
In an end-faced seal two ringed “faces” or seal heads rest flat against each other (but are not attached) in the seal chamber, which is located between the volute (the “wet end” of the pump) and the motor. An actuator, such as a spring, presses the faces close to each other.
The rotating motor is inserted through the two ringed faces and attached to the impeller. As the motor shaft rotates, the upper seal (closer to the motor) rotates with the shaft. The bottom seal closer to the volute remains stationary.
This action creates a sealing interface which keeps the water in the volute and prevents leakage. A minimal amount of water might escape the sealing interface but this liquid essentially acts as a lubricant for the seal and will eventually evaporate from heat.
All the components of an end faced mechanical seal work in unison to prevent leakage and are equally important to proper functioning. The main components are:
1. The primary seal faces that rest against each other. The primary seal faces are typically made of durable materials such as silicon carbide, ceramic carbide or tungsten. Certain materials work better for certain applications. For instance, silicon carbide is resistant to acidic liquids, less so to alkaline liquids. Generally, face materials should be of high hardness and should have the ability to slide on each other.
2. Secondary seal surfaces or faces. The secondary faces surround the primary seal faces, but do not rotate. The secondary surfaces hold the primary faces in place and create an additional barrier. Secondary faces can come in a variety of forms – examples include o-rings, elastomers, diaphragms, mating rings, gaskets and wedges. The secondary face also allows for shaft deflection and misalignment.
3. Actuator or a means of pressing the seal faces together and keeping the entire seal properly aligned to the shaft. Often (but not always) a loaded spring. The actuator is mounted above the seal face closer to the motor while the motor shaft passes through the spring.
Mechanical seals are precise, sensitive and temperamental instruments. Even seemingly minor mishandling can negate the seal’s functionality. Therefore Pump Products highly recommends leaving the mounting and installation of mechanical seals to qualified technicians.
Before you actually handle your mechanical seal, be sure to wash your hands thoroughly. Because the faces are meant to be extremely flat, even small particles from the oil of human hands can damage the surface integrity of the faces and render the seal useless. Make sure to wipe the seal itself with an alcohol solution, in case another person touched the seal faces during the packing or shipping process.
The following is a basic guide to replacing a defective mechanical seal. Each seal should come with its own specific instructions, but this is overview covers the most essential parts of the mounting process.
2. Carefully remove the old seal head, taking care not to scratch the motor shaft. Take note of how the seal was mounted; the new seal will be mounted in the same manner.
Mechanical seals are classified by construction type and the construction type is expressed through a letter code. The seal listing code will designate the construction material of each component. For example, here is a construction code guide from U.S. Seal:
The construction materials of the seal will in turn inform what specific seal is suited for your specific pumping application. You can consult a material recommendation chart to best choose the right mechanical seal.
The above chart is a guide to identifying and sizing the appropriate mechanical seal for your pump. Because seals are specifically engineered instruments, making sure that the seal is properly sized for a specific pumping system and application is critical. Manufacturers often make specific recommendations for the type of material to use for an application as well – a recommendation chartis helpful.

When it comes to deciding on the best sealing solution for your pumps or agitators, newer developments in sealing technology offer more options than ever before. Although gland or packing seals have been the default sealing method of choice for many years, mechanical seals provide many operational benefits and should also be considered.
Packing seals have been the most widely used sealing solution for many years. Packing seals use rope-like materials that wrap around the shaft of a pump, filling in dead space and minimizing fluid loss. Over time, however, fluid loss will increase as the gland packing material begins to wear down and may impair regular lubrication or reduce ease-of-replacement that is required to function properly.
Mechanical seals are preferred over traditional packing seals in diverse applications during which leakage problems should be avoided. Mechanical seals are more durable than their predecessors and are designed to take much more punishment. Basic mechanical seals use multiple sealing points to nearly eliminate any leakage issues.
While one sealing point stays fixed, another rotates with the shaft. Fluid leakage is stopped by either a wedge, V-ring or O-ring as the lapped faces collapse.
Whether you’re considering mechanical seal vs. packing seal solutions, look to DXP. We act as both mechanical seal suppliers and packing seal suppliers depending on what your situation requires.
Packing seals are typically the most economical choice for sealing solutions, which is why they still widely used. They are also easier to install than mechanical seals. Packing seals don’t require that you decouple the drive shaft, leaving a considerably shorter installation time than other types of seals.
Packing seals are also a bit more forgiving than mechanical seals. While pumps and agitators have large amounts of radial movement and a higher chance of misalignment, packing seals can adapt to the conditions and maintain their integrity.
A good example of an industry where packing seals are preferred is mining and ore processing, where packing seals are the economic choice and able to adapt to the large shaft movements and equipment sizes.
Mechanical seals are the ideal choice when seal leakage is not an option for equipment or applications. This is usually the case when pump leakage can cause environmental or safety issues. Mechanical seals are much more durable than packing seals and are the better choice for long-term operation of your pumps.
Although mechanical seals can be costlier than packing seals, they are a great investment that can save you the costs of constant packing seal repairs and replacements. When considering gland packing vs mechanical seal solutions, mechanical seals are the best for minimizing sleeve damage. Packing seals are removed and replaced much more often than mechanical seals, which causes considerable wear and tear to the pumps as they are disassembled and reassembled.
When choosing the sealing option that’s right for your applications, mechanical seal and gland packing seal offer both pros and cons. You can search our list of seals and gaskets to find the solution works best for your business. Whether your decision is based on sourcing the highest-quality solution or the most economical, DXP can meet the needs of your application.

Power machines that have a rotating shaft, such as pumps and compressors, are generally known as “rotating machines.” Mechanical seals are a type of packing installed on the power transmitting shaft of a rotating machine. They are used in various applications ranging from automobiles, ships, rockets and industrial plant equipment, to residential devices.
Mechanical seals are intended to prevent the fluid (water or oil) used by a machine from leaking to the external environment (the atmosphere or a body of water). This role of mechanical seals contributes to the prevention of environmental contamination, energy saving through improved machine operating efficiency, and machine safety.
Shown below is a sectional view of a rotating machine that requires the installation of a mechanical seal. This machine has a large vessel and a rotating shaft at the center of the vessel (e.g., a mixer). The illustration shows the consequences of cases with and without a mechanical seal.
If the aim is solely to prevent leakage from the machine, it is effective to use a seal material known as gland packing on the shaft. However, a gland packing tightly wound around the shaft hinders the motion of the shaft, resulting in shaft wear and therefore requiring a lubricant during use.
Separate rings are installed on the shaft and on the machine housing to allow minimal leakage of the liquid used by the machine without affecting the rotating force of the shaft.
To ensure this, each part is fabricated according to a precise design. Mechanical seals prevent leakage even with hazardous substances that are difficult to mechanically handle or under harsh conditions of high pressure and high rotating speed.
A mechanical seal is installed on the impeller rotating shaft. This prevents the liquid from leaking through the clearance between the pump body and the shaft.
The rotary ring rotates with the shaft. The stationary and rotary rings rub against each other ensuring a clearance in the order of micrometers maintained between them. Where they rub against each other, they are referred to as “face materials.”
The face materials where the stationary ring and the rotary ring rub against each other are the most important portions as a barrier to the fluid. If the clearance is too small, the friction increases, hindering the shaft motion or resulting in seal breakage. Conversely, if the clearance is too large, the liquid will leak. Consequently, it is necessary to control the clearance in the order of micrometers to prevent leakage, but at the same time ensuring lubrication by the fluid, thereby reducing the sliding torque and avoiding hindrance to the machines’ rotation.
The mechanical seal technology is a sum of mechanical engineering and physical property technology due to the above-mentioned functions and applications. More specifically, the core of the mechanical seal technology is the tribology (friction, wear and lubrication) technology used to control the surfaces where the stationary and rotary rings rub (slide) against each other.
Mechanical seals with improved functionality will not only prevent the liquid or gas handled by a machine from leaking to the outside, but also improve machine operating efficiency, thereby helping achieve energy saving and prevent environmental contamination. Moreover, in some cases, rotating machines handle media that, in the case of leakage, can lead to a dangerous accident. Therefore, mechanical seals are required to be highly reliable through manufacturing backed by solid engineering expertise.
These functions and roles will make mechanical seals increasingly important functional parts in the future. Their further technical innovation is anticipated. To positively respond to these expectations, Eagle Industry is working on technical research and development every day.
The mechanical seal technology was fundamentally established in the 1960s. Thereafter, it has been making significant progress by introducing various leading-edge technologies, and innovative mechanical seals created from the above advanced technology are continuously being put to practical use.
To meet the demands of the market sufficiently, an applicable range of the “pressure” and “rotation speed” of mechanical seals has been considerably extended since the beginning of the 2000s. This is due to advancing of the tribology technology such as to enhance a function of the sliding materials (e.g., composite material composition, coating technology) and/or a performance of the sliding surfaces based on the fluid lubrication theory (e.g., non-contact mechanical seal, surface textured mechanical seal). These advanced technologies are sustained by improvement in the element technology of numerical analysis, processing/production, physical property/composition analysis, measurement, verification test, and so on.
Source: “Current status and future prospects of a wind/hydraulic machinery industry from 2021 to 2025”, The Japan Society of Industrial Machinery Manufacturers (2021).
As a premier industrial seal pot manufacturer, we offer standard and custom built ANSI / API mechanical seal support systems for industrial, chemical, and petrochemical applications. Seal pots for pumps and systems provide a protective seal reservoir buffer between the product and the atmosphere, and isolate potential product leaks to the atmosphere. As a safety measure, seal pots for pumps and systems perform a vital duty protecting the environment and personnel from the dangers of hazardous materials.
Carotek Seal Pots are fully Made in America and meet all the ASME Code (Section VIII, Division 1, E2007, 2008a, Addenda) requirements and ANSI or API specifications as needed. Our modular designs are adaptable and can be combined with cooling coils, level switch/transmitters, pressure switch/transmitters, air coolers, and circulating pumps for a wide variety of applications. They are durable,flexible, and offer reliable performance for your demanding operations. They are available in many different materials including stainless steel pressure vessels.
When you compare our Seal Pots to John Crane Seal Support Systems, Swagelok Seal Support Systems, or Eagle Burgmann Seal Supply Systems, you will see why Carotek can best meet your needs.



 8613371530291
8613371530291