
boiler feed water pump mechanical seal quotation

We recognize and understand the vital role of boiler feed water pump mechanical seal in their application. With purposes including securely fastening components within systems, and contaminants prevention such as gases and liquids from navigating through enclosed and sealed areas. That is why we offer wholesale boiler feed water pump mechanical seal in different variations and diversities to ensure the integrity and efficiency of systems they will be applied to will function successfully and optimally. The different seals" types available include static that does not move along with other seals and dynamic seals that move collaboratively.
Depending on the industry and selected purpose, we consider boiler feed water pump mechanical seal requirements. Requirements are like pressure, that is pressure changes, to ensure they can withstand and do not deform by the sealed fluid, the load and how it can withstand deflection, dynamics such as the alignment and vibration, and temperature covering the environmental conditions and the heating arising from the friction of the seal operation and fluid movement.
The seals are either bolts, nuts, or washers. Seal bots are commonly used because of their benefits in being reusable, preventing fluids and contaminants from escaping even under high pressure. Nuts are essential on temperature withstanding and compatibility with screws, studs, and bolts, in addition to, easy installation. Moreover, washers can withstand high pressures and are compatible with other seals.

HST offers Boiler Feed pumps for high pressure multistage pump mechanical seals Suitable for KSB, Sulzer & KBL Make Pumps, these seals are used in power plants, steel Industries, pharma, oil and gas and sugar industries.

Our Metal or Resin Impregnated Graphite Parts are widely used in equipments of modern industry, such as seal rings for centrifugal pumps reacting kettle for chemical engineering, hydraulic generators and rotate baking furnaces; piston rings and bushings for compressors oxygen machines and bellows, bearings for screen motors and other types of instruments; slides for motors, subways and mine brushes of electrical machinery and slides for trolleybuses, etc.
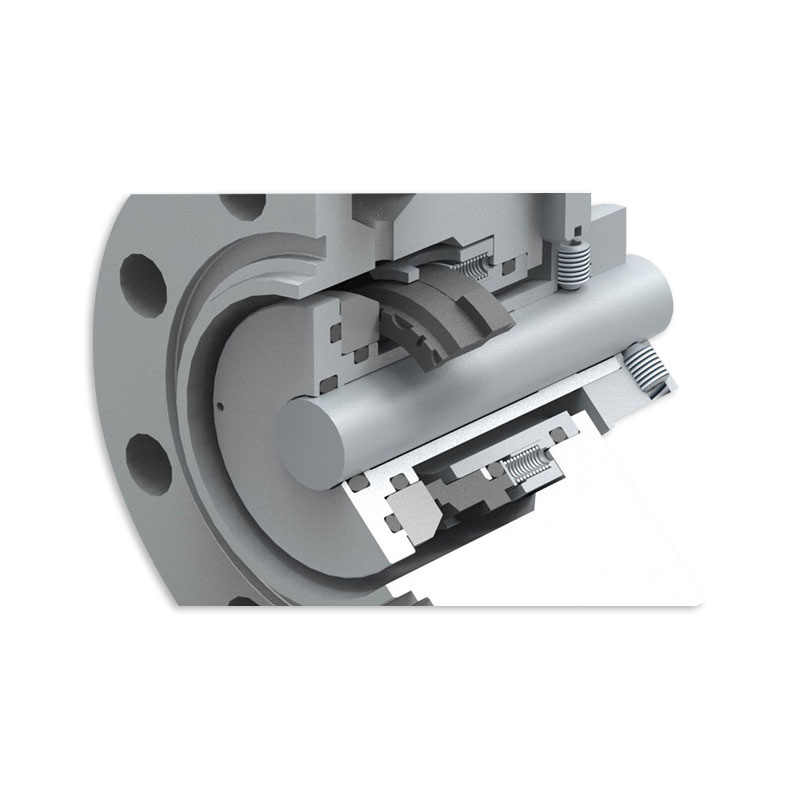
Structural Features: single end and multiple springs, balanced, independent rotary direction and coil driven. The coil driven structure is simple and reliable. This seal component is easy to install and the sealing performance is stable and reliable and has a longer life time.
Scopes of Application: widely used in boiler feed pumps deployed in power plants, booster pumps and other medium pressure and high speed applications. It is specifically designed for boiler feed pumps, booster pumps, clean water pumps, chemical pumps and other rotary devices.

Since 2007, the hot-filament Chemical Vapor Deposition (CVD) technology for crystalline diamond thin-film coatings has found its way into the mechanical seal market to combat the problems of dry running, corrosion and abrasion. This new technology has proved successful in hundreds of pumping applications in a wide range of services and duties. The reliability and lifetime of mechanical seals are improved by using diamond-coated faces. One such application involved the sealing of large boiler feed and steam generator pumps in power plants. The duty conditions for the pump’s seals can be as high as pressures up to 580 psig (40 bar), shaft RPMs up to 6,500 and temperatures up to 400˚F (200˚C). Consequently, the mechanical seal faces are highly loaded in a fluid with far less than ideal lubricating qualities. It is evident, therefore, that these applications are technologically challenging for mechanical seal manufacturers not only from a tribological perspective, but also from a corrosion viewpoint when the feed water has a low electrical conductivity or is free of impurities. This paper discusses a new seal-face treatment using hotfilament CVD manufacturing technology tested in a lab for 16,000 hours and currently used in feed pump operations in several power stations in the USA and Europe.

Engineered Mechanical SealsPioneers in the industry, we offer boiler feed pump mechanical seal, boiler feed pump seal, high pressure mechanical seal, vacuum processing unit mechanical seal, tunnel drill machine mechanical seal and extruder mechanical seal from India.
We are a highly acclaimed company for offering boiler feed pump"s mechanical seal to the clients. This mechanical seals are available for any kind of high pressure application, like chemical, water, steam, petrol, diesel, oil & gas etc. Offered product is designed and developed by a team of expert professionals so that they can be easily used in heavy industries. In addition, customers can avail custom-made mechanical seals from us.
We are a highly acclaimed company for offering boiler feed pump"s mechanical seal to the clients. This mechanical seals are available for any kind of high pressure application, like chemical, water, steam, petrol, diesel, oil & gas etc. Offered product is designed and developed by a team of expert professionals so that they can be easily used in heavy industries. In addition, customers can avail custom-made mechanical seals from us.
We are a highly acclaimed company for offering Boiler feed pump"s mechanical seal to the clients. This mechanical seals are available for any kind of high pressure application, like Chemical, Water, Steam, Petrol, Diesel, Oil & Gas etc. Offered product is designed and developed by a team of expert professionals so that they can be easily used in heavy industries. In addition, customers can avail custom-made mechanical seals from us.
ApplicationBoiler Feed Water Pumps, Oil Pipeline Pumps, HSD Pumps, Booster Pumps, Drip Pumps, Condensate Pumps, Fuel Oil Pumps & High Pressure Pumps Etc.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.

Structural Features:single end and multiple springs, balanced, dependent rotary direction and coil driven. The coil driven structure is simple and reliable. This seal component is easy to install and the sealing performance is stable and reliable and has a longer life time. Pumping screw/ring arrangement enhances the flow of media.
Scopes of Application:widely used in boiler feed pumps deployed in power plants, booster pumps and other medium pressure and high speed applications. It is specifically designed for boiler feed pumps, booster pumps, clean water pumps, chemical pumps and other rotary devices.

Increased collent flow effected by the pumping screws & the fluid guiding channel combine to force the cold water into the gap between seal ring and mating ring, blowing out gas bubbles and dirt praticles and picking up frictional heat. In view of risk of dynamic distortion because of high sliding velocity of over 25 m/sec the springs are located in the stationary part. For this seal 20,000 hours of continuous running may be viewed as normal. Attainment of over 79000 hours is possible.

Mechanical seal designed is a unique seal developed to meet stringent technical requirements of Boiler feed water pumps. Rotating stationary ring design makes it suitable for high speed application & avoids critical requirement of stuffing box face squareness. Both the faces are having strong positive drive & locking arrangement which make seal very strong and sturdy. Thermodynamic circulation grooves inscribed on the rotating faces boost the cooling of the sliding faces by reducing the coefficient of friction and protecting the seal against thermal over loading. Increased coolant flow effected by the pumping screw & the fluid guiding channel combine to force the cold water into the gap between dynamic ring & stationary ring, blowing out gas bubbles and dirt particles & picking up frictional heat. In view of risk dynamic distortion because of high sliding velocity of over 25 m/sec the springs are located in the stationary part.

Since 2007, the hot-filament Chemical Vapor Deposition (CVD) technology for crystalline diamond thin-film coatings has found its way into the mechanical seal market to combat the problems of dry running, corrosion and abrasion. This new technology has proved successful in hundreds of pumping applications in a wide range of services and duties. The reliability and lifetime of mechanical seals are improved by using diamond-coated faces. One such application involved the sealing of large boiler…Expand

In order to understand centrifugal pump leakage, it’s important to first understand the basic operation of a centrifugal pump. As the flow enters through the impeller eye of the pump and up the impeller vanes, the fluid is at a lower pressure and low velocity. When the flow passes through the volute, the pressure increases and the velocity increases. The flow then exits through the discharge, at which point the pressure is high but the velocity slows. The flow that goes into the pump has to go out of the pump. The pump imparts head (or pressure), which means it increases the energy of the pump fluid.
Certain component failures of a centrifugal pump, such as coupling, hydraulic, static joints, and bearings, will cause the whole system to fail, but approximately sixty-nine percent of all pump failures result from the sealing device malfunctioning.
A mechanical seal is a device that is used to control leakage between a rotating shaft and a liquid- or gas-filled vessel. Its main responsibility is to control leakage. All seals leak—they have to in order to maintain a fluid film over the entire mechanical seal face. The leakage that comes out the atmospheric side is fairly low; the leakage in a Hydrocarbon, for example, is measured by a VOC meter in parts/million.
Before mechanical seals were developed, engineers typically sealed a pump with mechanical packing. Mechanical packing, a fibrous material usually impregnated with a lubricant such as graphite, was cut into sections and stuffed down what was called a “stuffing box.” A packing gland was then added to the backside in order to pack everything down. Since the packing is in direct contact with the shaft, it requires lubrication, but will still rob horsepower.
Usually a “lantern ring” allows flush water to be applied to the packing. That water, necessary to lubricate and cool the shaft, will leak either into the process or into the atmosphere. Depending on your application, you may need to:
As with every pump, you’ll want to test your pump to discover the annual costs it requires to run. A packing pump may be affordable to install and maintain, but if you calculate how many gallons of water it consumes per minute or per year, you may be surprised by the cost. A mechanical seal pump could potentially save you a lot of annual costs.
If the centrifugal pump exhibits an uncontrolled leak, you must thoroughly check all potential causes to determine if you need repairs or a new installation.
Neglecting the Best Efficiency Point: Are you operating the pump at the Best Efficiency Point (BEP) on a performance curve? Each pump is designed with a specific Efficiency Point. When you operate the pump outside that region, you create problems with the flow that cause the system to fail.
Insufficient Net Positive Suction Head (NPSH): If you don’t have enough suction head to your pump, the rotating assembly can become unstable, cause cavitation, and result in a seal failure.
Operating Dead-Headed: If you set the control valve too low to throttle the pump, you can choke the flow. Choked flow causes recirculation within the pump, which generates heat and promotes a seal failure.
Dry Running & Improper Venting of Seal: A vertical pump is the most susceptible since the mechanical seal is positioned on top. If you have improper venting, air can get trapped around the seal and won’t be able to evacuate the stuffing box. The mechanical seal will soon fail if the pump continues to run in this condition.
Low Vapor Margin: These are flashing fluids; hot hydrocarbons will flash once exposed to atmospheric conditions. As the fluid film passes across the mechanical seal, it can flash at the atmospheric side and cause a failure. This failure often happens with boiler feed systems—hot water at 250-280ºF flash with the pressure drop across the seal faces.
Shaft misalignment, coupling imbalance, and impeller imbalance can all contribute to mechanical seal failures. In addition, after the pump is installed, if you have misaligned pipes bolted to it, you will impart a lot of strain on the pump. You also need to avoid a bad base: Is the base secure? Is it grouted properly? Do you have a soft foot? Is it bolted correctly? And last, check the bearings. If the tolerance of the bearings wears thin, the shafts will move and cause vibrations in the pump.
Do you have a good tribological (the study of friction) pair? Have you chosen the correct facing combinations? What about the seal face material quality? Are your materials appropriate for your specific application? Have you selected the proper secondary seals, such as gaskets and o-rings, that are prepared for chemical and heat attacks? Your springs should not be clogged or your bellows corroded. Last, keep an eye out for face distortions from pressure or heat, since a mechanical seal under great pressure will actually bow, and the skewed profile can cause a leak.
You need a proper seal flush arrangement, along with sufficient cooling. Dual systems have barrier fluids; the auxiliary seal pot needs to be in the right location, with the correct instrumentation and piping. You need to take the Length of Straight Pipe at Suction into account—some older pump systems that often came as a packaged skid include a 90º elbow at suction right before the flow enters the impeller eye. The elbow causes a turbulent flow that creates instabilities in the rotating assembly. All the suction/discharge and bypass piping needs to be engineered correctly as well, especially if some pipes have been repaired at some point over the years.
Other miscellaneous factors account for only about 8 percent of all failures. For example, auxiliary systems are sometimes required to provide an acceptable operating environment for a mechanical seal. For reference to dual systems, you need an auxiliary fluid to act as a barrier that prevents contamination or process fluid from spilling into the environment. However, for most users, addressing one of the first four categories will hold the solution they need.
Mechanical seals are a major factor in rotating equipment reliability. They’re responsible for leaks and failures of the system, but they also indicate problems that would eventually cause serious damage down the road. Seal reliability is greatly affected by the seal design and the operating environment.
Frank Rotello is mechanical seal reliability engineer for Cummins-Wagner. Cummins-Wagner Co., Inc. is a distributor for industrial and mechanical equipment covering the mid-Atlantic states with leading brands of compressors, pumps, and heat transfer equipment, and offer support services such as system design, assembly, and aftermarket service and repair. For more information, visit www.cummins-wagner.com.

A German power plant experienced premature wear and excessive seal corrosion in its boiler feed circuit and flue gas desulfurization slurry pumps. By upgrading the performance of the pump seals and implementing a high-performance seal maintenance, repair, and part stocking program, unplanned pump shutdowns were eliminated and mean time between repairs improved from 20 to 40 months.
As with all rotating equipment, pump seal wear is a constant factor requiring continual monitoring, maintenance, repair, and replacement to keep pumps operating as specified. In coal-fired power plants, mechanical seals are utilized in pumps throughout many processes.
Mechanical seals consist of a stationary primary element that is fixed within the pump housing and a rotating mating element fixed to the shaft. Precisely machined, these two components are pressed together, meeting at a wear face, while the extreme tolerances between the two elements minimize leakage. The seals rely on a certain amount of leakage to lubricate the moving surfaces. The rotating element is supported on an extremely thin lubricating film, typically 0.25 microns in thickness.
These seals are influenced by a number of factors, including temperature, pressure, vibration from pump shaft misalignment, and quality of the pumped fluids. Coal-fired plants have many processes that contain abrasives and solids within the fluids being pumped. These insoluble liquids are hard on mechanical seals because they create added abrasion and erosion of the components. The particles can get into the mechanical seals’ O-rings and springs, causing these components to go rigid and no longer able to move with the shaft movements and pressure deflections.
In coal-fired plants, mechanical seals (Figure 1) can be found in the main heat cycle for pumping raw feedwater, boiler feedwater, condensate, and the cooling water that supports the condensate system. They are used in secondary pumps, fire suppression systems, and service and wastewater applications. Mechanical seals are also employed in the movement of limestone slurry for the flue gas desulfurization (FGD) scrubber system.
At one of Germany’s largest lignite-fired power plants, boiler feed circuit pump seals and FGD slurry pump seals were negatively impacted, experiencing a significant reduction in mean time between repair (MTBR), ultimately resulting in unplanned pump shutdowns. The pumps experienced premature seal wear and excessive seal corrosion as a result of adverse reactions to feedwater treatments, coupled with inadequate maintenance and part stocking issues.
The core of this thermal power generating plant, the boiler feed circuits rely on high-speed, high-performance pumps to keep the water moving through the systems. Each boiler feed circuit has two high-speed, high-performance pumps feeding the boiler, and approximately 100 secondary pumps along the feed circuit. Plant-wide, the boiler circuits have 12 high-performance pumps and approximately 600 secondary pumps. Each of these pumps has mechanical seals and the high-performance boiler pumps have two mechanical seals for each pump.
In high-purity boiler feedwater/combined oxygen treatment processes, with high-speed, heavy-duty pump applications in boiler feed circuits, minute electrical potentials develop, which cause electrostatic corrosion on the mechanical seals. The material of the mechanical seal itself becomes degraded, resulting in a shortened lifespan. This condition is due to chemical reactions from combined oxygen treatment procedures of the feedwater initiated to reduce corrosion in the boiler, resulting in the creation of electrical voltage.
The high-performance boiler feed circuit pumps are integral to the operation of any thermal power generating plant. If just one of these pumps fails, that boiler feed circuit would be running at 50% operation, or could be potentially shut down. Failure of the mechanical seal is the primary cause of pump failure. This is just what occurred at this plant, where boiler feed pump seal integrity was lacking, causing unplanned pump shutdowns.
The German plant has 60 main feed pumps in the FGD circuit—with an additional 250 to 300 secondary pumps—for a total of 310 to 360 pumps involved in plant-wide FGD. The abrasive and corrosive wet limestone slurry put high corrosive demands on both pumps and seals at the plant. FGD feed pump seals at the plant failed due to metal erosion and corrosion issues, resulting in a lack of seal component flexibility. The corrosion came from the calcium sulfite, and the erosion from the fluid velocity in close to the mechanical seals.
John Crane, whose seals were originally installed in the plant’s boiler feedwater pumps, was selected to implement a comprehensive program to isolate the cause of the premature pump seal degradation in both boiler feed circuit pumps and FGD slurry pumps; engineer a mechanical solution to extend longevity for the seals; implement a system to monitor the ongoing condition of the feed water; and establish a structured maintenance, repair, and part stocking regimen for both boiler feed circuit pump and FGD slurry pump seals.
Boiler Feed Circuit Pump Seals. John Crane thoroughly investigated the condition of the boiler feed circuit pump seals, and developed a strategy to mitigate the problem. This included specifying and installing specific components for the boiler feed seals of this plant; implementing an ammonia dosing system, which feeds an ammonia solution around the mechanical seal to increase electrical conductivity of the feed water; and putting into place a control system to monitor the electrical conductivity of the feed water, integrated into the pump programmable logic controllers.
The solution changed the conductivity of the water around the seals and included changing the seal face materials. The result was more reliability and longevity. The project has been underway for some time and has doubled the life of the seals.
The feed pump seals in place are heavy-duty John Crane Type 270F O-ring pusher cartridge seals for boiler feed circuit applications. They are designed for critical high-pressure, high-temperature, and high-shaft speed applications. The face and seat are computer-engineered for optimum distortion control leading to high reliability and long operating life.
These seals can handle temperature limits from –40F to 500F (–40C to 260C); pressure limits up to 1,000 psig (69 barg); and speed limits up to 4,000 feet per second (60 meters per second). Advanced computer-designed faces maintain optimum performance under all temperatures and pressures.
2. Available as a single or double seal, the Type 5860 mechanical seal is designed to operate in the harshest abrasive slurry environments. Courtesy: John Crane
FGD Slurry Pump Seals. Together with the local pump service companies of the original equipment manufacturers that supplied the FGD slurry pumps, John Crane conducted considerable testing, then engineered a mechanical seal solution. The corrosion and erosion problem, which concerned the 60 main FGD feed pumps, was solved by installing heavy-duty John Crane Type 5860 cartridge slurry seals (Figure 2). These seals are specially designed to operate in the harshest abrasive slurry environments, including exposure to process fluids such as limestone. These seals can manage slurries with solids content up to 50% by weight, without the need for water flush support.
The seals can handle temperature limits up to 180F (80C); pressure limits up to 360 psig (25 barg); and speed limits up to 65 feet per second (20 meters per second). The seal face provides maximum stability and minimum heat generation under adverse conditions, optimizing performance with maximum seal face life and lubrication.
The solution mitigated both the erosion and corrosion problems. The net result was a measurable extension of the running life of the FGD slurry pump seals.
The plant required a reliable way to manage and repair seals to improve MTBR. Stocking problems and tracking difficulties created confusion and frustration among operations technicians, as well as part procurement specialists. It was insufficient management of these areas that premeditated the premature degradation of the plant’s pump seals and resultant pump failures.
A critical component necessary to restoring and maintaining the integrity of the plant’s pump seals was the establishment of a program for ongoing seal inspection, maintenance, repair, and part stock management. And it needed a 24×7 stocking program that would integrate with its existing enterprise resource planning (ERP) system. To facilitate organization and structure in this area, John Crane implemented its Performance Plus Reliability Program, called Interface, for management of the plant’s mechanical seals.
The program initially inspected the existing seal installments and stocking procedures, then it made recommendations to bring order to existing repair and stocking systems to deliver high pump reliability. The stock standardization program ensures that correct quotes and orders ultimately find their way to the right equipment. It is linked to the plant’s ERP system, streamlining seal repair, stocking, and tracking.
All failures from existing seals are now immediately sent to a nearby John Crane service center for 24×7 repair. Dedicated spare parts are available 24×7 as part of the product/stock standardization program. The mechanical seal service delivers new John Crane seals and seal components to the plant, eliminating delays, and inefficient and faulty repairs. Additionally, training was provided to onsite field engineers and operations personnel to reduce the risk of unplanned downtime and recurring issues in the future.
Ultimately, unplanned pump shutdowns at the lignite-fired power plant in Germany were eliminated. MTBR, a key driver for the industry, was increased 100%—from 20 months to more than 40 months—because of improved seal maintenance, repair, and stocking initiatives, including replacing existing seals with new John Crane components. ■

The mechanical seal of the boiler multi-stage water pump needs to be cooled to protect the sealing surfaces of the dynamic and static rings. There are two types of cooling. One type of pump fluid leaks to the mechanical seal. This part of the sealed cooling water is relatively speaking It is dead water. In order to keep the temperature within a certain range, it must be cooled by an external cooler. The moving ring is made into a spiral pump to provide circulating cooling power for this part of the sealed cooling water.
1. When the sealing water passes through the seal, the water forms a water film between the shaft and the seal to prevent the gap between the shaft and the seal from leaking out, causing a large amount of working fluid loss; at the same time, the high temperature feed water will pass through the pump The shaft and pump body metal transfer heat to the bearing to raise the temperature of the bearing. In severe cases, the bearing will be burnt; the gap between the high-speed rotating shaft and the seal is very small. When the sealing water is lost, the water film here is also destroyed, and the shaft and the seal are likely to be rubbed. The vibration of the water pump increases, which will cause damage to the equipment in severe cases. The return water of the sealing water is generally introduced into the condenser through a multi-stage water sealing pipe.
2. The water in the upper water pump is water with a certain temperature. The high temperature water will transfer heat to the bearing through the pump shaft or the metal of the pump body, which will increase the temperature of the bearing. In order to control the heat transfer, the sealing water also plays a cooling role.
3. Although the high-pressure water in the multi-stage water pump passes through the seals, it still has a certain pressure. In order to prevent the water in the feed water pump from leaking through the gap between the shaft and the seal, it is removed from the condensate pump outlet or demineralized water The main pipe uses the water source as the sealed water.



 8613371530291
8613371530291