
mechanical seal failure analysis manufacturer

When a mechanical seal fails in one of your operation’s vital pieces of equipment, figuring out the cause of the failure is often even more important than procuring a replacement seal. After all, if there is an underlying issue causing your seals to fail, replacing the seal is only going to be a temporary fix. Unless you plan on purchasing and installing new seals on a regular basis – something that can quickly become both expensive and time-consuming – figuring out the cause of your seal failures is an essential objective.
This is where mechanical seal failure diagnostic services can prove highly valuable. By simply examining your broken seal, we at Gaddis Mechanical Seals are able to pinpoint the exact cause of its failure, enabling you to perform whatever repairs are necessary to keep the same issue from happening again in the future.
At Gaddis Mechanical Seals, we strive to make our seal failure diagnostic services as convenient as possible for our valued customers. All you have to do is send us your broken seal along with any available information regarding where the seal was located and the events leading up to its failure. From there, our expert team will perform a wide range of diagnostics to determine the exact cause behind the seal’s failure.
This includes inspecting the seal’s O-rings, face, springs, gasket, and every other component. By determining the exact component within the seal that failed and analyzing the design of the equipment that it came from, we are able to provide our customers with an accurate and detailed description of exactly what needs to be fixed in order to prevent the same issue from happening again.

Fluid Sealing International offers Mechanical Seal Analysis (MSA) service. As a seal is disassembled all parts are inspected to determine their condition with respect to original specifications. It is during the MSA procedure that a failure mode can be identified and recommendations can be determined. These may include changes required in equipment operation, suggested environmental controls for improved performance, upgrades in seal materials, or even a change in seal design.
After a complete inspection of the seal, all major parts are cleaned and replaced. Where necessary, Fluid Sealing International can provide Mechanical Seal Repair Services to repair your seal.
Fluid Sealing International is a mechanical seal manufacturer focused on the needs and requirements of its customers. Since 1982, the FSI policy has been to design, manufacture, provide, and service the most reliable sealing systems available to today’s industries.

Inferior mechanical seals for pump-based systems are a potential “Achilles’ heel” on the production floor, and in some industries fugitive emissions pose a significant environmental threat.
Calkins seals and seal support systems combine great design, high-quality construction and consistent performance in real-life field operations. With the right seals, your “Achilles heel” can become your hero, delivering trouble-free performance over extended periods without excessive maintenance, power usage or repair downtime.
Calkins supplies and services mechanical and cartridge seals for a variety of design groups, and in a wide range of configurations, including Single, Double, Split, Mixer, Bellows and Specialized. Calkins also provides and services bearing protection systems.

Knowing the manufacture and model number of the mechanical seals and pumps at your plant is imperative when managing your plant. Carolina Seals offers an Equipment Survey program in which we will collect important data about equipment such as but not limited to: Equipment ID and service name, Type and mfg of mechanical seal, Single seal or Double seal, API piping plan, standard bore or large bore seal chambers, pump Mfg and Model #s, bearing isolators or lip seals, oil bath or grease, motor frame size, Horse power, & rpms. With help from the plant we can determine how critical each piece of equipment is and create an Excel spreadsheet listing the collected data. This spreadsheet will aid you in determining the following: Troubleshooting issues with pump & sealing specialist, Inventory of pump parts and mechanical seals, Establishing the average Mean Time Between Failure of your equipment and Identify bad actors.
Mechanical seals prevent pumps from leaking by containing the pressure of the pumping process and withstanding the friction caused by the rotating shaft. The right seals provide reliable operation, less wasted product, more cost savings, and fewer housekeeping issues. However, why do mechanical seals fail?
In many pump systems, a mechanical seal is the first component to fail. They are also the most common cause of pump downtime and account for more pump repair costs than any other part of a pump. Often, however, the seal is not to blame. Other culprits include:Bearing wear
Therefore, teams must install and maintain seals properly to prevent failures. Teams must pinpoint the root causes of each failure. But how do plant and maintenance managers isolate the root cause though?
One option is to have a seal manufacturer perform a seal failure analysis. Some seal manufacturers offer complimentary seal analysis on any seal, not just theirs.
End users simply send their mechanical seal to the manufacturer’s engineering team. If multiple seals need to be analyzed, they may come on-site to perform the root cause analysis. Most reviews canbe completedin about two weeks.
With a seal failure analysis, experts deliver a complete diagnosis of why the mechanical seal failed and what actions to take to prevent future failures. The experts who examine the seal can ensure that the ideal seal for the application has been selected. If not, they recommend alternate technologies.
After an analysis, the manufacturing ream will also help end users optimize their system conditions and achieve the best possible operation from their assets. Optimizing mechanical seal performance also improves shutdown to shutdown processes. This information, along with alternative proposals as needed, help end users prevent further failures and improve their return on investment.
Many problems with a system may be discovered by investigating a failed mechanical seal. In most instances, a seal problem is not the reason for the failure. Something else happened to cause it.
The story of what the seal experienced during operation, before it failed, can be revealed by investigating the failure. An analysis may determine or confirm:If misalignment or other mechanical problems exist in the pump system
Eliminating the problems identified by the seal failure analysis may have a huge impact on the system. Several improvements may be realized, including:Optimized operating conditions
For instance, a stationary seal face is cracked, originating from the drive pin slot. Also, sticky residue has adhered to the face. This crack means something different than a stationary seal face with a crack located at a different position and product residue that is fairly clean and not tacky.
Both cases look the same on a simple table listing all the seal damage. However, the failure cause is different. In the first example, the crack was caused by the product attempting to stick the rotary and stationary faces together. This adhesion caused increased torque on the stationary pin. This caused the stationary face to crack.
In the second example, the crack was likely caused by impact. This indicated that the seal was not installed properly. Different symptom combinations reveal multiple failure modes.
In conclusion, to determine the true reason that a seal failed, seal failure analysis is required. Without a diagnosis of the system problem, failure will continue.
Jack Ferguson is a seal reliability engineer with Sealing Equipment Products Co. Inc. (SEPCO). He is a recent graduate of Clemson University with a degree in mechanical engineering. Ferguson may be reached at jackf@sepco.com.

Miscellaneous. Sometimes a seal is observed to be leaking, but when removed and examined there is no obvious damage. This often happens when sealing light hydrocarbons. For these products, the liquid may flash to a vapor between the seal faces. Since most seals are designed for liquids, the resulting force imbalance causes the faces to “pop open”. The solution may involve changing the balance ratio, seal type or installing an external flush.
Sometimes seal failures are so strongly related to the pump and its performance that reliability can be improved only by modifying the pump. The pump may have a true design problem or may simply have been misapplied. Some of the more common pump related seal failures are:
Low flow. In spite of the performance curve, which shows operation from no flow to maximum, centrifugal pumps may not operate smoothly at less than about 50% of Best Efficiency Point (BEP) flow. Vibration and noise may increase markedly at less than this minimum stable flow. The result is a decrease in seal life. Resolution of this problem many require hydraulic modification by the pump manufacturer or a by-pass line to artifically increase flowrate.
Excessive shaft deflection. If the shaft deflects, the seal must move axially each revolution to compensate. API Standard 610 for centrifugal pumps specifies a maximum of 0.002″ shaft deflection at the location of the seal faces. Some older pumps and non-API pumps may not meet this specification. In particular, older pumps designed for packing may have excessive shaft deflection. Shaft deflection is reduced by increasing the shaft diameter and/or reducing the bearing span or shaft overhang.
Cavitation. Cavitation has been rightly and wrongly blamed for many ills in both pumps and seals. Certainly cavitation increases pump vibration and vibration reduces seal life. Studies have shown that the simple 3% head loss rule which is used to define NPSHR may not adequately define the onset of cavitation problems. Also, operation at low flow sometimes produces symptoms similar to cavitation.
Mechanical seal failures are the most common cause of pump downtime and failure, so mechanical seals and seal support systems must be very carefully designed with components and options selected according to the specific application. However, even high-quality seal support systems can fail unexpectedly for a variety of reasons. When this happens, it’s critical to conduct mechanical seal support failure analysis quickly and accurately, because every minute of downtime results in lost production.
Identifying the failure mode and root cause of a mechanical seal failure allows you to not only correct the immediate problem but prevent it from happening in the future. Thorough mechanical seal support failure analysis can help you understand the conditions under which the seal failed.
In this article, we’ll look at the three most common types of seal support failures—leaks, overheating, and seal failure—what can cause them, and how to prevent them with proactive measures.
Mechanical seals minimize leakage around rotating equipment by creating a “seal” between two very flat surfaces—one stationary and one rotating. These mechanical seal faces inevitably produce some leakage, but the leakage normally evaporates immediately and isn’t a problem. When leaks become noticeable, it’s time to perform mechanical seal support failure analysis to find out why.
When troubleshooting mechanical seal leaks, make note of any unusual noises, damage, or other symptoms accompanying the leak. Use the table below as a starting point to help you identify the cause of the leak.
Overheating indicates either friction between rotating components or excessive fluid temperatures. There are two main reasons mechanical seals overheat: inadequate cooling and excessive friction. Refer to the table below to help diagnose the problem.
As you can see, there is a lot of overlap between the causes of leaks and overheating. Many mechanical seal failure modes can be traced back to the same underlying causes, so be sure to check for leaks as well and use the leak troubleshooting table to investigate.
Excessive heat can eventually lead to heat checking. Mechanical seal heat checking can be identified by fine radial cracks in the seal face caused by excessive stress from the mechanical load and thermal expansion. These cracks may be barely visible to the naked eye, so heat checking can go unnoticed until failure occurs and it’s too late to save the seal. The risk of heat checking increases with high temperatures and high-viscosity fluids like those used in SAGD. It is more common in brittle materials like tungsten carbide.
The same underlying issues that cause leaks and overheating can eventually lead to complete seal failure. A mechanical seal failure likely began as a leak or overheated condition that went unaddressed. The same troubleshooting procedures for leaks and overheating apply, but once the seal has failed, correcting the problem becomes much more difficult. Therefore, it’s important to be proactive and check for problems like leaks and overheating before they cause major problems.
Do you still need help with mechanical seal support failure analysis, or want to learn more about how to be proactive in preventing failures? Field Advisors at Edmonton Valve & Fitting can perform an onsite or remote evaluation to determine the cause of failure and make recommendations on upgrades, component materials, tubing diameters, and instrumentation to help deter mechanical seal failures.
To find out more about how Edmonton Valve & Fitting can help with mechanical seal support failure analysis, contact usthrough our websiteor by calling 780-437-0640.

Mechanical seals prevent pumps from leaking by containing the pressure of the pumping process and withstanding the friction caused by the rotating shaft. This results in reliable operation, less wasted product, more cost savings and less cleanup. However, why do mechanical seals fail?
In many pump systems, a mechanical seal is the first component to fail. They are also the most common cause of pump downtime and account for more pump repair costs than any other part of a pump. Often, the seal is not to blame. Other culprits include:
Therefore, it is crucial they are installed and maintained properly to prevent failures. Teams must pinpoint the causes of each failure, but how do plant and maintenance managers isolate the root cause?
One option is to have a seal manufacturer perform a seal failure analysis. Some seal manufacturers perform complimentary seal analysis on any seal, not just theirs.
End users simply send their mechanical seal to the manufacturer’s engineering team. If multiple seals need to be analyzed, they may come on-site to perform the root cause analysis. Most reviews can be completed in about two weeks.
to take to prevent future failures. The experts who examine the seal can ensure the ideal seal for the application has been selected. If not, they will recommend alternate technologies.
The team will also help end users optimize their system conditions and achieve the best possible operation from their assets. Optimizing mechanical seal performance also improves shutdown to shutdown processes. This information, along with alternative proposals as needed, help end users prevent further failures and improve their return on investment (ROI). In summary, a sealing failure analysis:
seal failure. Something else happened to cause it. The story of what the seal experienced during operation before it failed can be revealed. An analysis may determine or confirm:
For instance, a stationary seal face is cracked, originating from the drive pin slot. Also, sticky residue has adhered to the face. This crack means something different than a stationary seal face with a crack located at a different position and product residue that is clean and not tacky.
Both cases would look the same on a simple table listing all the seal damage. However, the failure cause would be different. In the first example, the crack was caused by the product attempting to stick the rotary and stationary faces together. This adhesion caused increased torque on the stationary pin. This caused the stationary face to crack.
In the second example, the crack was likely caused by impact. This indicated the seal was not installed properly. Different symptom combinations reveal multiple failure modes.

Our technicians are familiar with the wide variety of seal families, materials and their applications. Through each stage of the repair / rebuilding process the seal is tested to exceed manufacturer’s specifications.
HDS can also provide the invaluable service of Seal Failure Analysis as part of a Sundyne repair. Too often we talk to customers who find they continue to replace mechanical seals without learning the true root cause of the seal failure. The quick fix is to simply send the seal back to the manufacturer and get a replacement; but if the seal continues to fail prematurely, Seal Failure Analysis offers significant savings by extending equipment runtime and eliminating recurring repairs. We assess the physical damage to the pump, which almost always allows us to determine the root cause of the failure. We then work directly with your seal OEM to address the seal failure mechanism and come up with the right long term solution.
Don’t just keep replacing parts! Contact HDS the next time you have a seal failure in your Sundyne equipment. Our failure analysis could extend the average life of your seals from five months to five years. Why replace when you can repair?

Bay City Industrial Supply has teamed up with the only mechanical seal manufacturer that produces their own Silicon Carbide from powder to final product with their own equipment, locally!
Minimize your pumps downtime with innovative mechanical seal designs and parts from Bay City Industrial Supply. With superior materials, seal life is extended saving you from costly tear-downs and unnecessary repairs.
New seals can be made to order for your specific application and re-builds/repairs on your existing seals are done much quicker than the large manufacturers as we are focused on serving our local customers.

SEAL FAILURE ANALYSIS RESULTS The overwhelming reason for a pump to enter the shop is because of failure of the mechanical seal or packing, yet very few companies are regularly troubleshooting these seals. Ten to fifteen minutes spent at this critical juncture can mean doubling or tripling the life of the seal going into service now.
It is not difficult to determine the cause of failure in 80% of the applications common in industry today. Any company buying mechanical seals from a reliable vendor has the right to expect a sensible failure analysis on the majority of their seal failures. The seal rep is seldom at the shop when the pump comes in for repair, but the folks changing the seals can do a very good job of identifying the reason for failure: steps taken at this point can substantially improve the reliability of the application and save the Corporation far more money than the cost of this time invested. Failure to address the problems evident almost certainly dooms the pump to a short service life upon rebuild.
For the purpose of this report, I will not discuss packing failures but will focus on the major causes of seal failure. The following data is compiled from the records kept at two chemical plants on seals I have personally inspected. The totals expressed represent totals for the plant over a two year history and are not application specific. In most cases, the seals were reviewed after the pump was already back in service, but using the form included in this report has allowed these clients to increase the life of the seals used and has increased the Mean Time Between Failure (MTBF) dramatically over the past two years. CLIENT ONE: a large plant with relatively simple processes and over 600 pumps. This plant has a large powerhouse which it can use for co-generation purposes as well as to supply steam needed for processes in-house.
This client uses a wide variety of seal designs and materials of construction. These designs are component seals, split seals, cartridge seals (single and double/tandem). CLIENT TWO: a medium sized plant that two years ago standardized on cartridge seal designs. This plant does not have a large powerhouse, but runs significantly more involved pump/seal applications (evaporation/condensing/reaction loops/etc.) which lead to other concerns.
RESULTS There is a great deal that can be gleaned from these two plants experience. The largest contributing failure in each case was I.D./O.D. rubbing of the rotary seal member against some object, most commonly the bore of the stuffing box. There have been numerous studies completed and documented that clearly prove the value of large bore stuffing box/seal chambers for mechanical seals. The two plants listed have instituted on-going upgrades for their pump populations; if a seal comes out and shows rubbing as the cause of failure, they immediately return to the previous work order on this particular pump. If that failure report also states rubbing as cause of failure, the stuffing box is replaced with a seal chamber on the spot, prior to seal replacement. The concept of “Shaft Deflection Ratio” has been discussed at length in previous issues of this magazine and countless others devoted to our industries. The stiffer the shaft ratio, the better the pump is able to perform off its Best Efficiency Point (BEP).
A good rule of thumb is that a ratio value less than 60 will guarantee seal life is increased dramatically in “Off BEP” operating conditions. Remember that your pump operates where its pump curve crosses the system curve: systems age and change over time ( a gate valve is replaced with a globe valve, long horizontal runs of piping build up solids, etc.). Pumps purchased for design conditions that don’t match those given the pump vendor EXACTLY can become headaches for maintenance and operations from Day One. The second greatest cause of seal failures was related to o-ring failure. The proper o-ring for an application must address both the fluid being dealt with AND any fluid used to clean the system. VITON might be the proper material for the normal application: what if your system is cleaned every shut down with a caustic steam solution?
You lose the seal a week later and the failure analysis states o-ring failure; is the connection made between the caustic steam washout and the failure of VITON? You are far better off stipulating more expensive o-rings which can survive both conditions than losing seals after your turn-around, when the plant and system are up and have to run. Please also note the drop in seal failures due to poor installation when comparing Plant One and Plant Two. With the decrease in maintenance budgets and personnel, the increasing utilization of “multi-craft” people demands simpler seal designs for installation by off-shift personnel. Component seals can be very difficult to install and are sensitive to dimensional information often unknown and/or unavailable to “back-shift” employees. “The road to Hell is paved with good intentions”; if your plant has downsized in the maintenance department ( and whose plant hasn’t?) cartridge designs may justify their additional cost because of their ease of installation. Don’t blame an electrician for shortened seal life when complicated seals are being installed!
Note also the frequency that bearing problems cause seal problems; the two are inextricably intertwined. Lip seals were designed around the time of the Second World War; they were designed for automotive water pumps. They have a limited design life which is far short of bearing design life. Bearings are seldom a failure because of fatigue; far more commonly, they fail from contamination and water emulsions in a pump’s bearing housing.
Upgrade your lip seals every time you change bearings on your pumps and you will see the bearing life triple and quadruple. Upgrade from lip seals to whatever your engineering staff decides is best; labyrinth seals, full face seals, magnetic seals, etc. Which one of us would buy equipment designed in the Forties today for any application in our plants or homes?
Finally, TRAIN YOUR OPERATORS!! They deserve and need training, because they are the people causing the majority of your seal and bearing failures. I have yet to work with a maintenance man who didn’t care about the quality of his work; maintenance people are not the ones wrecking the production equipment. Untrained operators regularly run pumps dry, start them with closed suction or discharge valves, and fail to report increased noise or vibrations from the equipment they run. They don’t do this to sabotage the plant; they do it from ignorance. Production “owns” the equipment: maintenance just “borrows it” when it needs to be repaired.
Stop cursing your maintenance budget and start training your operators: you’ll see how quickly maintenance can become a profit center for your plant instead of “the ugly step-child” it too often is perceived as in the plant budget and planning sessions. CONCLUSIONS Seal failure analysis does not have to be complicated or time consuming. Most of it can be done by your in-house staff in less than ten minutes at the time of failure with reasonable accuracy. Don’t lose the data; gather it on the simple form enclosed, and log it into a simple data retrieval system. Marshall the assets you already have in-house to get a better view of your problem pump applications, make a few simple upgrades on repeat offender pumps, and improve your bottom line today. Plants can readily improve their overall profitability with better training of operators and giving their maintenance people the freedom to make some simple upgrades at the time of seal/bearing failures.

1. Comprehensively check whether mechanical seals and auxiliary devices, pipelines, valves, instruments, etc. are fully installed. The pipelines must be cleaned to prevent clogging. This is particularly important for new devices. Because impurities often enter the seal from the pipeline to affect the sealing performance. The whole system should be evacuated to prevent the formation of air locks at the height of the seal chamber, which may cause dry friction operation.
2. Perform a static pressure test before starting. The test pressure is the same as the working pressure; check the mechanical seal itself and related sealing points and joints for leaks. If there is any leakage, try to deal with it.
3. wheel the pump and motor at the point of coupling artificially in the direction of the rotation of the pump. The whole mechanical seal equipment can only be delivered to use after it meets the requirements.
1. Before the main engine of the mechanical seal is started, the seal chamber should be kept full of liquid or sealing medium. If there is a separate auxiliary sealing system, it should be started first.It is the same when speaking of the cooling water system,which should be stopped at last among the whole equipment; When conveying solidified medium or media of very large viscosity , use steam to heat the seal chamber to melt the media. The vehicle must be cranked before starting to prevent sudden start leading to the soft ring’s rupture.
2. Operate the mechanical seal under normal pressure before formal use and observe whether the temperature rise of the sealing part is normal. If there is a slight leakage, you can run in for a period of time, like 1~3 hours, to make the end surfaces fit more evenly until the leakage is gradually reduced to normal amount. If the hourly leakage does not decrease, you need to stop for inspection.
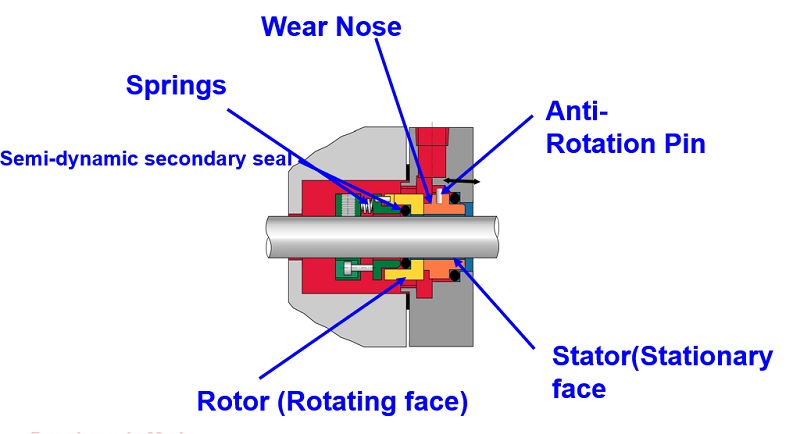
3. Boosting and heating operation: the mechanical seal that has passed the test of normal pressure operation should be operated in time under increased pressure or temperature with the same operating conditions.The pressure increase and the temperature increase tests can be carried out separately. The process of the increase should be slow, and attention must be paid to the pressure increase (or temperature increase) ) accidents that may occur during the process, such as the machine parts’ collide, the end faces‘ being disengaged, the too fast friction heating, and the anti-rotation pin’s being disengaged or damaged, and etc. One should check whether the pressure is stable (pressure fluctuation is no more than ±0.1MPa) and Whether there is leakage at the sealing ring and the sealing end face as well. if everything is normal, the mechanical seal can be put into production.
Along with leakage, there will also be sealing heat, smoke, vibration, noise, power increase, etc. As there are many factors that cause leakage, specific failures should be analyzed in detail.
The following will discuss the causes and treatment measures of the failure of the mechanical seal from the aspect of leakage at the end face of the seal.
(1) apply enough lubricating oil, change the material of the friction pair of the mechanical seal. The medium circulation should be strengthened when conveying low boiling-point medium .



 8613371530291
8613371530291