
mechanical seal installation quotation
On the other hand, mechanical seals can become limiting factors in any high-head applications. Mechanical seals can’t run dry, so they’re susceptible to air in the pumping system, and they don’t handle solids well. Cavitation is an issue as any kind of impact, excessive vibration, or excessive heat can harm mechanical seals. Seals also require a different kind of shaft sleeve that’s much tighter. If the pump runs dry, elastomers fail, or contamination enters the system, mechanical seals can fail as a result.
Price —Stuffing boxes are more forgiving and less expensive than mechanical seals. While mechanical seals can range in price from $6,000 to $40,000, stuffing boxes range from $500 to $3,000, depending on shaft size. Expellers can also be more cost-effective than mechanical seals and, since repairing mechanical seals can cost up to 60% of the installation, price is a factor for many.
Maintenance —“Knowing you have a maintenance crew that understands mechanical seals very well and can maintain them properly is another factor,” said GIW Southern Region Manager and slurry pump expert Angela Bryant.
Materials —“There’s a lot of variables that go along when you’re selecting a mechanical seal,” Bryant said. “You’ve got to know temperature, if there’s any chemicals that are going through and what kind of chloride in parts per million is involved so you know what elastomers to use with it. You want to make sure any O-rings in a mechanical seal aren"t going to fail because of the temperature or pH of the materials.”
In addition, mechanical seals don’t handle large particles well and they’ve got to be chemically compatible with the system, so they’re best for thin slurry applications.
“You don’t want anything that’s going to have heavy solids because if the seal faces should open, solids could penetrate and destroy the faces of the ceramic seals,” Bryant said.
“If installing or replacing a mechanical seal, you’re going to bolt the seal adapter plate to the pedestal, and you’re going to hand-tighten it on,” Bryant explains. “Then, you’re going to locate the seal fit of the adapter of the shaft to make sure it’s centered and everything is concentric. Of course, with mechanical seals, that concentricity has a very close tolerance, much closer than a stuffing box.”
You’ve also got to mount the adapter plate perpendicular to the shaft. Once you’ve got the seal cartridge in, draw it into the adapter on the pedestal evenly by attaching the gland bolts so as not to crack the seal. Check the seal instructions and drawing against the actual parts. Note the location of gaskets and O-rings. Be certain that the locking tabs holding the rotating shaft section of the seal are in place and the fasteners are tight. This keeps the seal faces in contact to prevent damage. Check the fit of the shaft sleeve into the seal bore, and make sure the seal adapter fits into the hub plate or pedestal mounting bore.
Carefully slide the mechanical seal over the shaft sleeve toward the bearing assembly. Do not use any type of tool that could result in impact damage on the seal or any rotating pump part. Move the bearing assembly into position on the pedestal and install the bearing hold-down bolts. Remember that you’ll have to adjust the impeller nose gap later.
Each mechanical seal is equipped with a number of lock tabs to hold the inner section in the proper location during assembly and adjustment. Never rotate the shaft with lock tabs in place. Remove the tabs and store them with their fasteners since they will be required for all future maintenance procedures. If you’re using a quench or lubricating system, install it now.
To adjust the nose gap, install the lock tabs in the seal and then loosen the shaft clamp. This allows the shaft to move axially. Do not rotate the shaft with the faces locked, or it may damage the O-ring between the seal and shaft sleeve. Loosen the bearing assembly hold-down bolts and move it forward carefully until it just contacts the suction plate. Leave one bolt on the drive end snug to keep the housing from tilting. Tighten the shaft clamp, loosen the lock tabs, and rotate the shaft one full turn to verify that the “high spot” is actually making contact.
Before recommending a mechanical seal, the experts at GIW can help you determine if it’s the best shaft seal option for your operation. To see a list of all our offerings and how they can benefit you, check out our Technical & After Sales Services brochure.

The scope of our mechanical seal product range far exceeds any other seal manufacturer. From small elastomer bellows seals used in millions of domestic water pumps to double mechanical seals that ensure maximum sealing safety and large, highly customized dry-running gas seals for mission critical high speed turbo compressors, John Crane has the right product for any application.
Our world-class rotating equipment technologies, paired with an unmatched breadth of applied engineering expertise, meet virtually all international standards including API 682 and help plants reduce maintenance costs, slash down time and improve reliability. When it comes to keeping your rotational equipment running 24/7, John Crane’s comprehensive range of mechanical seals and systems has you covered.
A range of seals for mission-critical applications, designed to solve the application-specific challenges of each industry. From API 682 compliance for the oil and gas industries, using gas seal technology on our innovative pump gas seals to eliminate fugitive emissions, dealing with slurry in the mining and minerals processing industries, to the difficulties associated with maintenance on large pumps and rotating equipment — we have a solution.
Dry-running, non-contacting gas seals have been the industry standard since the early 1980s for turbomachinery. John Crane gas seals, separation seals and support, monitoring, control and conditioning systems — the heart of any reliable sealing solution — are constantly evolving to meet the needs of customers. The product portfolio is supported by unrivaled global service capability providing repair, retrofit, gas seal storage and reliability expertise, delivering total solutions throughout the product lifecycle.
In industries like chemical, pharmaceutical, pulp and paper, and food and beverage, safeguarding and compliance with industry standards, avoiding contamination and efficiency are always top priorities. Our range of vessel and agitator seals optimize equipment performance, maintain product purity and conform to industry regulations, no matter where you are.
Our range of mechanical seals, packing and bearing isolators combines advanced, thoroughly proven technologies with extensive industry expertise to create a range of products characterized by innovative design concepts and outstanding manufacturing quality. Tried, tested and effective solutions for virtually any application that deliver robust performance, reduced installation times and lower maintenance costs.
Create the optimum operating environment that will ensure outstanding seal performance and reliability. Our comprehensive range of engineered pressure reservoirs, gas seal control panels, heat exchangers and abrasive separators can be combined to produce the perfect seal support system for any application.
Designed to overcome rigorous challenges, our comprehensive suite of seal face technologies combat limited seal face lubrication that adversely affects reliability, cost and durability. Our engineers designed these face treatments to extend rotating equipment life through advanced micro machined patterns and features improving seal face lubrication that optimizes equipment performance. We deliver the right face technology for the right application.
FSI Series 1015 mechanical cartridge seals are a premium grade product without the premium price. They"re ideal for use with most ANSI and DIN (standard and big bore) pumps and other types of pumps and rotating equipment. They have the following features:

Three variables that most affect the design selection of mechanical seals are: equipmentcharacteristics, application and operating conditions, and the leak rate objective.
The first decision, however, rests in determining if one or multiple seals are required. This often has the potential for a devastating impact on overall performance and reliability.
Relatively clean process fluids with adequate lubricating properties can be contained with a single-seal arrangement. These seals are typically less expensive to install and simpler for teams to operate and maintain. If a separate lubrication system is required, a double seal arrangement will be needed. This will help ensure mechanical seal reliability.
The amount of leakage to atmosphere, which is dictated by the plant’s leak rate objectives and/or regulatory requirements, must be controlled by the seal design chosen. All end-face mechanical seals operating effectively on high-speed applications allow a small amount of vapor to pass through the primary seal interface. Average leakage will be in the 1-cc-per-day range, which is within acceptable tolerances of most process fluids.
Rotating equipmentis the primary application in which end-face mechanical seals can be cost effectively considered and applied. This equipment is used in processing gases, liquids, and slurries.
Cartridge-mounted, end-face seals were primarily introduced for installation on American National Standards Institute centrifugal pumps for making axial shaft adjustments. Their simplicity and ease of installation and maintenance makes cartridge-mounted single and dual units a strong choice for rotating equipment with a stuffing box or seal chamber in which a gland can be installed.
Air seals use a knife of air to seal the process instead of seal faces. They are primarily installed on rotating equipment used to move or mix powders, bulk solids, or heavy slurries.
One factor stands out as the primary cause of premature seal failure — application. This involves defining the conditions inside the seal chamber, which dictate how long and how well the seal performs. Once these conditions are known, the best seal design for the conditions should be selected.
Extending the life of end-face mechanical seals primarily depends on clean and cool operation, which is directly affected by the application.Misapplication of materials of construction is a common error that rapidly leads to premature seal failure. For example, process fluids that are sticky, such as glue, molasses, and paint, can bind the faces together.
Every application, process fluid, and change in the environment adds a new and often unconsidered mix of consequences, which is why the application has such a tremendous impact on seal reliability.
Once the seal design best for the application is selected, precision installation follows. Many seal failures occur because the personnel incorrectly installed the seal. If installing a component seal, an experienced technician should be the installer. Cartridge seals are simpler to install, but errors still occur. Follow the manufacturer’s instructions carefully. If external barrier fluid will be used, ensure that the environmental controls are set up correctly. Correct setup allows for the proper pressure of the barrier fluid into the stuffing box and adequate cooling of the fluid.
Many steps are required to carry out precision installation. The major steps for most cartridge mechanical seals are:Preinstallation check list (including equipment inspection and cleaning)
Inspect and empty the stuffing box, correcting any holes, burrs, or sharp edges and ensuring that adequate space is available to adequately fit the seal assembly
Defining how a mechanical seal will be used and its environment is critical for optimal operation and life. Often, seal environmental controls are over looked, resulting in shorter seal life. Even with the ideal design and precision installation, problems may arise. Any hostile operating conditions or changes in the process parameters can override the capabilities of the design and materials, thereby reducing reliability. To obtain optimal seal life, the seal should be operated and maintained as designed.
One example can be found in wastewater treatment plants where raw sewage must be moved with high-speed centrifugal pumps. These water-based solutions are entrained with solids that can hang up the seal and quickly erode the selected materials if the slurry migrates between the faces.
Flush water from an external source is a common solution for preventing premature failure. It floods the seal cavity with a clean, cool water. This flush must be maintained at a higher pressure than the wastewater because it provides a clean, cool environment that is essential for safeguarding the life of the mechanical seal. These single-seal systems operating properly will increase water consumption and will also dilute the pumped product.
In some facilities, water consumption may be a primary concern or process dilution cannot be tolerated. For these situations, a dual-seal system operating with an independent, clean-liquid flush will be required.
Other environmental factors, such as temperature and pressure, must also be carefully controlled to prevent leakage. Careful attention should be given to the environmental control systems specified for sealing hazardous or toxic fluids. They must meet the allowable leakage tolerances for the fluid being sealed and prevent excessive leakage in case a seal fails.
Mechanical seals prevent pumps from leaking by containing the pressure of the pumping process. They withstand the friction caused by the pump shaft rotating. This results in less wasted product, more cost savings, and less clean up.
repair kits keep your Scot Pump in prime condition. Choose a replacement seal or contact us for help finding the right part for your pump. Our Scot Pump product specialists will help you get the right seal at the right price.
We stock mechanical seals and seal kits for all scot pump models. If you need help identifying the seal you need just get in touch and we’re happy to assist.
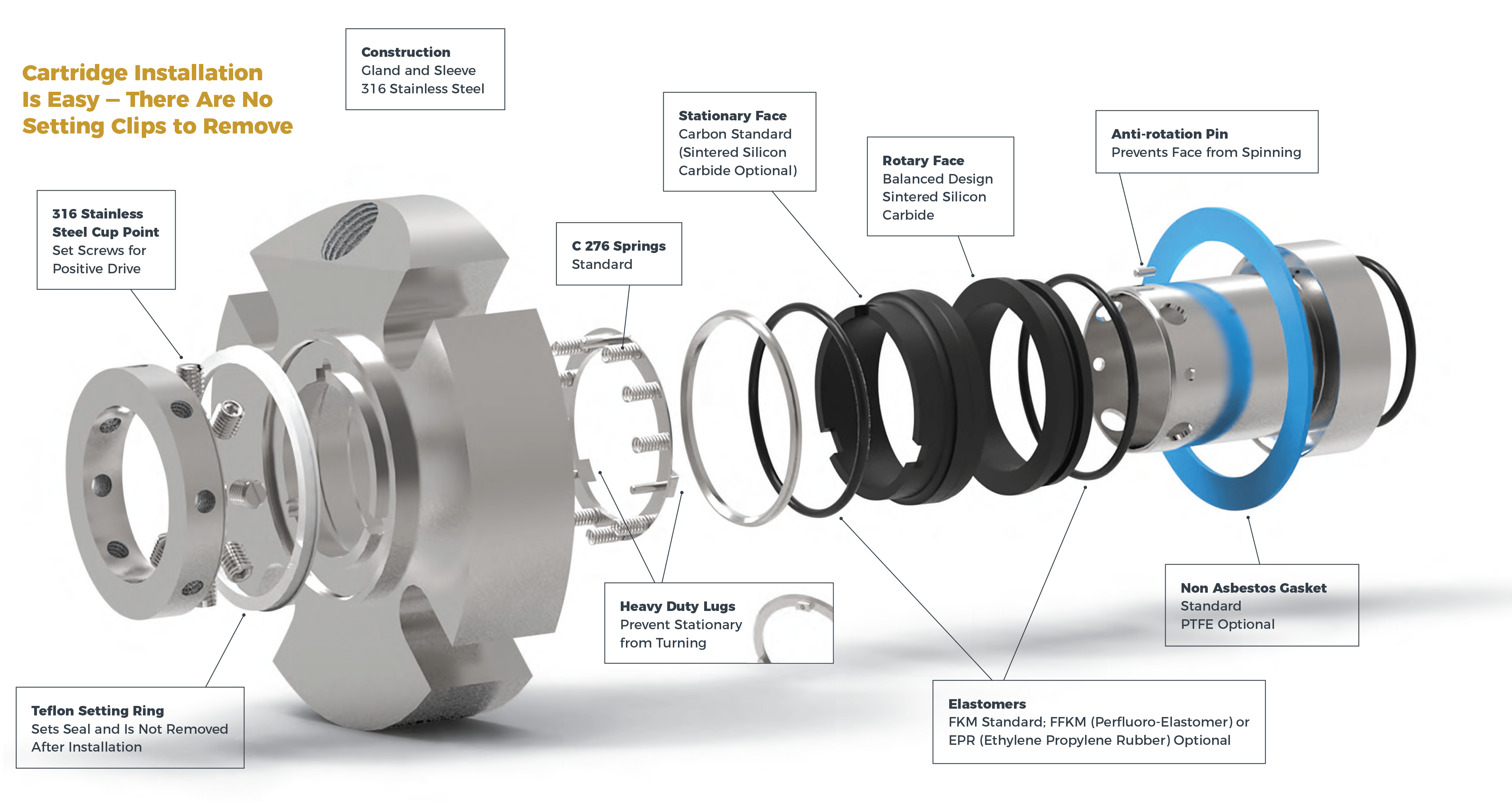
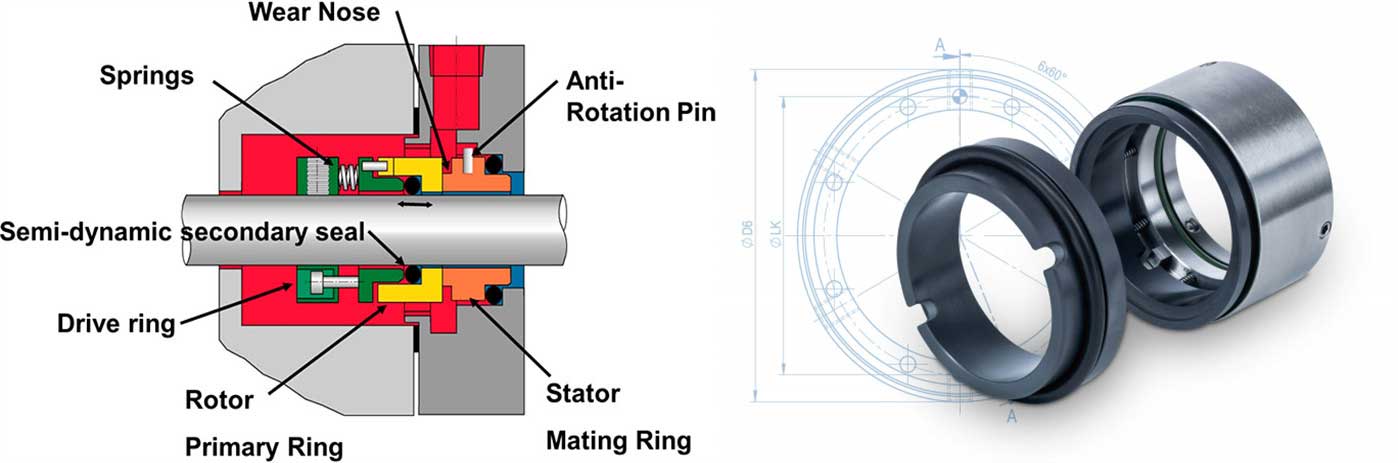
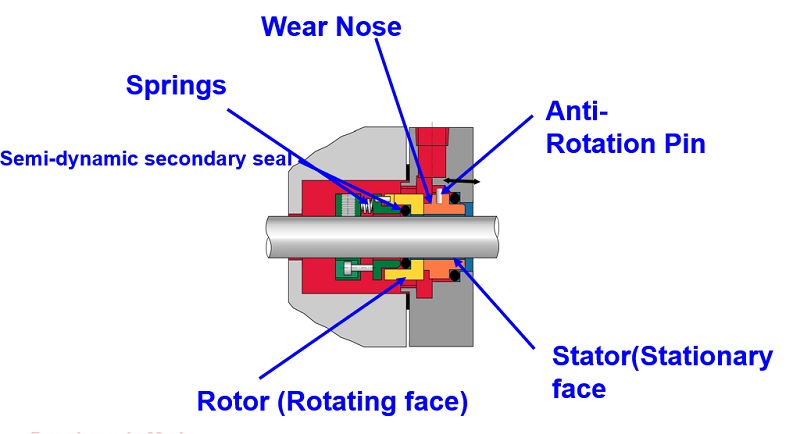
Mechanical seals are made using both flexible and rigid elements. The combination of materials maintains contact to create a seal at their interface, while allowing the rotating shaft to pass through. A spring or other device is both hydraulically and mechanically loaded to maintain the seal.

We offer a range of standard inventory cartridge mechanical seals, including single and double seals to suit even the most demanding application and thanks to our modular design system we offer them with the best on-time delivery performance in the industry.
For unusual applications our Standard Plus seal range offers all the benefits of a standard seal while meeting our customer’s specific needs. This covers competitor replacement seals, seals designed for specific pumps and seals designed for pumping specific processes.
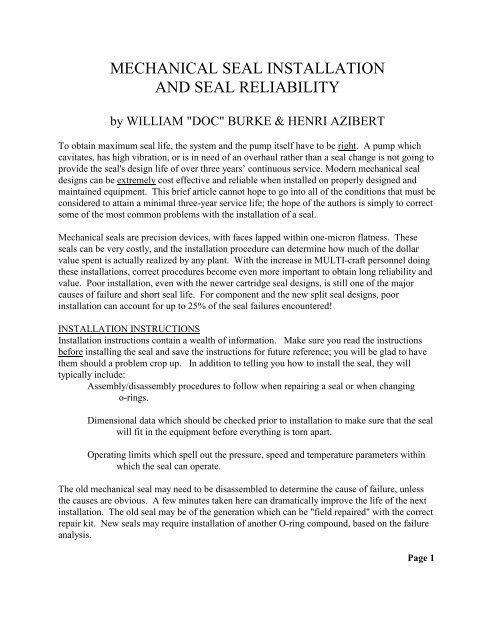
Cartridge mechanical seal construction is a proven reliability improvement. The seals are pre-assembled at the factory, pressure tested and shipped as a unit, leading to improved performance as errors due to incorrect installation are reduced. Cartridge construction eliminates the need to measure and set spring compression, and having a mechanical seal pre-assembled means that the seal faces are protected from damage during installation.
A pump which cavitates, has high vibration, or needs an overhaul rather than a seal change is not going to allow a seal to reach its design life of more than 3 yr of continuous service. To obtain maximum seal life, a pump and seal support system must be operating properly.
Modern mechanical seal designs can be extremely cost effective and reliable when installed on correctly sized and maintained pumps. While all of the conditions which must be considered to attain a minimal seal service life cannot be covered, there are typical problems that everyone encounters when installing seals.
Mechanical seals are precision devices, with faces lapped within one micron flatness (Fig. 1). Seals can be very costly, and the installation procedure can determine how much of the dollar value spent is actually realized. With the increase in multicraft personnel doing seal installations, correct procedures become even more important to obtain reliability and value. Poor installation, even with newer cartridge seal designs, is still one of the major causes of short seal life and accounts for up to 20% of seal failures.
The old mechanical seal should be disassembled to determine the cause of failure, unless the causes are obvious. A few minutes taken here can dramatically improve the life of the next installation. Many times, old seals can be field repaired with a kit (Fig. 2). New seals may require installation of different O-ring compounds, based on the failure analysis.
Proper elastomer material choice is essential to seal operation. Temperature limits and chemical compatibility must be checked. Charts are available from seal and O-ring manufacturers. The O-ring selected must be correct for the products being sealed and any cleaners used to flush the system. Be careful to only use the O-ring lubricant supplied with the new seal.
O-ring damage can easily occur. Cutting or nicking is a common problem, especially when the O-ring is compressed in its groove and must slide over holes, snap-ring grooves, key-ways, slots, or threads. Ensure that all surfaces are properly deburred and feel smooth to the touch. It is sometimes possible to cover obstructions with thin tape or plastic wrap to ease installation.
Be certain that O-rings are in their proper position, in grooves or counterbores. Some seal designs have many steps, and the O-ring location may not be obvious. Refer to the installation instructions and drawings or photographs. Silicone grease can be used to keep the O-ring in place when it serves as a gasket. In these cases, a groove is usually machined into the seal gland.
The surface finish on which the secondary seal or O-ring must seal is very important. For a static surface, where there is no relative movement, a maximum of a 45 rms finish can be used. For dynamic surfaces a maximum of 32 rms should be present, and in applications where there is substantial axial movement a finish of 16 rms is preferable. The harder the O-ring durometer, the finer the finish required. Surfaces must be free from defects such as scratches, nicks, and burrs.
Teflon or Teflon encapsulated O-rings are stiff and easily damaged. Placing these O-rings in hot water softens them and facilitates installation. Lubricate them well before installation. Check the orientation of spring-energized Teflon seals because they are typically unidirectional.
Graphite secondary seals must be handled with care. They are fragile and easily damaged; O-rings can be twisted and stretched but graphite rings break. One factor to carefully control is the compression of graphite rings. Very often they are compressed in arrangements which use screws.
It is imperative that the loading be done uniformly to maintain squareness to the shaft on rotary parts and parallelism to the gland on stationary parts. A torque wrench and a dial indicator should be used to maintain squareness and parallelism within the limits specified by the seal manufacturer.
Installation instructions contain a wealth of information. Read the instructions before installing the seal and save the instructions for future reference. They can be useful when a problem arises.
When reassembling the seal, the instructions discuss, at length, a number of precautions to be observed; read and follow them. Don’t force components together; seal faces are easily damaged and expensive to replace. If a seal face or component is damaged it should not be installed.
Work on clean surfaces, with clean hands. Particulates can destroy a seal face in a few revolutions. Take the time to do the installation at a relaxed pace. Do not hurry, as this often leads to tearing the equipment down again.
Be careful when handling the seal, particularly the faces. If the seal is dropped, do not use it. Have the seal vendor check it out thoroughly. If parts do not go together, don’t force them. Measure, check drawings for orientation, and lubricate parts.
Don’t overtighten, which is probably one of the most common mistakes. Never use a “leverage enhancement” method. Wrenches and hex keys are designed for the average person to apply the proper amount of torque to a fastener. Two-bolt glands are easily overtorqued, which distorts stationary seal components and results in face leakage. Overtightening can damage the gasket or cause extrusion, which can also result in leakage.
When installing a noncartridge seal, be certain to use the stationary seal centering shims that are included. If the stationary seal face is not centered, the rotary face can run off of it, shortening seal lie.
Unfortunately, when leaks are encountered the natural tendency is to keep tightening. Instead, try loosening; it often works. The preferred method is to use a torque wrench correctly calibrated in in.-lb. Installation instructions give torque values for gland bolts, set screws, and socket head cap screws.
If there is doubt about anything not being correct, or the seal doesn’t feel right, it’s a good idea to call the manufacturer or the sales representative for help. The seal manufacturer wants to ensure your plant’s success with their product. Calling them two days after the seal started leaking doesn’t help anybody.
Once the seal is assembled, it should be tested. Dual seals are often tested with pressurized air and submerged in water. Seals designed for liquids may let some small bubbles escape past the faces. Slowly rising bubbles between faces are not a problem because liquids do not leak under these circumstances. Bubbles coming from O-rings, through a casting, welding, or a bellows, are not acceptable.
Test for face leakage by rotating the seal by hand. This method usually stops the leak. Put a few drops of water between the faces to verify the integrity of a liquid seal. Use distilled water because tap water leaves mineral residues on the faces once it evaporates. This approach is particularly important if the seal will be stored for several weeks prior to installation.
Although not specifically part of a seal installation, auxiliary equipment installation and placement can have a significant impact on seal performance. Most common problems relate to seal pots/ barrier fluid reservoirs, also referred to as convection tanks.
It is important to place them close to the seal, within 3-5 ft, and at least 1-ft above the seal. Use tubing fit with large radius bends as opposed to piping with a multitude of elbows and other connections. Keep the piping as simple as possible; the more complicated the piping to and from the seal, the poorer the flow of the barrier fluid.
Another common environmental control is a flush, introducing a clean liquid into the seal gland or stuffing box to extend seal life. If installing a flush, determine that it has at least 15-psi more pressure than the stuffing box, and ensure that the flush liquid is properly connected to the correct flush port.
Most balanced seal designs do not require a large volume of flushing; 5-8 gal./hr is normally all that is required for proper heat removal. Unbalanced seals require substantially higher flows. Install a flowmeter/rotometer to visually ensure the flush is entering the seal area (Fig. 3). The flush supply valve should be lockable in the open position.– Edited by Joseph L. Foszcz, Senior Editor, 630-320-7135, j.foszcz@cahners.com
The authors are available to answer questions about seal installation. Henri Azibert can be reached at 617-430-7000, ext. 6697. “Doc” Burke can be reached at 708-596-8400.
Recently we received a call from a customer. He was attempting to install a mechanical seal and had broken two of them. After a short discussion with one of our service technicians, it became clear that the customer was demonstrating a classic example of how to kill a mechanical seal, not using the correct lubricant.
When I heard about this, I asked the service technician to tell me more. I asked him to share with me the top 5 ways he has seen mechanical seals go down due to installation. He did not disappoint.
Mechanical seals are easily damaged during installation. That’s why it’s imperative to read the installation instructions carefully before attempting to install the seal. See photo here. The installation instructions stated to remove the spacers before starting the unit. The spacer became lodged in the seal, damaging internal components.
Pump misalignment is caused by pipe strain, deflection during a hard start, shaft run out, or a myriad of other scenarios. Misalignment puts undue stress on mechanical seal components, causing them to not function properly, wear prematurely, and potentially fail.
Be sure to follow proper installation guidelines and use laser alignment tools to ensure the pump (and ultimately the mechanical seal!) is set up for success.
Lubrication is necessary for proper mechanical seal installation. Lack thereof can damage o-rings or rubber bellows on the seal, causing them to tear, or roll. There are many options available, from petroleum jelly, to silicon grease, to special lubricants. Always check the installation instructions to ensure the lubrication you choose is compatible with seal components and the product pumped.
Dirt on the seal face, even oil from finger prints, can set a mechanical seal up to fail. Tiny particles can create wear and destroy seal faces, causing leakage.
This is probably one of the most common mistakes. Over-tightening fasteners can cause seal components to become distorted and leak. Oftentimes when a seal starts to leak, the natural reaction is to tighten even further! Unfortunately this just exacerbates the problem. Instead, try loosening a bit, the problem may correct itself, if the internals haven’t broken already from mechanical shock.
After reviewing this list of 5 ways to kill a mechanical seal, the service technician I worked with on this said he could come up with many more ways. Maybe that will be a follow up post. How have you seen a mechanical seal go down? Let me know in the comments!
Not sure why your mechanical seal is failing? Ask us about it! We gladly provide technical assistance to businesses and municipalities in Wisconsin and upper Michigan.



 8613371530291
8613371530291